
Вот сюда на Ветерках старого образца ставится короткий винт, чтобы не перекрывал канал охлаждения. Но это нога нового образца.
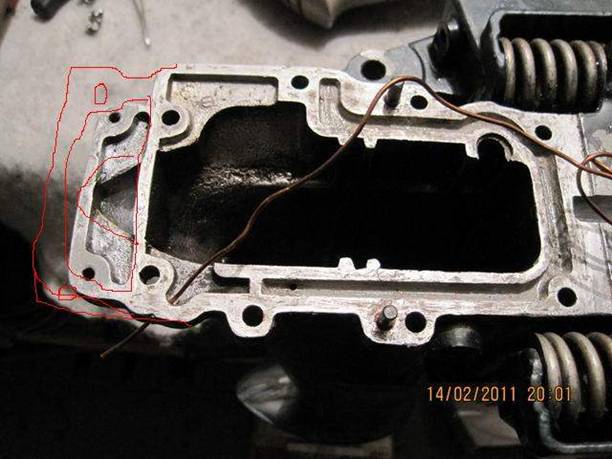
Для сравнения – «нога» старого образца
Сборка двигателя
Выбор иголок для игольчатых подшипников
gtokarev писал:
> Сегодня мне на mail пришло сообщение по поводу иголок » Размер
> 2,5х11,8, концы сферические.Производство 4UGP», кто-нибудь
> ставил такие?
Я такие только и ставлю. 4 ГПЗ производитель. Остроконечные 2,5х12,6 по 6 рублей продают, охренели совсем.
Сборка и запрессовка коленвала в картер
Все не так сложно как кажется
Да что там ответственного-сложного. Напрессовать два новых подшипника-набрать иголки в обойму верхней опоры, проставить корпус верхней опоры на место-померить и поставить нужной толщины шайбочку а с другой стороны клинышек-нагреть картер-проверить положение паза на центральной опоре и отверстия для смазки на верхней опоре относительно картера-опустить КВ в сборе в картер-крутонуть два винта-шпильки сверху как направляющие-опустить КВ дальше до упора-один-два раза несильно мандануть легонько тяжолым молотком через длинный автомобильный свечной ключ в место верхнего сальника и затянуть верхние винты. Усе, чего тут сложного. По времени, ну пол часа(без работы над каналами и проточки перегородки снизу картера).
Ветерок 8;12-как собрать подвеску
1. На коленвал напрессовать подшипники – до упора. По наружной обойме не стучать, только по внутренней (через трубу подходящего диаметра).
2. Установить в крышку обойму игольчатого подшипника. На литоле уложить ролики-иголки. Установить нижнюю шайбу (стоит под иголками) и, держа крышку нутром вверх, вводим верхний хвостовик коленвала в крышку до упора подшипником (подш. 204 на КВ упрётся в крышку).
Если хвостовик зашел, не потревожив-повернув иголки, то убедиться, что коленвал вращается нормально и никакая иголка нигде раком не встала. После этого резиновым молотком или киянкой через проставку-трубку досаживаем крышку до упора. По звуку слышно, когда она села. Пока не села, звук глуховатый, а когда уперлась, начинает «звучать коленвал» и ТЫУЖЕ УВЕРЕН ЧТО СЕЛА ДО УПОРА.
3. Со средней опорой все проще.
Опосля литол из иголок в крышке очень желательно вымыть бензом и шприцом моторного масла линуть.
… обязательно проверить совпадение смазочного отверстия на крышке и картере и правильно совместить среднюю опору со стопорным винтом.
Про подшипники
я себе взял иппонские koyo 6204 (это импортный аналог отечественных, как советовал Сашок 33 — открытый, без всяких классов тепловых зазоров и т.п.)
качеством очень доволен! купил по 300 р/шт (в подшипник.ру)
Сашок 3 3, а не псоветуете ли марку 204 подшипников? может есть какой-то марки несколько лучшего качества чем другие?:) Нужно поменять на КВ ветра-8.
ПРОЕКТ «ВЕТЕРОК» — ПЕРЕЗАПУСК!
Так же и с подшипниками. только аналогичный с точно такой же установочной фаской. это важно.
Дата: 23-12-11 21:35
испытанные хорошего какчества. Начи, койо, нск, и много других все джапан (иногда на базарах на железке есть точки с подшипниками, я например в одном из городов набрел на ларек, еще чехословацкие по цене 2 бакса, которые дадут фору современным вышеназванным по какчеству), стоимость до 10 уе, только найти спецмагаз с названием типа Подшипники, можно в нете под заказ через инетмагазею. Единственное требование минимум 6 класс и БЕЗ ВСЯКИХ ТЕПЛОВЫХ ЗАЗОРОВ Ц2-Ц3 в аббревиатуре подшипника!
Все подшипники – открытые (в том числе и на коленвал). С полиамидным сепаратором ставить не стоит.
—каков должен быть зазор между верхней щекой КВ В-8 и нижней плоскостью крышки картера уже надетой на 204 подшипник?—
Без разницы. Критически важно чтобы подшипники 204, как верхний так и нижний были до упора посажены на КВ (когда садится, даже на слух слышно, когда сел)
—Вчера одел верхний подшипник КВ 204 и между ним и щекой КВ получился зазор 1 мм (подшипник сел полностью, осаживал аккуратно, контролируя уменьшение зазора, лишнего не набивал)—
Лишнего никогда не набьешь, обязательно до упора.
—Получилось, что нижняя плоскость крышки КВ стала заподлицо с плоскостью наружной обоймы подшипника 204—
Все верно. Зависит от глубины проточки посадочного под подшипник и ВСТАЛИ ЛИ на место шайбы (нижняя) игольчатого подшипника. Я всегда на всякий пожарный глубиномером штангенциркуля «смотрю» перед посадкой на подшипник.
Чтобы понятнее: положил шайбу в корпус, глянул как она лежит, выпирает ли из проточки(если «выпирает» — плохо, нужно чуть шлифануть) или получается ровно (в идеале минус сотки от плоскости внутренней посадочного, чтобы не поджимало внутреннюю обойму подшипника).
