Задаем простые вопросы одному их лучших стрелков мира на сверхдальние дистанции и основателю компании Lobaev Arms, производящей одни из самых точных и дальнобойных снайперских винтовок в мире. Команде Лобаева также принадлежит несколько мировых рекордов по дальности стрельбы для снайперских винтовок.
Александр Грек
Как делают стволы для снайперских винтовок и как технологии влияют на точность?
0 РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
В высокоточной стрельбе два основных компонента — пуля и ствол. Все остальное в винтовке не должно ухудшать их качеств. Про пули поговорим в другой раз, сегодня про стволы. Существуют три основные технологии, по которым делают нарезные стволы: дорнование, строгание и ротационная ковка. Но для высокоточных стволов подходят только первые две.
Ротационная ковка — это, например, стволы фирмы Mannlicher (винтовками которой, кстати, вооружены некоторые российские части). Берется короткая и толстая (на 30% больше конечного диаметра) высверленная заготовка. В ствол вводится матрица, которая и обковывается молотами по кругу. Заготовка двигается по мере формирования канала ствола и одновременно удлиняется. Поскольку молоты имеют огромную мощность, возникающие внутренние напряжения убрать невозможно.
ПУЛЬНЫЙ ВХОД БЕЗ ТОКАРНИКА С УПЛОТНЕНИЕМ НА СТВОЛЕ | ПНЕВМАТИКА 3ДЖ
0 РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Влад Лобаев
При дорновании нарезные стволы изготавливают с помощью специального инструмента — дорна, протягиваемого под давлением через канал. Станок, плавно вращая, протягивает через канал ствола твердосплавный дорн очень высокой твердости (70−80 единиц по шкале твердости Роквелла; сталь для ствола, например, имеет твердость 32−34 единицы) с выступающими нарезами.
Это однократная операция, которая буквально за десять секунд образует нарезы методом давления. Плюс такой технологии образования нарезов состоит в том, что она создает поверхностное упрочение канала ствола, что в свою очередь благотворно сказывается на ресурсе и стойкости к температурным воздействиям. Минус — неизбежность внутренних напряжений, которые приходится снимать.
Если не умеешь снимать напряжения, то образование нарезов методом дорнования — путь в никуда. На словах все очень просто — нагревание до определенной температуры, а затем охлаждение. Температурные режимы подбираются индивидуально под разные марки сталей. Если сильно отпустить — потеряем живучесть, ствол станет более пластичным. Если же держать большую твердость — можно не отпустить напряжение, и ствол будет изгибаться после нескольких выстрелов под воздействием температур, напоминая стволы, сделанные по технологии ротационной ковки.
0 РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
0 РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Строгание шпалером — старейший метод и он менее продвинут, если говорить о начинке технологиями. Процесс столь сложен и трудоемок, что до недавних пор никто в Европе таких стволов не делал. Нарезание производится специальным резцом-шпалером, который фиксируется в одном нарезе и делает много проходов, снимая за раз по 0,002 дюйма (около 5 микрон). Затем переходят к следующему нарезу.
КАК СДЕЛАТЬ ПИСТОЛЕТНЫЙ СТВОЛ
На шесть нарезов требуется около 480 проходов! Если дорнование занимает десять секунд, то строгание- примерно час. Огромный плюс этого способа заключается в том, что он не вызывает никаких напряжений в стволе, минус- фантастические требования к квалификации персонала, особенно к заточнику шпалера. Порой резец приходится перезатачивать в процессе изготовления одного ствола, а людей, способных сохранить идентичную заточку, очень мало.
0 РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Что касается преимуществ, то и в одном, и в другом есть как свои очевидные плюсы, так и весомые минусы.
- Минусы строгания: низкая чистота канала; большее время операции и как следствие — больший риск ошибок; большая зависимость от качества сырья; большая зависимость от уровня квалификации рабочих узкой специализации.
- Плюсы: гибкость при переходе/освоении новых каналов и шагов нарезов; меньше, как минимум, на один процесс термообработки.
- Минусы дорнования: дороговизна инструмента; сложность и большее время технологической настройки при освоении нового канала (профиль или калибр); наличие дополнительной операции для снятия напряжений, удорожающей ствол.
- Плюсы: дополнительное упрочнение канала при дорновании; большая чистота в силу самого процесса влечет менее строгие требования по шустованию, большее однообразие геометрии канала внутри партии.
И первым, и вторым методом можно делать рекордные стволы, которые будут показывать недостижимую для других методов точность. Весь вопрос в мастерстве изготовителей.
Источник: www.techinsider.ru
Рождение ствола, процесс изготовления в картинках
Ствол, калибр, нарезы, поля — термины, понятные каждому, кто хоть немного знаком с оружием. Однако сам процесс изготовления оружейных стволов для многих остаётся неведомым. Сегодня мы посетим одну из старейших германских оружейных фабрик — фирму Неуm. Основанная в июле 1865 года, она до 1914 года большую часть своей продукции поставляла в Россию. Сегодня Неуm изготавливает стволы высочайшего качества для многих именитых производителей оружия.
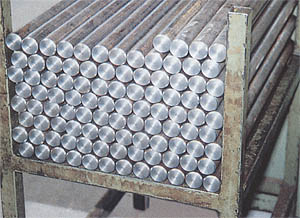
Заготовки одинаковой длины готовы к дальнейшей обработке
В принципе, оружейный ствол условно можно рассматривать как стальную трубку, в которой снаряд ускоряется, чтобы точно поразить цель. Например, в канале нарезного ружья пуля развивает скорость до 3600 км/ч, а давление достигает 3900 бар. Для сравнения скажем, в автомобильных покрышках давление воздуха не превышает 2 бар. Однако ствол не только играючи выдерживает подобные нагрузки, но и благодаря своему профилю стабилизирует движение пули и позволяет уменьшить разброс до сравнительно малых значений. Так что ствол на самом деле — это вам не просто «трубка с нарезами и полями».
