Cпасибо. Освежил Память. Так кто что скажет про качество металла этих желтых Дэвольтовских сверел, что c меткой «HSS G» ? Из практики?
Тогда чуток расшифрую информацию. У нас в магазине продаются сверла в упаковках по 10 шт. И те, и другие. С виду одинаковы, только цветом чуть разнятся (писал выше). Ну и надпись, соответствено со своими «Co» и «G».
Про их качество никто и ничего не знает.
Блин,на какой круг уже идём?
Sever-1 , Виктор,ну Вы то должны помнить.
Sever-1 написал :
Ну и надпись, соответствено со своими «Co» и «G».
Про их качество никто и ничего не знает.
Co-отличное качество,быстрое засверливание.Заказываю именно такие,в упаковках по 10 штук.
G-похуже,на твёрдых и вязких материалах могут возникнуть проблемы.
Это если вкратце,не вдаваясь в режимы сверления и материалы.
Вот поэтому:
taels написал :
Можете считать это предложением к администрации.
люди забывают пройденное,а копаться в этой теме(а в ней всё это есть),не имеют,ни желания,ни времени.
Alex_dr ,а Вы,как представитель администрации,что думаете по этому поводу?Можно ли как-то систематизировать накопленную информацию?
Воздержитесь.А сначала подумайте,по каким материалам,и каким инструментом,вы собираетесь ими работать.Свыше 5 мм. включается удар.Для работ по дереву-это не критично,для металла-скорая гибель сверла.
Костя G написал :
Предполагаю что это просто неплохие универсальные свёрла для нечастых работ.
Ключевое слово здесь-нечастых.
Mutru4 написал :
может от того, что давили на него сильней
Сила удара больше, чувствовалось даже по звуку. Хотя мощность у всех одинакова.
Шуюп , если бур-китайский говнилин,он сломается в любом инструменте.
По просьбе одного хорошего форумчанина отписываю своё мнение.
Итак, свёрла:
- Полное г. но: свёрла в ценовой категории до 30-40 рублей за экземпляр, ноунейм, и всякие русские бренды китайского посыла. Туда же наборные свёрла чёрного цвета (как-нибудь выложу фото одного такого).
История из жизни с чёрными свёрлами: попытался таковым рассверлить в листе нержавейки отверстие на 5 сверлом на 6. В результате получил сверло на 5 с перходом на 6 и отверстие на 5 без каких-либо изменений. Набор позиционировался как HSS для трудных работ по металлу. - Свёрла китайского производства с буквой H в кружочке (не знаю чьи). Позиционирую на чистую тройку по нерже и на четвёрку с плюсом по обычной стали. Заточка не позволяет долго нержу пытать, а обычный металл — пожалуйста. Шлифованные, биение минимальное, даже на удлиннённых.
- Свёрла фирмы D.Bor. Уж не знаю точно, где они делаются, но свёрла заслужили твёрдую четвёрку, даже по нержавейке. Заточка как надо (хотя тут лотерея — что будет в магазине — обычная под углеродистую сталь, крестовая под нержу), сверлят без биения, калиброваны не хуже немецких. Feida и рядом не валялись.
- Heller. То ли мне такой экземпляр попался, то ли просто повезло. Купил всего два сверла на 4,2 удлиннённых. ОТЛИЧНО! Чистое отлично. 200 отверстий в накатанной листовой нержавейке с некоторым нарушением режимов и постоянным перегревом — одним сверлом влёгкую. Второе лежит нетленно, в масле. И пусть лежит на особо критичный случай. Там где чистые немцы стирались за 20-30 отверстий — это отстояло в 10 раз дольше, и могло бы проходить ещё больше — подарил токарям на производстве.
- Наборные буры — типа Энкор и прочий китай — бОльшая часть в наборах бьёт так, что промахнуться на полдиаметра можно запросто. ну это китайская болезнь, тут уж ничего не поделаешь.