—Поэтому фактически между подшипником 204 с сидящей на нем крышкой КВ и между щекой КВ сейчас зазор 1 мм. Вопрос: не маловат ли зазор? Вроде рукой крутится норм, ничего не цепляет.—
Главное что он есть. Может быть и 1 и 2 мм (одинаковых деталей от УМЗ не бывает). Раз крутится, то с большой долей вероятности стало без перекосов.
—А вдруг не до конца сядет в картер из-за этого КВ и шатуны будут смещены из-за этого на шейках от центра, а то даже и тереть вдруг будут. Может такое быть?—
Центровка КВ осуществляется 204 подшипниками(фактически изначально верхним), посему важна их посадка на КВ до упора(если нижний 204 не досажен на КВ до упора да еще и с просаженным посадочным на КВ, то верхний 204 умирает очень быстро, да и еще нижняя щека КВ может тереть по картеру, грубо КВ просаживается под собственным весом и дает перекос шатунов и по нарастающей).
Если верхняя крышка с подшипником посажены до упора (подшипник на КВ и корпус к картеру) и средняя опора по центру, ТО ВСЕ ГУД И НИЧЕГО НИКУДА СМЕЩАТЬ НЕ НАДО.
— Все именно так, но сместить проситься, даже стопорный винт средней опоры не влазит упирается в опору, выработок не где нет ни на КВ (по осям и возле блинов) ни в крышке ни в картере без нагрева не чего ни во что не залазит, натяги в норме. Но я кажется нашел из за чего на подшипниках SKF на внутренней обойме снята фаска 2 мм, а на наших 1,2 поэтому подшипник садиться чуть глубже на вал—
Поставь правильные(аналогичные стоковым) подшипники. иначе могут быть ненужные траблы. и корпус средней опоры тоже на место станет. Не изобретай велосипед.
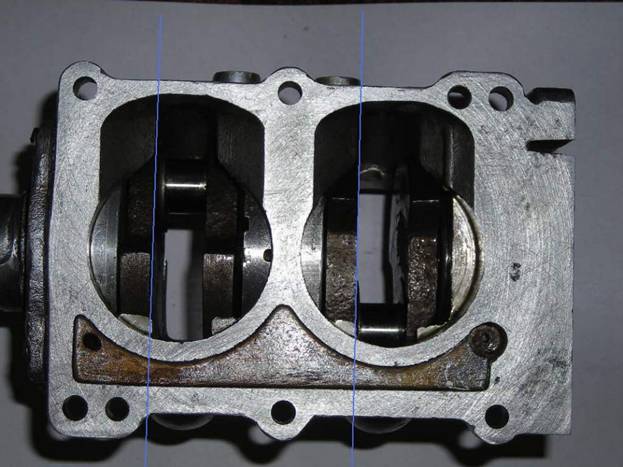
— Вызывает сомнение правильность сборки, т.к. на мой взгляд ожидалось, что шатунные шейки, будут равноудолены от краев, но они встали грубо говоря вровень с синей линией.
Между нижней щекой верхнего кривошипа и средней перегородкой просто вставил слишком толстую шайбу — сверло или прокладку (нужно 2,5 мм или чуть толще 2,6 мм). Но при таком раскладе тоже неплохо (как для первого раза). Работавшие запчасти необходимо (по возможности) установить на такую же самую глубину среднюю опору (видно по лаковым отложениям от масла).
Самая важная тонкость — ОБКАТКА — первых 5-7-10 литров в холостую, далее в очень щадящем режиме. Дело в том что ролики уже накатали себе беговую дорожку на КВ и опосля перепрессовки на свое место не станут как ни старайся, посему будут попадать на один из углов беговой дорожки (границу работавшей и неработавшей частей колена). Те расстояния что ты мерял — муйня, важны расстояния ближних щек к центральной перегородке! Но если для себя любимого, я бы переделал еще раз правильно.
—Вот ты пишешь «важны расстояния ближних щек к центральной перегородке» а какая у них должна быть величина.
В идеале — одинаковое расстояние до средней опоры. Сверху сверло-шайба-снизу клин из щепки.
Можно использовать шпильки от карба мотора при направлении верхней опоры. Коленвал ставишь рядом с рабочим местом, сразу располагаеш центропору прорезью в нужную сторону, верхний корпус отверстием смазочным тоже в нужную сторону(прокладка уже должна быть приклеена к корпусу(цыатим-краска,если краска то с другой стороны герметик только слой тончайший, чтоб при выдавливании только «ниточка» выдавилась). Еще можно очень тонким слоем цыатима смазать по кругу центропору и верхний корпус.
ТВОЯ ПРОБЛЕМА В ТОМ,ЧТО или недогрел корпус, или долго возился, посему нижний подшипник зажало раньше, чем он сел на место до упора(охладило люминьку и она «села»). Когда правильно нагрето, то картер достал поставил-крутнул пару оборотов шпильки вверху по диагонали, ровно завел КВ в сборе и попав в направляющие шпильки посадил вниз до упора, очень легонько деревянным бруском стукнуть по торцу КВ (контролируя среднюю опору) и сразу через кусок трубы (диаметр равен диаметру сальника верхнего), уперев в место сальника осадил корпус легонько молотком (по звуку слышно когда он сел на место), и потом быстренько закручиваеш винты по диагонали, выкрутив шпильки тоже винты затянув хорошенько, подождал пока остынет.
Главное контролировать центральную опору, нуна ровненько относительно центра картера-перегородки-видно невооруженным глазом. Далее закручиваеш винт центральной опоры и ждеш пока остынет. Далее остыло и вставив прут в нижний хвостовик КВ легко. стукнув молотком снимаеш натяг с подшипников. Если все сделал правильно, то опосля крутнув коленвал он еще по инерцыии сам немного прокручаваеться (вместе с одетым маховиком) (ни про какие закусы-заедания речи быть не может и быть не должно).
Грееш и контролируеш, когда плюнеш-шипит, все фффатит (более 100 градусов есть, как утюг, перегревом можно убить картер)