Заготовка — половина дела
Свойства поставляемого крупповского металла удовлетворяют всем требованиям, предъявляемых к оружейным стволам: огромная прочность, чтобы выдержать давление пороховых газов, пластичность, хорошая обрабатываемость режущим инструментом. Об этом знали ещё наши деды, по достоинству ценившие качество крупповской стали.

После сверления производится обработка канала ствола с помощью развёртки с допуском — до 0,01 мм
Процесс изготовления ствола начинается с того, что заготовка разрезается на куски необходимой длины, у них обрабатываются и размечаются торцы. Теперь будущие стволы имеют одинаковую длину и готовы к дальнейшей обработке. Канал ствола просверливается на специальном сверлильном станке.
Заготовка вращается со скоростью 250-300 оборотов в минуту, при этом сверло, делая 2800 оборотов в минуту, вращается в противоположную сторону. Для того, чтобы не происходило отклонения от оси, используются особые свёрла одностороннего резания. Они имеют только одну режущую кромку и в процессе сверления выдерживают заданное направление — строго по оси канала ствола.
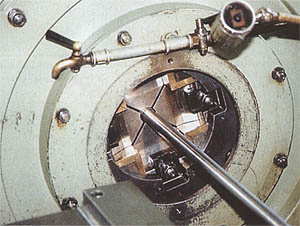
Развивая давление в 130 тонн, машина «выковывает» нарезы в канале ствола
После того, как канал ствола просверлён, его поверхность обрабатывается с помощью конических развёрток. При этой обработке снимается до 0,2 мм металла, и следы прохода сверла исчезают.
На заключительном этапе внутренняя поверхность канала ствола обрабатывается путём хонингования (прим.): дважды производится предварительное хонингование, один раз — черновое и один раз — прецизионное. Продолжительность каждой операции — пять минут. Обработка стволов для недорогого оружия на этом заканчивается, и в них с помощью специального режущего инструмента — протяжки — делаются нарезы. Если это гладкий ствол, то хонингование становится последней технологической операцией по обработке канала.
ПРИМЕЧАНИЕ: ХОНИНГОВАНИЕ (англ. honing — от hone — точить), отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговалъного станка. Хон вращается и одновременно совершает возвратно-поступательное движение.

Один из «молотов» ковочной машины превращает стальную трубку в оружейный ствол
Различные фирмы используют в ходе дальнейшей работы с дорогими стволами высшего качества свои наработанные технологические приёмы. Например, такие признанные «асы», как Heym, Sauer, предпочитают холодную ковку. Совершенно справедливо считается, что стволы, изготовленные методом холодной ковки, по точности боя соответствуют самым жёстким требованиям, предъявляемым не только к охотничьему, но и к спортивному оружию. Для этого применяется особое кузнечное оборудование, которое позволяет проковывать заготовки в холодном состоянии.
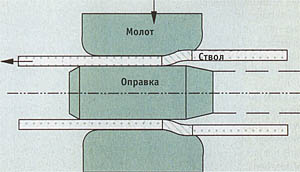
Так происходит холодная ковка: молоты обстукивают ствол, в который вставлена оправка из высокопрочного металла.
В процессе обработки ствол впрессовывается в профиль этой оправки
Первую машину для холодной ковки под названием «Алькетт» фирма Неуm закупила 30 ноября 1960 года. В современной машине четыре «молота», каждый развивает давление в 130 тонн. Они движутся в радиальном направлении к стволу. Сам ствол при обстукивании продвигается в продольном направлении и одновременно поворачивается вокруг своей оси.
В канал ствола вставлена оправка с нужным профилем. При обжиме ствола металл как бы впрессовывается в оправку, и в результате в канале формируются нарезы. В зависимости от формы оправки получается нарезка ствола различного типа. Например, для некоторых образцов боевого армейского оружия (пулемётов) делается нарезка с полигональным (многоугольным) профилем. Стволы с чоковыми сужениями для охотничьих ружей изготавливаются аналогичным образом, только оправка берётся с гладко отполированной поверхностью.

Стволы и казённик соединяют и припаивают с помощью металлической планки, называемой «шиной»
Проковка одного ствола длится две минуты, в результате чего он удлиняется примерно на 10 см. У других производителей имеются ковочные машины, которые, например, 30-сантиметровую заготовку удлиняют до нужных 60 см.
С помощью горелки серебряный припой расплавляют и прочно скрепляют стволы в казённой части

Преимущество данного способа заключается в том, что металл при такой обработке уплотняется, улучшается его структура, а также примерно на 25-30% увеличивается прочность. В результате этого после 10 тысяч выстрелов износ канала ствола, обработанного методом холодной ковки (точнее говоря, «холодной ротационной ковки») составляет всего 0,03 мм. Кроме того, поверхность канала ствола получается очень гладкой: шероховатость поверхности составляет всего 0,001 мм. Это делает его устойчивым к коррозии и, следовательно, долговечным, а также обеспечивает лучшую кучность боя. Все стволы гладкоствольных ружей, изготовленные по такой технологии, пригодны для стрельбы стальной дробью.
Глаз мастера всегда в цене
В ходе обработки ствола в металле возникают напряжения, которые приводят к небольшому его искривлению. На специальном правильном (от слова «править») станке ствол выравнивается опытным мастером. Кстати, поначалу были попытки передоверить эту операцию станку, но оказалось, что глаз человека (!) лучше и быстрее выявляет отклонения, чем машина.

После проковки ствол проверяется мастером на наличие искривлений
В заключение с помощью автоматических станков с числовым программным управлением производится доводка внешней поверхности стволов. В памяти компьютера хранится большое количество различных контуров, и обработка с помощью специального инструмента ведётся до тех пор, пока полученная форма не будет соответствовать тому, который хранится в памяти компьютера. Например, Неуm применяет грушеобразный контур при изготовлении стволов для многозарядных винтовок, а гладкие стволы имеют круглое сечение.