- Буры длинные, единичные экземпляры. Те же китайские — на длинный ход биение как-то особо не сказывается (может и есть, но не до него при работе с большими длинами). А вот то, что победит с наконечника скалывается, заставляет задуматься, а победитовые ли наконечники.
- Буры немецкого производства в магазинах типа саморезик. Стоят дорого, но себя оправдывают. Не бьют почти, голова чуть другая, победит не облетает. Идут как в масло.
- Купил недавно набор буров Bosch типа «Robust Line»- дорого, полторы тысячи за 5 штук, напайка на голове показалась странной. Решил попробовать. то чем я раньше пользовался — г. но! Проходят кирпич без биения раза в полтора быстрее. Царапин и сколов на бурах не остаётся совсем. Вот оно, «маде ин германи».
Чего не скажешь про свёрла. Есть у меня два набора Боша и два набора Стомера. Так вот, Бошевский металл похуже Стомеровского, но заточка лучше у Боша. Все наборы, как я понял, маде ин китай. Но Стомер в два раза дешевле. Все свёрла шлифованные.
Нержу берут с огромным трудом, а вот обычную сталь на ура и без потерь.
Ещё пару слов о брендах:
ТУЛАМАШ — так и не научились наши делать хорошие свёрла. Вернее разучились. Р6М5 едва ли твёрже той стали, которую пытаются сверлить. Р9М3 — хрен найдёшь, а если и найдёшь — китайские HSS-G в разы лучше и дешевле. Ну и смысл.
Р6М5К5 — жуткая пародия на кобальт. Нитридтитановые вообще не видел, да и лучше наверное не видеть, судя по уже увиденному.
IRWIN — не знаю, кто так пиарит эту фирму, но свёрла у них — кряду откровенно китайским. На пробу — сталь недоуглерожена, недозакалена, свёрла крошатся. Заточка никакая. И что главное — не перетачиваются, в отличие от китаёз. В обшем, дорого и непрактично.
Покупал у дилера, поэтому все дальнейшие рассказы о подделках меня не переубедят.
Кстати, на Энкор зря грешу. Если брать с собой перфоратор в магазин, покупать поштучно и выбирать экземпляры с минимальным биением — вполне можно собрать набор недорогой и качественный. То же могу сказать о D.Bor свёрлах. Нужно идти в магазин и выбирать. По заточке, углу конуса, качеству металла и шлифовке.
Кстати, от подделок отличить просто — у них в маркировке лишний нолик (маркировка диаметра до сотых миллиметра). Это если хочется недорого и сердито.
Если хочется всё хорошо и пофиг на цену — Gёhring (вторая буква U с точками — я не знаток немецкого) вам в помощь. Свёрла и буры заказные, стоят не меньше 500 рублей за штуку. Наборами не продаются. Качество — чистая 5! Когда-то брали для производственных нужд, так там и металл другой, и заточка, и шлифовка, даже канавка сверла совсем другую форму имеет. Чистый немец.
Но безумно дорого.
Кстати, встречный вопрос форумчанам — а чем Вы сверлите нержавейку?
Не всегда прав тот, кто громче всех кричит.
Источник: mastergrad.com
Быстрорежущие стали. Часть 2.
В первой части мы рассмотрели структуру, свойства и принципы легирования и ТО быстрорежущих сталей. В этой части мы рассмотрим их классификацию и поговорим о самых распространенных представителях этого класса сталей.
- Вторичная твердость (что важно)
- Красностойкость – способность сохранять эту твердость при высоком нагреве. Для наших применений это свойство, в общем, неважно, лишь бы сталь получала и сохраняла высокую твердость в процессе ТО.
- Структура. В первую очередь количество и тип карбидов, что вместе с твердостью определяет износостойкость и влияет на технологические свойства, например ковкость и шлифуемость.