Из журнала «Катера и Яхты» 1972 г. №6, стр. 52.

Может кому пригодятся «цифры» моего КВ в картере. Это «заводское» состояние КВ, запресованного в картер. Год выпуска Ветерка 8М—1992г.
Хвостовик КВ «выступает» относительно картера на 4 мм.

Верхняя шейка КВ:
а) нижняя щека—средняя опора =1,2 мм
б) верхняя щека—верхняя опора = 1,0 мм

Нижняя шейка:
а) верхняя щека—средняя опора = 2,0 мм
б) нижняя щека—нижняя опора = 1,35 мм
Парни,муйней в плане зазоров маетесь, обьясню почему- толщина центральной перегородки и расстояние между внутренними блинами КВ от 4 до 5 мм, посему перед запрессовкой КВ можно сместив перегородку к одному из блинов померить расстояние,поделить его на два и получить необходимую толщину шайбочки-и-клина между блинами и перегородкой(при таком раскладе получим примерно одинаковые обьемы верхней и нижней камер картера,для чего это нуна подумайте сами. у мну попадало в среднем от 2 до 2,6 мм. Далее- глубина посадки КВ тоже муйня(обьясняю, она определяеться глубиной проточки под верхний подшипник КВ и гуляет на крышках до нескольких десяток,но при этом все крышки абсолютнно взаимозаменяемы,проблемы бывают только с натягами,какчество однако(токарь с похмела на ульяновском заводе правило,судя по запцацкам, как в анекдоте про япосов, когда спросили у токаря, а если стакан водяры употребиш?работать сможеш?ответ:ну работаю же. ). Вертикальный люфт КВ находиться в пределах люфта внутренних обойм подшипников КВ(почему они и должны быть напрессованы до упора в щеки КВ, а не заколоченый сначало нижний,а потом и верхний вместе с коленом, так как если нижний будет «просажен» то КВ рано или позно «упадет до упора блином в нижний подшипник»(ресурсу непредсказуемый писец, плюс нижний блин будет мудохать по картеру и стружкой кормить ЦПГ, как недавеча произошло у Андрея Дудика, в одном из постов выкладывались ранее фото, да и много у кого,только не признаються. ). Посему только на горячую с правильной толщины прокладкой между перегородкой и нижним блином верхнего кривошипа. Когда правильно посажено,то зазоры от блинов до центральной перегородки одинаковые нуна, тогда и перекоса шатунов не будет,направляющие не зря стоят на картере-блоке,а центровка-обработка по кондуктору идет от середины картера. Дерзайте.
Установка верхней крышки картера
Сальник ставиться после сборки. Должно быть- бутерброд верхняя шайба-обойма-нижняя шайба становяться до упора, нижняя шайба ровна с плоскостью куда упираеться 204й подшипник).
Если при таком раскладе при запрессовке корпус верхнего подшипника не доходит 2-3 мм, то возможны два варианта-первый-запрессовка с помощью молотка-пресса(усугубленный не соответствующими натягами), или второй-не соблюдение технологии запрессовки на горячую(долго возишся,не догрел картер), собираеться все нагретое примерно за 1 минуту(как я описывал-разжевывал ранее. вынул картер,поставил на подставку для елки с отверстием,деревянный крест, две одинаковых доски на ровной поверхности-крутнул по диагонали две шпильки(можно использовать от карба,можно два длиннее болта с отрезанными головками)-глянул на смазочное в корпусе и картере, а так же пропил в центральной перегородке-тихонько прямо опустил КВ в сборе в картер(если правильно нагрел,то сам ставиться до упора)-упер трубку в место верхнего подшипника и легонько осадил еще-крутнул два винта-выкрутил направляющие шпильки и крутнул вторые два винта-затянул по диагонали и по кругу. Все делаеться быстрее чем я печатал.
Должно быть- бутерброд верхняя шайба-обойма-нижняя шайба становяться до упора, нижняя шайба ровна с плоскостью куда упираеться 204й подшипник). забыл вставить-нижняя шайба заподлицо на 1-2 десятки от плоскости корпуса.
В продолжение разговора о крыЖке картера, хочу всем напомнить, что при сборке и посадке ее на картер, не забывайте что на ней есть ограничитель для магдино, и оно должно находится с той стороны с которой ему и положено, потому, что потом двигать ее, означает повреждение прокладки, а это хоть и не значительные, но затраты и время + испорченное настроение.
Strizh—не пиши глупостей, корпус после запрессовки не провернеш(если его до этого раз 10 молотком не забивали), а на счет паза то это не главное, его кроме правильного положения не поставиш никак (а правильное положение определяеться смазочным сверлением на корпусе и в картере, если не совпадает-верхним подшипникам кирдык буить. )