Стволы фрезеруют на специальном станке
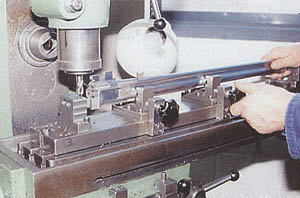
После этого стволы попадают в руки мастера, который соединяет стволы в казённой части, а затем припаивает планки. Следующий шаг — припаивание крепления для цевья, а также основания мушки и прицела. После пайки стволы обрабатываются на фрезерном станке, с помощью которого готовится место для крепления затвора и экстрактора. И только потом мастер начинает подгонку стволов к колодке. После всех этих операций на стволы наносятся информационные клейма (калибр, номер и т.п.).
Наконец, поверхность стволов и других металлических деталей для защиты от внешних воздействий и предотвращения коррозии подвергается воронению (прим.). Отдельные стволы подвергаются воронению (оксидированию) в специальной ванне. Спаянные стволы погружать в эту ванну нельзя, т.к. кислота, содержащаяся в оксидирующем растворе, разъедает пайку.
ПРИМЕЧАНИЕ: ВОРОНЕНИЕ — разновидность оксидирования, в результате которого на поверхности деталей из углеродистой стали образуется защитная плёнка из окислов железа от тёмно-синего до чёрного цвета.
После сборки и отладки оружия, оно отстреливается специалистами государственного управления по испытанию оружия и направляется на прилавки магазинов.
Источник: Игорь СТРОГОВ, «МАСТЕР РУЖЬЕ» 2002 г
spоrtguns.ru
Источник: shooting-ua.com
Способы изготовления стволов
Сообщение Хабаровск » 21 май 2012, 17:05 .
Есть несколько способов получения профиля нарезов в канале ствола.
Все они имеют свои достоинства и недостатки.
При изготовлении любого ствола есть несколько стандартных операций, сверление, оконтуривание, развертка канала, подготовка канала (полировка, лаппинг, хонингование), далее идет профилирование (это уже специализированная операция определяющая метод получения нарезов и свойства ствола) и финишные операции (как правило определяются технологией получения нарезов и традициями сложившимися у конкретного производителя) тут могут быть различные финишные полировки, термическая и термохимическая обработка и тд.
Попробую рассмотреть основные:
1. Ротационная ковка.
Достоинство: очень быстрый способ (около 3 минут на изготовление ствола), позволяющий получать стволы с внешней и внутренней геометрией (иногда даже куют вместе с патронником), с хорошей внутренней поверхностью и достаточной для большинства задач точностью. Суть метода: в канал ствола вводится оправка (есть разные названия, в России говорят «дорн», хотя «дорном» называют и другой инструмент о котором пойдет речь ниже) с обратным профилем нарезов, удары молотков станка сжимают металл, и внутреняя поверхность отпечатывается повторяя форму «оправки-дорна».
Способ характерен еще тем, что металл в процессе ковки уплотняется, что теоретически, а по утверждению некоторых уважаемых производителей и практически положительно влияет на ресурс. Например по заявлению FN herstal их стволы полученные ковкой дают ресурс в 20 тыс. выстрелов в М16 (кал.223Рем) против 6-8 тыс. выстрелов ресурса стволов фирмы Colt (полученных дорнированием).
К недостаткам можно отнести очень дорогое оборудование, станок GFM австрийского производства стоит несколько миллионов евро, высокие требования к хонингованию (и высокой стоимости хонинговальных станков) и общей подготовке ствола.
С точки зрения качества есть проблемы внутренних напряжений (так как идет ударное уплотнение материала), что негативно сказывается на стрельбе. Точность канала ствола при данном методе получается с допусками в сотые доли мм, что недостаточно для прецизионной стрельбы.
для снятия напряжений и упрочнения поверхностного слоя некоторые фирмы (например Блейзер) прибегают к нитроцементации.
Среди фирм производящих стволы методом ротационной ковки можно выделить уже упомянутые FN herstal и входящие в группу FN herstal Браунинг и Винчестер, Блейзер, Зауэр и Маузер, ЧЗ, Сако, Ремингтон, Штеер Манлихер.
http://www.youtube.com/watch?v=aCMzyNHkjpk
Сообщение Хабаровск » 21 май 2012, 17:06 .
Дорнирование
Протягивание (или проталкивание) через канал ствола твердосплавной головки button- дорн.
Головка имеет определенный профиль соответствующий калибру, количеству и шагу нарезов.
Это тоже, как и ротационная ковка, стрессовый метод профилирования канала ствола, только нарезы формируются не из большего диаметра в меньший как при ковке, а из меньшего в больший. Button двигаясь по стволу, и одновременно вращаясь, соответственно шагу нарезов, формирует геометрию канала ствола. Сама операция протяжки дорна очень быстрая, минута и все, однако метод требует очень качественной подготовки и прежде всего по финишному размеру канала, его чистоте, а так же по смазкам. Трение очень значительное, дорн выходит из ствола с температурой в двести градусов, и для преодоления таких сил к смазкам масса требований. Раньше ствол «меднили», тонкий слой меди нанесенный на канал и являлся смазкой, сейчас применяют различные промышленные смазки и их комбинации, рецептура смазок как правило, ноу хау каждой компании кто получает стволы таким способом.
После протяжки дорна отверстие получается больше калибра, и для получения точного размера и снятия напряжений ствол идет в специальную печь где медленно нагревается и остывает в течении почти 50 часов. После термической обработки следует финишная полировка и ствол готов к нарезанию патронника и установке в винтовку.
Метод позволяет получать стволы очень высокого качества, пару десятков лет назад именно дорнированные стволы доминировали во всех крупных соревнованиях по бенчресту, с ними были установлены десятки рекордов.
Недостатком метода можно назвать сложность подбора термических режимов для попадания в «размер», а так же большое количество «ручных» операций.
Метод применяют многие фирмы, из изместных Лотар Вальтер, Шилен, Харт. В заводских винтовках дорнированные стволы стоят у Везерби.
Ролики о производстве винтовок Бергара Баррелс, ствольное производство организовано при участие Эда Шилена.
http://www.youtube.com/watch?v=0XSkhtcAL1w на 6мин 17 сек видно как дорн входит в ствол формируя нарезы.
Сообщение Хабаровск » 21 май 2012, 17:07 .