Р18 (T1) – пожалуй, старейшая из применяемых ныне быстрорежущих сталей. Благодаря высокому содержанию вольфрама (18%) сталь содержит много эвтектических карбидов, что благоприятно сказывается на ее стойкости при обработке труднообрабатываемых материалов. Сталь довольна стабильна при ТО и в отдельных случаях позволяет выполнять закалку “на глазок” – долгое время практиковалась закалка инструмента “на слезу” – инструмент нагревали в восстановительном пламени и термист мог ориентироваться по первым каплям расплавившегося науглероженного слоя. Из за высокого содержания вольфрама и низкого – ванадия сталь практически не содержит карбида МС и хорошо шлифуется
Из недостатков – сталь имеет достаточно низкие мех. свойства, и достаточно тяжело деформируется и имеет высокие Т закалки (1270-1290С).
Максимальная вторичная твердость в районе HRc 65.5.
Р12 и Р9 – вольфрамовые стали, в которых последовательно было уменьшено количество вольфрама и увеличено – ванадия. По структуре и свойствам близки к Р18, имеют несколько лучшую механику и худшую шлифуемость (особенно Р9).
Максимальная вторичная твердость HRc 66 и 64,5 соответственно. Закалочные температуры ниже, чем у Р18 (1240-1260С).
Р6М5 (M2). Наиболее универсальная и широко применяемая быстрорежущая сталь в мире. Тоже ветеран – была разработана в 30х годах прошлого века. Сейчас является своеобразным эталоном, с которым сравнивают новые стали.
Замена части вольфрама молибденом улучшила мех. свойства, но сделала сталь более требовательной к соблюдению режимов при ТО, за что ее долго не любили на советских заводах. Сталь находит применение для изготовления клинков.
Закалочные температуры – 1210-1220 для режущего инструмента и 1160-1180 для штампов (и клинков). Максимальная вторичная твердость 65 и 62 соответственно.
Существует высокоуглеродистая версия – 10Р6М5, максимальная вторичная твердость HRc 66.
Р6М5Ф3 и Р6М5Ф4 (M4) – высокованадиевые версии Р6М5. Содержат в структуре заметное количество карбида МС, что определяет высокую износостойкость и плохую шлифуемость. По мех. свойствам не уступают Р6М5. Вторичная твердость до HRc 66.5. Сейчас практически заменили Р6М5 для производства клинков.
11Р3(А)М3Ф2-3(Б) (ABC III) – группа сталей пониженной производительности, разработанная в Германии во время второй мировой войны. Обладают мех. свойствами на уровне Р6М5 или несколько лучше, имеют несколько меньшую твердость (HRc 64) и теплостойкость. Из этих сталей часто изготавливают полотна для мех. пил, и таким образом они достаточно популярны у “самоделкиных”. Имеют несколько более низкие по сравнению с Р6М5 закалочные температуры (1150-1200С) и пониженную шлифуемость.
Р6М5К5 – один из самых старых и распространенных кобальтовых быстрорезов. Легирование кобальтом повышает вторичную твердость (до HRc 67) и теплостойкость, но снижает мех. свойства и ухудшает технологические свойства при горячей деформации и ТО.
Р2М8К8 (M42) – достаточно распространенный в США кобальтовый быстрорез, сочетающий высокую вторичную твердость (до HRc 68) со все еще приемлемой механикой. Из за высокого содержания молибдена и кобальта имеет весьма высокую чувствительность к обезуглероживанию при ТО. Идеологически (не по составу) к этой марке близки стали Р9М4К8 и Р9М4К6С.
Стали типа 160-245Р(9-11)М(2-8)Ф(5-6)К(8-16) (S390, Hap72, ASP2080, CPM REX121, Maxamelt и т.д.) — группа “сверхбыстрорежущих” сталей, производимых по порошковой технологии, сочетающих высокую твердость (до HRc72) и износостойкость (из-за высокого содержания карбида МС). Механические свойства достаточно низки. Шлифуемость удовлетворительная (спасибо порошковому переделу).