Сашок, иногда замыслы конструкторов понять сложно. Я так и не понял, в чем сермяжная правда конструкции крышки картера. Получается, что нижняя шайба игольчатого подшипника просто лежит под собственным весом и весом иголок, на внутренней обойме 204-ого. И крутится вместе с коленвалом со скоростью до 5000 оборотов как ей заблагорассудится в пределах нескольких десяток свободы по вертикали, полируя обе обоймы и сам вал по посадочному диаметру. Может частично отсюда и звон?
Мне попадался чертеж ветра, где нижняя шайба игольчатого поджата широкой шайбой, которая опирается на внешнюю обойму 204. Тут несколько раз на фотках подобная шайба всплывала. Профилированная. По логике такое решение кажется более разумным, однако почему-то не применяется.
Сборка шатунов
> Не видел ни одной развалившейся втулки.
> Верхние подшипники у Ветерков спроектированы грамотно,
> нормально, служат долго.
> Для бронзовых втулок надо 1:40 масло с бензином мешать.
> А вот нижние, это просто писец какой-то. вредительское
> изобретение.
> Чуть малейший износ или прослабление фиксирующих болтов —
> рассыпается и клинит. Собирать замучаешься,, и практически
> наверняка при сборке получится ступенька.
> Вообще, я думаю, игольчатые подшипники без сепаратора-узел на
> соплях. Подшипник должен быть цельным, законченным узлом, как
> на Нептунах или Вихрях.
> Интересно, как с этим у Волгаря?
По поводу втулки-согласен полностью. Добавлю что и изготовить новую-как высморкаться.
По поводу нижней головки-не совсем согласен. Думаю такая конструкуия вовсе не порочна. На москве аналогичная конструкция-беспроблемна, а на В8 тоже вполне надежна. Проблема только с В12-думаю дело в расчетах нагрузок.
В тоже время, могу привести пример движка одной уважаемой фирмы, которая долго билась с проблемой «умирания» подшипника нижней головки шатуна (неразъемной) с сепаратором. По поводу ступеньки-сомневаюсь-деталь «колотая». Ну а за открутившиеся шатунные болты-сборщика бить по голове (локтайт и обезжиривание деталей-полностью исключают эту проблему).
Владимир Васильевич— побарабану куда пупырышки, главное чтобы с одной стороны а шатун смазочным верхней головки вверх.
Sergey62rus твой алгоритм
-вставить в блок поршня
-снять крышки и заметить на каком и где приливчик, соответственно положить чтобы не перепутать нижний и верхний
-герметик нужен(прокладка переживет повторную разборку и лучше уплотнит неровные привалочные плоскости), смазать тончайшим слоем(можно выразиться как «намочить» но чтобы не стекало, короче очень тонким.
-прокладку на картер(центруется направляющими..)
-соеденить блок с картером(поправить положение шатунов.), качественно затянуть винты от центра по схеме восьмерка в несколько заходов(через сутки повторить, прокладка садится. )
— далее поставить каждую крышку на шатун на свое место и провернуть КВ три четыре оборота полных.
-снять крышку шатуна поршня который в нмт, чуть опустить на 1-1,5мм шатун с поршнем, мазнуть литолом место, куда будешь вставлять иголки.
-с помощью пинцета (если нет пинцета, то у жены скиздить такую погребень, которой они брови выщипывают) укладывать иголки, положив штук 7-10 пошатать чуть шатуном, чтобы зазор между шейкой и шатуном стал равен диаметру иголки.
-при укладывании иголок их считать, работавшие(б/у) ставить так же как и стояли ранее, износом на конусе вниз, видно по концу конуса иголки, когда «вылезет» с другой стороны, мазнуть литолом(удобно палочкой для ушей) и «долепить полный комплект иголок на шейку КВ.
-убедившись в правильности установки крышки поставить ее на место, но не зажимать НИ В КОЕМ СЛУЧАЕ сразу, а только чуть поджать до плотного. Сделать один-два оборота КВ и повторить процедуру со второй цпг.
-после сборки второй сделать 5-7-10 оборотов КВ
-далее выкручиваем один шатунный болт, мажем фиксатором и закручиваем опять до плотного(НЕ ЗАЖИМАТЬ НИ В КОЕМ СЛУЧАЕ. ), потом второй шатунный. А ВОТ ТЕПЕРЬ МОЖНО ЗАЖАТЬ, но не переусердствовать, на моторах после 87-88 года(и до них иногда тоже) попадаются «сырые» шатунные, скрутить на раз.
-повторить со второй ЦПГ
Сборка поршней и колец
ПЕФ- те, что с замком односторонним ставь верхними (но один буй, лучше выбрать по просвету — вставленные в гильзы, это если из кучи выбираеться, верхние поставить без просвета или с наименьшим. ..)
Источник: poisk-ru.ru
Двигатель Ветерок
Моторы «Ветерок» имеют двухцилиндровые двухтактные карбюраторные двигатели с кривошипно — камерной дефлекторной продувкой и впуском смеси при помощи автоматических лепестковых клапанов.