Получение профиля нарезов резанием, т.е. с изъятием металла из канала ствола наиболее древний способ, самые первые нарезные стволы получали именно так, в 20 веке в период гонки за производительностью этот метод в массовом производстве был заменен куда более высоко производительными способами таким как ротационная ковка и дорнирование.
Однако сам метод получения стволов резанием наиболее точный, позволяющий получать внутреннюю геометрию канала практически идеальной по размерам полей и нарезов.
Точность стрельбы во многом и определяется точностью геометрии канала ствола, правильностью формы нарезов, и точности глубины. В процессе обработки данным методом через канал двигается инструментальная головка, в которой установлен резец, резец последовательно обрабатывает нарезы, и возвращаясь к первому нарезу механика станка чуть выдвигает резец и цикл повторяется. Основным недостатком метода является его скорость, это самый медленный способ обработки ствола, при средней глубине нареза в 0.1 мм нужно от 60 до 100 проходов инструмента для получения нареза необходимой глубины. Обычно ствол обрабатывается от 2 до 3 часов, крупный калибр может находится на станке до 8 часов и более.
До недавнего времени станки для нарезания канала использовались Pratt Whithney выпуска до второй мировой войны с ручными индексами и частичной автоматизацией, с 2005 года появились станки с ЧПУ позволившие улучшить точность обработки канала ствола и получить стволы непревзойденной точности. На сегодняшний день стволы полученные данным способом являются безусловными лидерами в соревнованиях по высокоточной стрельбе.
Ствол получаемый данным способом не нуждается в термической обработке и сразу готов к применению. Из известных фирм устанавливающих резанные стволы на свои винтовки можно упомянуть Accuracy International, Barrett, McMillan.
Самые известные производители стволов методом резания: Кригер, Бартлейн, Бордер.
Видео: http://max-ern.com/russisch/laufziehen.htm
http://www.youtube.com/watch?v=kvnKSfDUCWY
http://www.youtube.com/watch?v=Hecf_z0lFWQ
http://www.orsis.com/support/photo_and_video/videos/57/ немного видео в середине клипа о нарезании канала на станке с ЧПУ
Сообщение Хабаровск » 22 май 2012, 08:40 .
Другие способы изготовления стволов.
1. Протяжка (Broashing). Длинный режущий инструмент с полным профилем нарезов протягивают на специальном прессе через канал получая одновременно все нарезы. Обычно применяют для получения стволов для пистолетов, для длинноствольного оружия применяют только для крупного калибра, но тоже ограничено, я знаю только одну фирму производящую стволы .50 калибра для ружей на черном порохе.
Фирма Беретта получает для своих пистолетов стволы именно протяжкой.
Метод непременим для большинства винтовочных калибров, так как получить необходимую жесткость инструмента при малых диаметрах невозможно.
http://www.youtube.com/watch?v=j0ka827PpcQ
2. Электрохимическое травление. Метод весьма распространен в России, таким способом получают стволы даже для малокалиберной артиллерии. Название метода по сути описывает и его технологию, через канал протягивают электрод с профилем нарезов и подают электрический ток, в месте «контакта» металл ствола вытравливается и получаются нарезы. Способ довольно точный, и быстрый. Применим не на всех сталях.
3. В Турции применяют способ сходный с ротационной ковкой, только вместо ударов молотков, применяют валки которые сдавливают металл на оправку.
4. Я знаю примеры когда стволы получали электроэрозионным способом и даже литьем. Данные методы развития пока не получили.
Сообщение Хабаровск » 22 май 2012, 09:04 .
Сообщение Хабаровск » 22 май 2012, 14:57 .
Теперь немного про наше производство.
У нас два способа получения нарезов, в основном резание, и вторично дорнирование.
Резание у нас происходит на специализированных станках с ЧПУ, наличие ЧПУ позволяет очень точно контролировать параметры работы инструмента, а именно углы поворота, точность спирального угла шага нарезов, точность подъема инструмента при обработке. Все это делает возможным получение внутренней геометрии ствола очень высокой точности, с допусками в 1 микрон и в тысячные градуса по углам обработки.
Точность изготовления стволов напрямую транслируется в точность стрельбы.
Мы выбирали данный способ как основной по причине того, что более точного способа получения ствола не существует.
Цикл производства выглядит следующим образом: отрезание прутка нужной длины с припуском на обработку, торцевание на токарном станке, глубокое сверление, оконтуривание на токарном станке с ЧПУ , развертка канала ствола, полировка канала, нарезание нарезов, финишная полировка.
На этом бланк считается готовым, далее идут специализированные операции по разворачиванию патронника, нарезанию соединительных резьб, дол, финишной полировки с внешней стороны и различные декоративные виды обработки (покраска, матирование, полировка) в соответствии с заказом.
В случае дорнирования цикл операций немного другой, и применяется другой инструмент даже на сходных операциях, например развертка канала ствола для дорнирования производится разверткой большего размера чем для резания, по другому проводится финишная полировка-лаппинг.
Существенным отличием способов пр-ва является наличие в цепочке дорнирования продолжительного цикла термической обработки.
Источник: popgun.ru
Ружейные стволы. Технология изготовления
Вероятно, многие согласятся со мной, что главная часть ружья — стволы. Ведь стреляют именно они. Эффективность пушечных выстрелов вызвала у человека желание сделать маленькую «ручную» пушку. Такую пушку в середине позапрошлого века нашли в замке Таннеберг в Хессене (Германия). Она была отлита в конце XIV века.
Стрелять из неё с рук было, конечно, тяжело и неудобно и вскоре к ней приспособили арбалетную ложу. Оказалось, что по точности стрельбы и кучности новое оружие серьёзно уступает хорошему луку, хотя по энергии, а значит и пробивной силе, значительно его превосходит. Довольно быстро выяснилось, что с увеличением длины ствола, выстрелы становятся более точными. С этого момента и начинается история огнестрельного оружия.
Сегодня у нашего «переломного» охотничьего ружья есть три главные части: ствол (или стволы, образующие ствольный блок), колодка, ложа.