Стали с интерметаллидным упрочнением и стали с основным карбидом М23С6 мы в этой статье рассматривать не будем.
Под конец я хочу остановится на группе заэвтектоидных быстрорежущих сталей. В составе этих сталей (молибденовых) отсутствуют (или почти отсутствуют) грубые эвтектические карбиды, благодаря чему стали имеют высокую однородность структуры и механические свойства.
Родоначальником семейства стала американская сталь М50, которая активно применяется не только для режущего инструмента, но и для штампов и даже теплостойких подшипников. Из-за низкой вторичной твердости (63-64) и теплостойкости она относится к сталям пониженной производительности.
В СССР и России были разработаны заэвтектоидные стали нормальной и высокой производительности.
11М5, 11М5ФСЮ стали, разработанные для замены Р6М5. Обладают лучшими мех свойствами и хорошей технологичностью (за исключением склонности к обезуглероживанию). Вторичная твердость высока (РКс 65-67)
11М7, 11М7ФСЮ стали высокой твердости (до HRc 68) и теплостойкости. Имеют характеристики высокопроизводительных кобальтовых быстрорезов при механических свойствах лишь немного хуже Р6М5.
17М6Ф5Б – высокованадиевая сталь, имеющая высокую твердость и износостойкость при хорошей механике.
На базе этих сталей нами разработана сталь типа 17М6Ф4Б2НТСЮ, которая должна сочетать высокую твердость (РКС 67+), износостойкость и высокие мех. свойства.
Источник: sarmik.livejournal.com
Характеристика некоторых инструментальных сталей
Долговечность и надежность инструмента зависит от материала и его конструкционной прочности. Повышение эксплуатационных качеств инструмента достигается правильным выбором марки стали.
Материал для инструмента выбирается с обязательным учетом:
1) Условий эксплуатации, а именно:
— характера приложения нагрузки (статическая, динамическая, знакопостоянная, знакопеременная, контактная и т. д.) и ее максимальной величины;
— температурных условий работы;
— наличия агрессивной среды;
2) Механических свойств и в первую очередь сочетания высоких пределов усталости и циклической вязкости, обеспечивающих надежную и длительную работу данного изделия.
3) Технологических и структурных особенностей:
— закаливаемости и прокаливаемости в рабочих сечениях;
— устойчивость аустенита в процессах теплового воздействия и характера превращений;
— склонность к обезуглероживанию, окислению и росту зерна при длительном нагреве;
— обрабатываемости на различных стадиях формообразования.
4) Особенностей конструкции обеспечивающих коробление и противодействие к образованию трещин.
5) Экономические соображения:
— минимального содержания легирующих элементов;
— необходимости селектирования отдельных элементов;
— условий поставки в соответствии с ГОСТами или отраслевыми нормативами.
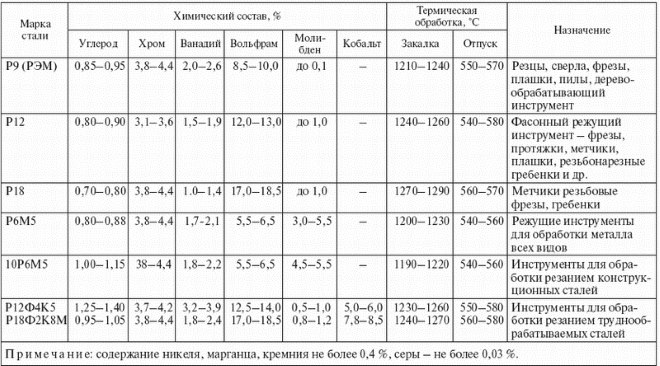
Для изготовления дисковых фрез или металлорежущего инструмента используются инструментальные, легированные, теплостойкие быстрорежущие стали: Р6М5, Р12, Р18, Р8М3, Р12Ф3 и др.). Для сравнения возьмем три марки стали: Р12, Р18 и Р6М5.Химический состав сталей указан в таблице 1.1:
Таблица 1.1 — Химический состав сталей, %.