Рабочий цикл двухтактного двигателя состоит из последовательно сменяющих друг друга химико-термодинамических процессов: всасывания, сжатия, рабочего хода и выпуска. Цикл полностью завершается за два хода поршня, т. е. за один оборот коленчатого вала, после чего все процессы повторяются в той же последовательности.
Кривошипно — камерная продувка характеризуется тем, что в тепловом процессе двигателя участвует не только рабочий объем над поршнем в цилиндре, но и подпоршневой объем картера.
Цилиндр двухтактного двигателя с дефлекторной продувкой (рис. 4) имеет две группы окон. Окна 1 служат для выпуска из цилиндра продуктов сгорания, окна 4, сообщающиеся каналом с полостью картера 3, являются продувочными. Они используются для очистки цилиндра от продуктов сгорания и зарядки его свежей горючей смесью.
При ходе поршня от нижней мертвой точки (н. м. т.) к верхней мертвой точке (в. м. т.) объем кривошипной камеры 3 увеличивается, под действием разрежения пластинчатые клапаны 2 открываются и в полость картера засасывается горючая смесь из карбюратора (рис. 4, а). Впуск смеси в кривошипную камеру начинается после того, как поршень перекроет продувочные окна.
При ходе поршня от в. м. т. к н. м. т. клапаны автоматически закрываются и происходит сжатие смеси в кривошипной камере (рис. 4, б). При дальнейшем движении поршня к н. м. т. после открытия выпускных и продувочных окон сжатая в картере смесь по продувочным каналам направляется в цилиндр, вытесняя из него продукты сгорания (рис. 4, г). Происходят продувка цилиндра и наполнение его свежей смесью.
Пройдя н. м. т., поршень начинает двигаться вверх. При этом некоторое время продолжается процесс продувки цилиндра. Как только поршень закроет продувочные и выпускные окна, начинается процесс сжатия горючей смеси в цилиндре (см. рис. 4, а). В конце хода поршня — близ в. м. т. — смесь воспламеняется от запальной свечи.
Далее следует процесс сгорания смеси, а затем рабочий ход, при котором поршень под давлением газов перемещается к н. м. т. (см. рис. 4,6).
При дальнейшем движении поршня вниз с открытием выпускных окон происходит выпуск отработавших газов (рис. 4, в). Давление газов в цилиндре резко падает и становится меньше, чем давление свежей смеси в полости картера. Вследствие этого при последующем открытии продувочных окон выпуск сопровождается продувкой цилиндра свежей смесью (см. рис. 4, г).
Продувка цилиндра продолжается до полного закрытия продувочных окон движущимся к в. м. т. поршнем.
При каждом обороте коленчатого вала все эти процессы повторяются. Процессы в надпоршневом и подпоршневом пространствах совершаются одновременно: если в рабочей камере происходит рабочий ход, то в картере — сжатие, если в картере — впуск, то он отлит из алюминиевого сплава (рис. 6). Сверху четырьмя винтами Мб к картеру крепится крышка из алюминиевого сплава с шариковым (№ 204) и игольчатым подшипниками и сальником.
Наружная цилиндрическая поверхность крышки служит посадочным местом для основания магдино. На этой поверхности проточена канавка с уступом.. В эту канавку входит винт, ограничивающий угол поворота основания магдино.
В нижней части картера установлены два сальника 20 и шарикоподшипник 5 (№ 204). Полости верхней и нижней частей картера разделяются средней опорой 24, в которой выполнены лабиринтные канавки и смонтирован игольчатый подшипник средней шейки коленвала 14.