Ствол придаёт направление полёту дроби или пули. Чем правильнее и тщательнее он изготовлен, тем лучше дробовая осыпь и выше точность.
Колодка запирает казённый срез стволов, служит связующим элементом между стволами и ложей и является в оружии главным инерционным элементом, поглощающим силу отдачи. В колодке монтируются запирающие, ударно-спусковые и предохранительные механизмы.

Схема получения скрученных ствольных трубок
Ложа обеспечивает удобство наведения оружия на цель, естественность прицеливания и смягчает действие силы отдачи за счёт её частичного превращения во вращательный момент.
Прежде чем рассказать о сегодняшней технологии изготовления оружейных стволов, хочется познакомить читателей с частью оружейной истории, касающейся совершенствования изготовления этой важнейшей части оружия. Ведь изготовить хороший ствол — задача довольно трудная даже при сегодняшнем уровне развития машиностроения. Однако настойчивость, усердие и изобретательность наших далёких предков находила различные варианты решения этой задачи. Причём уровень качества лучших изделий XVIII века сегодняшним специалистам представляется почти загадочным. Нам хочется рассказать, каким путём мастера прошлого создавали замечательное оружие, показать некоторые его образцы и вместе подумать о величии их духа с надеждой, что это укрепит и наш собственный.
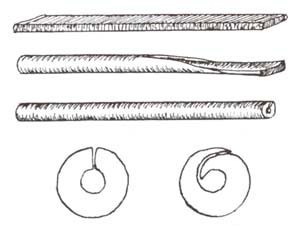
В 1811 году Генрих Аншютц (из хорошо известной оружейной династии) издал книгу об оружейной фабрике в г. Зуль. Он пишет о четырёх типах технологий получения ствольных трубок: обычной, скрученной, навитой и стволах из «Дамаска».
Принцип получения навитых стволов
Обычный (простой) ствол получали из полосовой заготовки длиной 32 дюйма (812,8 мм), шириной 4 дюйма (101,6 мм), толщиной 3/8 дюйма (9,525 мм). После разогрева эту полосу кузнечным способом загибали на оправке таким образом, что её продольные кромки прилегали друг к другу встык, параллельно оси канала ствола. Этот стык сваривался кузнечным методом и тщательно проковывался.
Есть несомненные указания, что обе длинные стороны прямоугольной заготовки иногда сгонялись «на ус» и сваривались не встык, а внахлёст. После сварки и охлаждения стволы проходили четырёхгранной развёрткой, обтачивали на токарном станке внешнюю поверхность, которую потом шлифовали вручную на большом круге из мягкого песчаника диаметром 1,75 м. С казённой стороны в ствол вкручивалась винтовая заглушка, которая иногда тоже проваривалась. Конечно, «заглушались» стволы всех дульнозарядных ружей, независимо от технологии их получения.
Скрученный ствол. Сварной шов в обычном стволе, располагавшийся параллельно оси ствола, часто был местом разрушения при стрельбе. Чтобы избежать этого, простой сваренный ствол начинали повторно нагревать в центральной части и скручивали вдоль оси по всей длине так, чтобы сварной шов имел форму винтовой линии. Этот приём делал шов значительно менее нагруженным при выстреле.
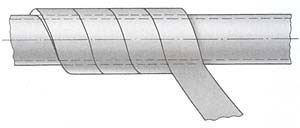
Навитой ствол получали путём постепенного навивания стальной полосы на оправку в виде стержня или трубы. Винтообразный сварной шов последовательно проковывали кузнечным молотом.
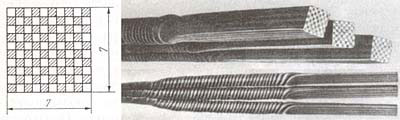
Схема получения полосы дамасской стали
Стремительное развитие металлургии в конце XIX века привело к появлению углеродистых сталей с высокими механическими свойствами. Перспективность их использования для изготовления стволов казалась очевидной. Однако ещё в первой четверти XX века многие оружейники Европы продолжали делать стволы по «дамасским технологиям».
Сегодня необходимо понимать, что такие стволы, хотя и являются памятниками фантастическому усердию оружейников предыдущих поколений, но всё же уступают по всем важнейшим показателям современным легированным ствольным сталям. Напомним нашим соотечественникам, что сталь 50А и даже 50РА, из которой и в Туле, и в Ижевске делают сегодня стволы, к легированным ствольным сталям не относятся. И ещё о дамасских стволах. Спустя сто и более лет после изготовления весьма вероятно, что кузнечная сварка элементов может значительно разрушиться и прочность стволов может оказаться недостаточной для обеспечения безопасности стрельбы. Будьте очень осторожны при желании пострелять из старого ружья с дамасскими стволами.
Введение в состав углеродистой стали хрома, ванадия, никеля, кремния, марганца и других элементов привело к значительному повышению важнейших свойств ствольных сталей — упругости, прочности при растяжении, поверхностной твердости, коррозионной стойкости. Более того, эти технологии позволяют получать стали с заранее заданными свойствами. Всё это позволило перейти к изготовлению однородных заготовок для ружейных стволов. Этот процесс начался ещё в последней трети XIX века и около полувека сосуществовал с «дамасской» технологией.
Развитие технологии изготовления ружейных стволов.
Рихтовка ствольной заготовки
Новый этап начинается с отказа от стволов, получаемых из полос, и перехода к стволам, канал которых образовывался глубоким сверлением. Эта технология несравненно более производительная, но для её реализации потребовалось решить ряд серьёзных проблем, рассказать о которых нам хочется, чтобы современные читатели могли представить, какой ценой получались ружья, обладающие замечательным боем.
Новая технология изготовления ствольных заготовок начинается с ковки, которая не только придаёт заготовке ствола внешнюю форму, приближающуюся к готовому стволу, но и обеспечивает улучшение структуры стали благодаря уменьшению её зернистости. Обычно для поковки отрезают кусок круглого проката диаметром около 50 мм. Длина этой заготовки зависит от будущей длины ствола.