Марка
стали
В таблице 1.2 приведены механические свойства сталей, в таблице 1.3 — значения теплостойкости:
Таблица 1.2 — Механические свойства сталей.
стали
МПа
Примечание. Закалка на зерно балла 10; трехкратный отпуск при 560 о С. Таблица 1.3 — Теплостойкость сталей
Быстрорежущие стали, в отличие от легированных и углеродистых сталей, имеют высокую теплостойкость, сохраняя мартенситную структуру и твердость более 60 HRC при нагреве до 600-650° С, более высокую прочность и повышенное сопротивление пластической деформации.
Проанализируем химические составы сталей Р6М5, Р18 и Р12.
Основными легирующими элементами быстрорежущих сталей, обеспечивающих высокую красностойкость, являются вольфрам, молибден, ванадий и кобальт. Кроме них все стали легируют хромом. Важным компонентом является углерод.
Содержание углерода в стали должно быть достаточным, чтобы обеспечить образование карбидов легирующих элементов. Так при содержании углерода меньше 0,7 % не получается высокой твердости в закаленном и в отпущенном состоянии. Влияние повышенного содержания углерода в сталях с молибденом более благоприятно, чем в вольфрамовых.
Карбидообразующие элементы образуют в стали специальные карбиды: Me6 С на основе вольфрама и молибдена, MeС на основе ванадия и Me23 С6 на основе хрома. Часть атомов Me составляет железо и другие элементы.
Вольфрам и молибден являются основными легирующими элементами, обеспечивающими красностойкость. Они образуют в стали карбид Me6 С, который при аустенитизации часто переходит в твердый раствор, обеспечивая получение после закалки легированного вольфрамом (молибденом) мартенсита. Вольфрам и молибден затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Me6 С приводит к повышению износостойкости стали. Молибден по влиянию на теплостойкость замещает вольфрам по соотношению Mo : W = 1 : 1,5.
Хром во всех быстрорежущих сталях содержится в количестве около 4%. Он является основой карбида Me23 С6 . При нагреве под закалку этот карбид полностью растворяется в аустените при температурах, значительно более низких, чем температуры растворения карбидов Me6 С и MeС. Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске.
Кобальт применяют для дополнительного легирования быстрорежущей стали с целью повышения ее красностойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида Me6 С. К недостаткам влияния кобальта следует отнести ухудшение прочности и вязкости стали, увеличение обезуглероживания.
Марганец в небольших количествах может переводить серу в более благоприятное соединение.
Сера является вредной примесью, способствующая красноломкости. В ледебуритных сталях отрицательная роль образующихся сульфидов меньше из-за присутствия в структуре значительно большего числа избыточных карбидов, которые могут также ухудшать эти свойства. Кроме того, сульфиды при низких температурах начала затвердевания этих сталей часто служат центрами кристаллизации и присутствуют внутри крупных эвтектических карбидов. Их количество уменьшается на границе зерен. Для уменьшения количества серы (до 0,015 %) используют электрошлаковый переплав.
Фосфор также является вредной примесью. При содержании фосфора более чем 0,02-0,03 % заметно снижается вязкость и прочность, усиливаются искажения в решетке мартенсита.
Сталь имеет немного лучшие режущие свойства при обработке сталей с избыточными карбидами (в частности, шарикоподшипниковых) и в инструментах относительно простой формы; это связано с более высоким сопротивлением пластической деформации из-за большего количества карбидов.
Резкое сокращение производства стали Р18 объясняется как дефицитностью вольфрама и созданием теперь сталей с более высокими свойствами, так и тем, что сталь Р18 имеет следующие недостатки: а) более крупные размеры избыточных карбидов: до 30 мкм, что снижает стойкость инструментов с тонкой рабочей кромкой и небольшого сечения; б) недостаточно высокие прочность и вязкость, сильно зависящие от профиля проката; они удовлетворительные лишь в небольшом сечении; прочность составляет 3000-3300 и 2000-2300 MПa в прутках диаметром 30 и 60-80 мм соответственно; в) пониженная горячая пластичность, особенно в крупном профиле. Это затрудняет также изготовление инструментов горячей пластической деформацией.