Обойма средней опоры 23 состоит из двух половин. Средняя опора также состоит из двух половин, соединенных на двух штифтах и стягиваемых между собой двумя винтами (рис. 7). От проворачивания в картере средняя опора фиксируется установочным винтом, входящим в паз А. Игольчатый подшипник верхней опоры коленвала состоит из обоймы и двух шайб (рис. 8).




В верхней и средней опорах коленвала установлены игольчатые ролики 2.5X12.6 (по 28 шт.). С целью удаления из нижней части картера, где расположен шариковый подшипник, богатой маслом топливной смеси, предусмотрена система перекачки конденсата в полость игольчатого подшипника в крышке картера. Это способствует уменьшению замасливания свечи нижнего цилиндра и улучшению смазки игольчатого подшип ника (рис. 9). Конденсат проходит через сверление в картере, пластинчатый клапан, выполненный в литье картера канал 2 и через сверление 3 поступает в кольцевую проточку в крышке картера, а затем через отверстие в обойме к роликам.

К передней части картера четырьмя винтами М6х25 крепится пластмассовая перегородка со стальными пластинчатыми впускными клапанами (рис. 10). Клапаны изготавливаются из пружинной стальной ленты толщиной 0,25 мм (рис. 11).
Материал пластинчатых клапанов помимо высоких упругих свойств должен обладать большим пределом усталости, поскольку каждый клапан в течение гарантийного периода работы мотора изгибается в среднем около 15-10^ раз. Клапан должен плотно закрывать отверстие в перегородке под действием силы упругости и открываться автоматически при возникновении достаточного разрежения в кривошипной камере.
Каждый клапан снабжается ограничителем, не позволяющим ему изгибаться более установленного предела. В средней части перегородки имеется рассекатель, обеспечивающий равномерное распределение смеси по цилиндрам.
Клапанные перегородки и клапаны моторов «Вете-рок-8» и «Ветерок-12» не взаимозаменяемы.
Картер центрируется с блоком цилиндров при помощи двух конических штифтов и крепится к нему шестью винтами М6х25. Обработка блока цилиндров и нижней плоскости картера, которой они крепятся к промежуточному корпусу, производится совместно. Поэтому в продажу картер поступает в сборе с блоком цилиндров и замена этих деталей по отдельности недопустима.
Кривошипно — шатунный механизм. Коленвал двигателя — цельный, стальной, штампованный, изготавливается из хромоникелевой стали 12хНЗА с высокими механическими свойствами.
В верхней части коленвала на шпонке устанавливается маховик. Нижняя шейка коленвала имеет внутренние шлицы для соединения с вертикальным валом. На моторах «Ветерок-8» и «Ветерок-12» с контактным магнето МЛ-10-2с на верхний конец коленвала устанавливают также кулачок зажигания, фиксируемый шпонкой. Присоединительные размеры коленвалов, диаметры коренных шеек, подшипники и сальники, коленвалов для 8- и 12-сильных моделей «Ветерка» одинаковы.
Шатуны двигателя — стальные, двутаврового сечения, изготавливаются горячей штамповкой из стали. 12хНЗА. Нижняя головка шатуна закалена и прошлифована внутри, так как является наружной обоймой нижнего шатунного подшипника.
Нижняя головка шатуна разъемная; при сборке центровка шатуна с крышкой производится по выступам, образованным при изломе нижней головки перед окончательной обработкой. Обе части головки стягиваются двумя шатунными болтами М5. Их резьба при сборке покрывается бакелитом или клеем БФ-2, что препятствует отвинчиванию болтов.