Куска длиной 320 мм хватает, чтобы из неё вытянуть ковкой заготовку длиной 750 мм со средним диаметром 30 мм. Конечно, после ковки диаметр заготовки в области патронника заметно больше, чем у дульного среза. Здесь следует отметить, что при обычной ковке около 15% стали уходит в окалину. Кузнецы говорят, что металл «угорает».
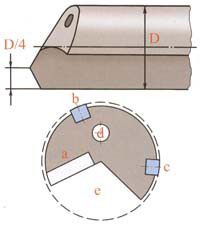
Оружейное сверло:
а — режущая пластина,
b и с — направляющие,
d — канал для подвода
охлаждающей жидкости,
е — полость для
удаления стружки
Для снятия внутренних напряжений в откованных заготовках их нагревают до (примерно) 850-860 градусов и выдерживают около получаса. Точные параметры нагрева зависят от марки ствольной стали и толщины заготовки. Задача снятия внутренних напряжений очень важна для всех стадий производства стволов.
Особенно важно, чтобы не было напряжений в готовой ствольной трубке, предназначенной для образования ствольных блоков из двух или более стволов. Дело в том, что пайка мягкими и особенно твёрдыми припоями требует значительного и асимметричного нагревания стволов. Неоднородно происходит и охлаждение спаянного блока.
Наличие внутренних напряжений приводит к заметной деформации стволов после пайки. Более того, высокий разогрев внутренней поверхности стволов при стрельбе, особенно интенсивной, может вызвать необратимую деформацию ствола, если в нём оставались напряжения. После нормализации проводят закалку.
Суть её заключается в получении оптимальных свойств за счёт формирования тонкой структуры металла. Любая сталь является сложной в фазовом отношении системой, содержащей как минимум две кристаллические модификации чистого железа, карбид железа, карбиды металлов-примесей и твёрдые растворы некоторых из этих компонентов друг в друге.
Температурная обработка меняет фазовое состояние этой сложной системы и размеры отдельных фаз, что очень существенно влияет на эксплуатационные свойства. Закалка заключается в равномерном разогреве детали до температуры, зависящей от рецептуры стали, из которой она изготовлена. Заготовки из стали Ск 65, которую в Германии часто используют для стволов, нагревают до 840 градусов.
После этого её опускают в масло, имеющее комнатную температуру. Затем заготовку «отпускают», для чего её прогревают в муфельной печи около 4 часов при температуре 580-600 градусов. Такой сложной термообработкой можно значительно влиять на твёрдость, вязкость, упругость и предел прочности при растяжении.
Термически обработанную заготовку тщательно рихтуют. Это делают, чтобы при сверлении, которое происходит при вращении заготовки, она не вибрировала. Рихтуют заготовку в горизонтальном положении при вращении, корректируя её форму прижимными роликами. После рихтования заготовку снова подвергают нагреву для снятия внутренних напряжений, затем торцуют с обеих сторон и снимают фаски.
Рихтовка ствола по теневым кольцам
с помощью винтового пресса
После этого приступают к самому тонкому процессу в изготовлении ствола — сверлению. Глубокое сверление, особенно в длинной заготовке с низкой продольной устойчивостью — особая песня. В оружейном деле для этого используют специальные станки, похожие на токарные. В них закреплённая заготовка вращается, а специальное сверло движется поступательно.
В этом процессе две главные проблемы: увод сверла от оси заготовки и удаление стружки. Первую проблему можно решить за счёт однородности структуры заготовки и относительно невысокой скорости подачи сверла и скорости резания, чтобы исключить вибрацию заготовки. Разумеется, эти ограничения увеличивают продолжительность сверления.
Проблема удаления стружки, которая иногда не только портит поверхность канала, но и заклинивает сверло, решается специальными приёмами. В XIX веке применялись «ружейные свёрла», по конструкции они были близки к развёрткам, то есть в их основе имелась штанга, на всей рабочей длине которой был выбран цилиндрический сектор с углом около 100 градусов.
Конструкция сверла достаточно проста и хорошо понятна из чертежа. Через небольшое отверстие в теле сверла в зону резания подаётся охлаждающая эмульсия, которая по желобку, параллельному оси сверла, уносит с собой образующуюся стружку. Такие станки давно стали многошпиндельными и достаточно автоматизированными.
Это позволяет одному рабочему контролировать сверление на нескольких станках. Этот процесс всё-таки не гарантировал высокую степень чистоты обработки поверхности канала ствола. Стружка часто была основной причиной этого. Кроме того, производительность сверления была невысокая.

Сверло Байснера —
рабочая и
тыльная части
В 1937 году Бургсмюллер качественно изменил схему сверления. Он предложил вертикальное расположение заготовок и направле¬ние сверления снизу вверх для лучшего удаления стружки. В качестве основы сверла он применил трубу, на рабочей головке которой были прикреплены три направляющие пластины и приварена одна режущая.
Процесс резания происходит при охлаждении сжатым воздухом, который подаётся в зазор между поверхностью сверла и стенками образующегося отверстия. Стружка же совсем не контактировала со стенками отверстия и вместе с воздухом уносилась вниз. Значительно больший момент сопротивления скручиванию, которым обладала «труба» по сравнению с профилированной штангой, позволяет, кроме получения хороших поверхностей, использовать при сверлении более высокие скорости резания и подачи.
В 1942 году Байснер усовершенствовал этот метод. Он вернул сверлильному станку горизонтальное положение, предложил использовать масло в качестве охлаждающей жидкости и усовершенствовал сверлильную головку. Масло подавалось под давлением в зазор между сверлом и образующейся цилиндрической поверхностью и выносило стружку через центральный канал в специальный сборник. Поверхность получалась очень гладкой в некоторой мере благодаря полированию направляющими. Тем не менее, после сверления канал ствола обрабатывается развёрткой.
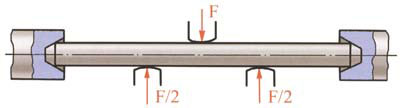
Перед тем как приступить к обработке наружной поверхности ствола его рихтуют: проверяют прямолинейность оси канала и при необходимости выправляют её с помощью винтового пресса. Проверку правильности канала осуществляют по теневым кольцам, что каждый охотник может сделать и сам.