Сталь Р12, разработанная позже, заменяет сталь Р18. Основной карбид М6 С; количество карбида МС несколько больше (8 %), чем у стали Р18.
При почти одинаковой карбидной неоднородности (в прокате равного профиля) размеры карбидных частиц и количество карбидов в стали Р12 меньше, чем у стали Р18.
Вследствие этого, а также и более низкого содержания хрома, горячая пластичность стали Р12 на 10-15 % выше, чем у стали Р18. По этой же причине прочность и вязкость стали Р12 в одинаковом профиле на 5-8 % выше, чем стали Р18.
Режущие свойства сталей Р18 и Р12 близки; они несколько выше у стали Р12 в инструментах с тонкой рабочей кромкой и немного ниже, чем у стали Р18 в инструментах простой формы, обрабатывающих более твердые материалы.
Сталь Р6М5 широко применяется для тех же назначений, как и сталь Р12. Теплостойкость этой стали лишь немного ниже, чем сталей Р12 и Р18.
Размеры карбидных частиц меньше, чем в стали Р18. Поэтому прочность стали Р6М5 после одинаковой деформации на 10-15 % больше, а вязкость на 50-60 % выше, чем у стали Р18. Это преимущественно наблюдается и в крупных сечениях.
С повышением температуры до 500-600 °С прочность стали Р6М5 снижается сильнее, а вязкость возрастает больше, чем у сталей Р18 и Р12. Пластичность стали Р6М5 при температурах деформирования выше, чем у стали Р18. Твердость после отжига ниже, что обеспечивает несколько лучшую обрабатываемость резанием. Ее шлифуемость хорошая и не ниже, чем у стали Р18.
При увеличении содержания кремния до 0,8-0,9 % немного улучшаются вязкость и твердость стали[3,8].
Таким образом, проанализировав стали Р18, Р12 и Р6М5, можно сделать вывод, что, например, для дисковой фрезы наиболее целесообразно выбрать сталь Р6М5, учитывая выше перечисленные характеристики, и ее меньшую стоимость.
Источник: дипломный проект
на тему: «Проект участка термической обработки дисковых фрез»
Надточия Тимофея Сергеевича
доц. Протасенко Т.А.
Министерство образования и науки Украины
Национальный политехнический университет
«Харьковский политехнический институт»
Кафедра «Металловедение и термическая обработка металлов»
Источник: www.vladpm.ru
Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.

Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
Характеристики и назначение быстрорежущих сталей
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:

Определение разновидности стали по искре
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.

Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
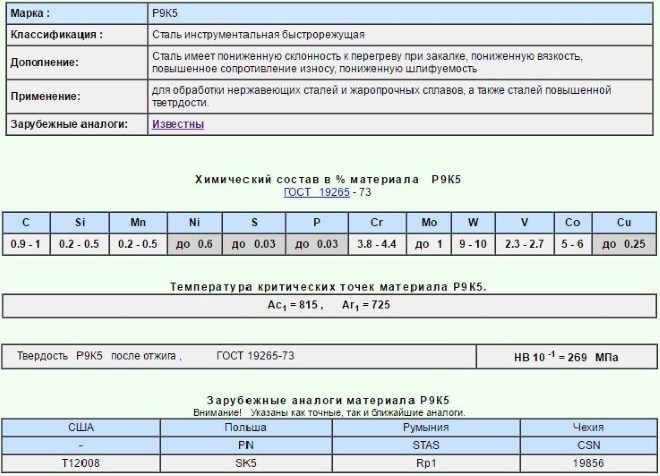
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Источник: met-all.org