В шатунном подшипнике коленвала использован специальный игольчатый ролик 2,5X 12,6с острыми концами (рис. 12). Этот же ролик применяется и в подшипниках средней и верхней опор коленвала. Ролики изготавливают из шарикоподшипниковой стали, подвергают термической обработке и комплектуют с очень жесткими допусками по диаметру (разбивка роликов по диаметру производится через 3 мкм).
В верхнюю головку шатуна запрессована втулка (рис. 13) из бронзы ОС-10-10. Ее внутренний диаметр окончательно обрабатывается после запрессовки. Для подвода смазки к трущимся поверхностям поршневого пальца и втулки в верхней головке шатуна предусматривается сверление, а на втулке — винтовая канавка.
Блок цилиндров и головка блока. В блок цилиндров из алюминиевого сплава заливаются тонкостенные чугунные гильзы (рис. 14). В каждой гильзе выполнены шесть круглых окон: три продувочных и три выпускных-диаметром 13 мм на моторе «Ветерок-8» и диаметром 16 мм на «Ветерке-12». В верхней части блока цилиндров имеется водяная рубашка, сообщающаяся с полостью для прохода воды в головке блока цилиндров.
Со стороны продувочных окон к блоку крепится вставка с выступами, служащими для направления топливной смеси к продувочным окнам. Со стороны выхлопных окон к блоку крепятся проставка и крышка, между которыми пропускается вода.
К блоку цилиндров на армированной асбестовой прокладке десятью шпильками М6Х28 крепится головка блока, отлитая из алюминиевого сплава. В ней выполнены две камеры сгорания с отверстиями для свечей зажигания и каналы для прохода охлаждающей воды. В отверстия для свечей залиты латунные футорки для увеличения срока службы резьбы.

Поршни, поршневые кольца и поршневые пальцы мотора «Ветерок». Поршни, работающие в условиях больших механических нагрузок и высоких температур, отливаются из специального алюминиевого сплава. Поршень (рис. 15) состоит из головки, воспринимающей давление газов, и юбки, направляющей движение поршня в цилиндре.
Головка поршня снабжена приливом (дефлектором), форма которого наилучшим образом обеспечивает очистку цилиндра от продуктов сгорания. Часть дефлектора, обращенная к продувочным окнам, имеет крутой профиль, способствующий отклонению потока горючей смеси при продувке вверх к головке цилиндров. Поверхности дефлектора, обращенной к выпускным окнам, придан пологий профиль, позволяющий газам беспрепятственно выходить из окна.