А вот процесс правки требует не только хорошего зрения, но и большого чувства металла, приходящего только с опытом. Дело в том, что ствол имеет упругость. Поэтому если под нагрузкой он выпрямился, то после её снятия частично вернётся в исходное состояние. Опытный мастер чувствует, насколько ствол нужно «перегнуть», чтобы после снятия нагрузки он стал безукоризненно правильным.
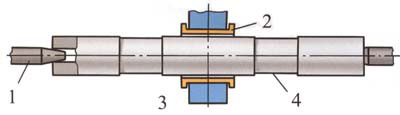
Проточка шеек для люнетов:
1 — центр, 2 — скользящая муфта,
3 — стойка, 4 — шейка для люнета
После формирования канала ствола встаёт очередная непростая задача: токарно обработать ствол снаружи. При этом главная трудность, чтобы центр наружной поверхности точно совпал с центром канала ствола. Если этого не сделать, то ствольная трубка получится разностенной.
Кроме того, из-за большой величины отношения длины ствола к его диаметру при токарной обработке поверхности ствола его необходимо фиксировать двумя люнетами, для каждого из которых нужно предварительно проточить шейки. Для корректного выполнения этой операции на середине длины ствола устанавливают специальную муфту, позволяющую правильно удерживать ствол за его необработанную поверхность при проточке шеек для люнетов.
Когда шейки проточены, муфту можно снять и выполнить наружное обтачивание ствола по копиру. Эти токарные обработки могут привести к некоторой деформации ствола. Поэтому ствол в очередной раз контролируют по теневым кольцам и при необходимости рихтуют. Чистовое обтачивание и шлифование производится после того, как отдельно прошлифовываются шейки для люнетов. Заключительная стадия изготовления ствольных трубок — тонкое шлифование, называемое в оружейном деле хонингованием.
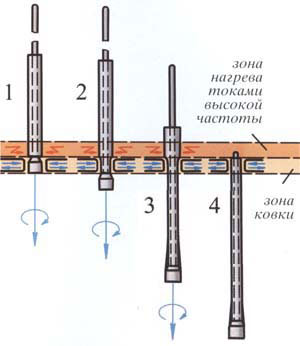
Схема ротационной ковки:
1 — разогрев токами высокой частоты,
2 — начало ковки, 3 — процесс ковки,
4 — окончание ковки
Существенным прогрессом в изготовлении ружейных стволов является их ковка на оправке. Конечно, оборудование для этого процесса стоит недёшево. Поэтому формование стволов ковкой рентабельно только при больших объёмах производства. Однако экономия средств и времени получается тоже значительная.
При изготовлении стволов методом ротационной горячей ковки используют заготовки длиной 260-280 мм и диаметром около 35 мм. В ней сверлом Байснера делают сквозное отверстие диаметром 20,5 мм. Заготовку закрепляют на закалённой, тщательно отполированной оправке, имеющей форму внутренней поверхности готового ствола.
После электроиндукционного прогрева заготовки до необходимой температуры её подают в зону ковки, где она, вращаясь вдоль своей оси, проходит под ударами крестообразно расположенных молотов. За полторы минуты заготовка принимает внешнюю и внутреннюю форму ствола с патронником. Закалка после такой проковки не проводится.
Внешнюю форму ствола доводят токарным обтачиванием и шлифованием. Канал ствола начерно проходится развёрткой. Окончательную обработку канала ствола, включая патронник и дульное сужение, проводят после сборки ствольного блока.
Ещё более прогрессивным методом изготовления стволов является холодная ковка на оправке. Одно из её преимуществ в том, что она экономит около 15% дорогой ствольной стали, уходящей в окалину при горячей ковке. Кроме того, внутренняя поверхность ствола получается точной копией оправки, так что можно получать полностью готовые стволы (с патронником, дульным сужением и нарезами).
Поверхность канала ствола требует только полировки. К тому же структура холоднокованого ствола обеспечивает ему высокие механические свойства. Правда, холодная ковка требует более мощных молотов и большей продолжительности. Она длится чуть более трёх минут. Внешнюю форму доводят обтачиванием и полированием.
Проверку правильности оси канала проводят и после этой технологии и, если есть необходимость, рихтуют. Завершающей стадией изготовления отдельных ствольных заготовок является отстрел и клеймение.
Владимир Тихомиров
Мастер ружье 10-2004
- Статьи » Мастерская
- Mercenary 44884 0
Источник: weaponland.ru
masterok

Самые лучшие из гладкоствольных ружей показывали такую же точность на расстоянии от силы 50−60 м, а рядовые — и вовсе порядка 30. Тем не менее в течение примерно трех веков с момента своего появления нарезные винтовки практически не находили применения. Причиной такого исторического казуса сегодня считается низкая скорострельность нарезного оружия фитильно-кремневой эры — не более одного выстрела в минуту против четырех-шести у гладкоствольных ружей.

Казачья винтовка-тройца тульского мастера Цыглея (1788 год) с треугольным каналом ствола.
Первые винтовые нарезы
На самом деле заметной разницы в скорострельности не было. Корни ошибки кроются в неверном сравнении. В качестве результатов для гладкоствольного оружия обычно берется нормальная скорострельность винтовки с рекордными показателями для гладкоствольных ружей, да и еще и полученная в идеальных условиях (патроны и рожок с затравкой лежат на столе, шомпол между выстрелами не убирается в ложе, целиться не нужно). В полевых условиях обычное ружье делало не пять-шесть, а всего один-полтора выстрела в минуту. Статистика эпохи наполеоновских войн показала, что солдаты с обычными ружьями ведут лишь на 15−20% более частый огонь, чем штуцерные стрелки.

Ствол ружья с пулей квадратного сечения (Германия, 1791 год).
Заряжать нарезную винтовку со ствола было весьма непросто. Для этого на дульный срез укладывался пластырь (промасленная тряпица), а на пластырь — пуля, которая затем вгонялась в ствол ударами деревянного молотка по шомполу. Чтобы края снаряда впечатались в нарезы, приходилось прилагать немалые усилия.
Пластырь же облегчал скольжение, протирал ствол и препятствовал забиванию нарезов свинцом. Нельзя было и переусердствовать. Войдя слишком глубоко, пуля давила пороховые зерна, что снижало мощность выстрела. Для предотвращения таких случаев шомпол штуцера часто снабжался поперечиной-ограничителем.
Небольшим был и срок службы штуцера. Обычно он выдерживал всего 100−200 выстрелов. Нарезы повреждались шомполом. Кроме того, несмотря на применение пластыря, они быстро засвинцовывались и заполнялись окалиной, а затем стирались при чистке ствола. Для сохранности наиболее ценных образцов шомпол делали из латуни, а в дуло при прочистке вставляли защищающую нарезы трубку.

Традиционные винтообразные нарезы на сегодняшний день являются доминирующими в нарезном оружии. Полигональная нарезка распространена гораздо меньше, не говоря уже о различных экзотических разновидностях.
Но главным дефектом таких ружей было несовершенство самих нарезов. Пуля держалась в них слишком прочно и пороховым газам не сразу удавалось стронуть ее, поскольку горение заряда происходило в минимальном объеме. При этом температура и давление в казенной части ствола у винтовок оказывались заметно выше, чем у гладкоствольных ружей. А значит, и сам ствол во избежание разрыва приходилось делать более массивным. Отношение дульной энергии к массе у нарезного оружия оказывалось в два-три раза хуже.
Порой возникала обратная ситуация: пуля держалась в нарезах слишком слабо и, набирая скорость, часто срывалась с них. Продолговатую же цилиндроконическую пулю (эксперименты с таким видом боеприпасов проводились с 1720 года), контактирующую с нарезами всей боковой поверхностью, было слишком трудно забить в ствол со стороны дула.

Нарезка системы Натхолла, патент 1859 года. Существовала в варианте с пятью и четырьмя нарезами. Использовалась преимущественно фирмой Томаса Тёрнера (Бирмингем) и компанией Reilly канал ствола принимал овальную форму.
Результат оказывался даже лучшим, чем в случае полигональных нарезов. При выстреле пуля легко трогалась с места, получала правильное вращение, под действием перегрузки раздавалась, плотно заполняя канал ствола, и далее шла легко, с минимальным сопротивлением, что позволяло сообщить ей начальную скорость, подобающую «штуцеру-экспрессу». Оружие обладало великолепной кучностью и легко поддавалось чистке. Дополнительным преимуществом считалась возможность стрельбы из одного ствола как пулей, так и дробью.
В 1876 году одним из первых обладателей «овального» штуцера стал Николай Пржевальский. К этому моменту Ланкастер изготовил всего три двустволки с подобной сверловкой: технология изготовления ствола была очень сложной, соответствовала и цена — 1000 рублей! Но по мнению Пржевальского оружие того стоило. Штуцер, верой и правдой служивший великому путешественнику во время экспедиций в глубины Азии, имел прицел, позволяющий вести огонь на расстояние до 300 ярдов, и два ствола калибром 10,67 мм.
Полигональные нарезы
Канал ствола, сечение которого представляет собой круг с соответствующими нарезам выступами, кажется не только привычным, но и наиболее практичным: проделать сверлом круглое отверстие проще всего. Тем более странной кажется казачья винтовка-тройца тульского мастера Цыглея (1788 год), канал ствола которой имел треугольное сечение. Впрочем, опыты с треугольными пулями проводились и раньше, с 1760-х годов. Известно также, что в 1791 году в Берлине испытывалось ружье, пуля к которому должна была иметь форму куба.

Гексагональная нарезка Бучера со скруглённым углами.
Несмотря на смелость и экстравагантность замысла, он не был лишен логики. Полигональные нарезы радикально устраняли все присущие винтовкам недостатки. Пулю треугольного или квадратного сечения не требовалось плющить шомполом. Удельная мощность оружия также оказывалась выше, чем у обычного штуцера, так как и от казны к дульному срезу пуля шла столь же легко.
Сорваться с нарезов она никак не могла. Кроме того, ствол практически не засвинцовывался, легко чистился и долго служил.
Препятствовали распространению оружия с полигональными нарезами в основном экономические соображения. Ковка ствола с граненым каналом стоила слишком дорого. Кроме того, снаряд в форме куба по сравнению со сферическим обладал худшими баллистическими показателями и более сложной аэродинамикой. В полете пуля быстро теряла скорость и сильно отклонялась от траектории. Несмотря на явные преимущества полигональной нарезки, добиться лучшей кучности, чем при стрельбе круглой пулей, не удавалось.

Система под пулю с пояском придумана в 1832 году генералом брауншвейгской армии Бернером. Штуцер его конструкции снискал немалую популярность и стоял на вооружении многих армий, в том числе и русской.
Проблема была решена в 1857 году английским оружейником Витвортом, причем весьма оригинальным путем: он увеличил число граней до шести. Пуля с «готовыми нарезами» (то есть шестигранного сечения) получила острый наконечник. Винтовки Витворта остались слишком дорогими для массового производства, но довольно широко использовались снайперами во время войны между северными и южными штатами, став одними из первых ружей, комплектовавшихся оптическим прицелом.
Полигональные нарезы зарекомендовали себя наилучшим образом, и уже в XIX веке для стрельбы из них начали применяться обычные пули круглого сечения. Перегрузки заставляли свинец заполнить канал ствола.
Распространению новшества воспрепятствовала высокая стоимость производства винтовок с полигональными нарезами, а также бурный прогресс оружейного дела в конце позапрошлого столетия. В этот период получило широкое распространение заряжение с казенной части, появился бездымный порох, радикально улучшилось качество ствольной стали. Эти меры позволили винтовкам с традиционными нарезами полностью вытеснить из армии гладкоствольные ружья.
Тем не менее к идее полигональных нарезов возвращаются до сих пор. Американский пистолет Desert Eagle и перспективные автоматические винтовки имеют канал ствола в форме шестигранной скрученной призмы, то есть классическую полигональную нарезку.
Источник: masterok.livejournal.com