| Размер, мм | «Ветерок — 8» | «Ветерок — 12» |
| диаметр 0А | 50 | 60 |
| В | 2,2 | 2,7 |
| С | 8 + 3.5 | 9 + 2.5 |
| D | 1,6-0.0* | 1,58—о.о* |
| Е | 0,07 ±о.» | 0,9_о2 |
| С — размер замка в свободном состоянии. Материал — специальный чугун; твердость HRC = 98/106 | ||
В головке поршня расположены три канавки для уплотняющих поршневых колец, фиксируемых от проворачивания одним стальным стопором в таком положении, чтобы замки колец не совпадали с окнами цилиндра. С целью увеличения опорных поверхностей для поршневого пальца на внутренней стороне поршня предусмотрены приливы, называемые бобышками. Осевому перемещению поршневого пальца препятствуют стопорные пружинные кольца, размещенные в канавках отверстий поршня под палец.
Поршневые кольца служат для уплотнения поршня в цилиндре, они препятствуют прорыву газов из камеры сгорания, а также передают тепло от поршня к стенкам цилиндра, охлаждаемым водой. Поршневые кольца изготавливаются из отливок специального чугуна и имеют прямоугольное сечение (рис. 16). Рабочие и торцевые поверхности кольца шлифуют, замок (разрез) кольца имеет выемку, охватывающую стопор. Зазор в замке поршневого кольца, вставленного в цилиндр, должен быть в пределах 0,15 — 0,45 мм.
Поршневой палец — плавающей конструкции, т. е. он соединяется с бобышками поршня без натяга, вращение пальца при работе двигателя обеспечивает равномерный износ пальца. Поршневой палец для получения необходимой прочности и износоустойчивости изготавливают из низкоуглеродистой легированной стали 15Х с поверхностной цементацией и закалкой на глубину 0,4—0,8 мм. После закалки и шлифования твердость поверхности пальца должна составлять HRC 56 — 65. Для уменьшения веса поршневой палец делают полым (рис. 17).
Детали двигателей «Ветерков», влияющие на обеспечение параметров и срока службы моторов, выполняют с высокой точностью. Разбивку на размерные группы зеркала цилиндров, поршня, поршневого пальца, шатуна, шеек коленвала не производят.
Основные размеры, мм, деталей двигателя моторов «Ветерок»:
| Ветерок-8 | Ветерок-12 | |
| Диаметр цилиндра | 50 +0,03 | 60 +0,03 |
| Размеры шеек коленчатого вала: коренных |
20 +0,017+0,002 | |
| средней | 19,9-0,14 | |
| шатунных | 17,5-0,017-0,029 | 19,9-0,014 |

| Размеры, мм | Ветерок-8 | Ветерок-12 |
| А | 13-0,005 | 15-0,005 |
| В | 8 +0,36 | 9 +0,36 |
| L | 42-0,34 | 52-0,4 |
| Ветерок-8 | Ветерок-12 | |
| Диаметр нижней головки шатуна | 22,5 +0,037+0,018 | 24,94 +0,023 |
| Ролики: диаметр |
2,5-0,01 | |
| Длина | 12,6-0,2-0,4 | |
Источник: vih.su
Схема сборки ветерок 8м (45 фото)

На этой странице размещено множество изображений из раздела ‘Схемы сборки’. Все изображения из подборки схема сборки ветерок 8м можно скачать и просмотреть бесплатно. Также вы можете поделиться содержимым с друзьями в социальных сетях и мессенджерах.

Нижний редуктор лодочного мотора ветерок-8

Редуктор ветерок 8-12
ТТХ лодочного мотора ветерок 8 м
Редуктор мотора ветерок 8

Скачать
Ветерок 12 схема двигателя

Чертеж редуктора лодочного мотора ветерок 12
Схема лодочного мотора ветерок 8 м
Сборка помпы ветерок 8м

Скачать
Каталог лодочного мотора ветерок-8

Блок цилиндров двигателя ветерок 8
Зажигание ПЛМ ветерок 8м
Чертеж ручного стартера ветерок 8
Схема редуктора лодочного мотора Нептун 23
Редуктор мотора ветерок 8
Технические характеристики лодочного мотора ветерок 8
Лодочные моторы ветерок Фишбейн е.и
Дейдвуд лодочного мотора ветерок 8
Сборка лодочного мотора ветерок 8
Редуктор мотора ветерок 8
Мотор ветерок 8 чертёж двигателя
Ветерок 8 Лодочный мотор чертеж
Электропроводка ПЛМ ветерок 8
Ветерок 8 характеристики лодочного мотора
Схема редуктор ветерок 8
Блок цилиндров Нептун 23 схема
Схема мотора ветерок 8м
Коленвал ветерок 8 схема
Топливный насос мотора ветерок 8 схема
Мотор ветерок 8м редуктор схема
Чертеж редуктора мотор ветерок 8
Лодочный мотор ветерок 8м схема передачи
Муфты передачи ветерок 8
Ветерок 12 схема двигателя
Ветерок 8 ТТХ лодочного мотора
Редуктор лодочного мотора Нептун 23
Ветерок 12 характеристики лодочного мотора
Схема лодочного мотора ветерок 8 м
Схема мотора ветерок 8
Блок цилиндров ветерок 12
Помпа мотора ветерок 8
Редуктор лодочного мотора ветерок 8 чертежи
Схема мотора ветерок 8м
Сборка лодочного мотора ветерок 8

Скачать
Схема сборки ветерок 8м (45 фото)
Обнаружили ошибку или мёртвую ссылку?
Выделите проблемный фрагмент мышкой и нажмите CTRL+ENTER.
В появившемся окне опишите проблему и отправьте уведомление Администрации ресурса.
Источник: znachek.pro