У многих рыбаков подготовка к сезону заключается в приобретении необходимых снастей, поездках по специализированным магазинам в поисках нужных костюмов, оборудования. Хотя есть и такие, кто задумывается о покупке лодки или даже о ее собственноручном изготовлении.
Покупка или самостоятельная склейка
Конечно, многие доверяют лишь именитым производителям, у которых установлено отменное оборудование для производства ПВХ-лодок, работают опытные специалисты, и они известны в своей сфере уже не один десяток лет. Правда, другие предпочитают приобретать изделия у частных мастеров, которые собственноручно раскраивают детали, клеят их, проходят и проверяют каждый шов. Такие производители отвечают за качество своих изделий.
Также есть умельцы, которые покупают отрез ПВХ-материала, различные комплектующие, из которых состоит лодка, и собирают готовое изделие. Правда, самостоятельно разобраться с производством этих изделий под силу лишь единицам. Поэтому гораздо лучше изготовление надувных лодок доверить профессионалам, которые знают все нюансы правильного раскроя материала, его проверки и обработки.
АЛЬБАКОР производство алюминевых лодок и катеров в Санкт Петербурге ALBAKORE

Начало производства
Если же у вас есть определенный опыт работы с поливинилхлоридными материалами, вы знаете, как изготавливаются лодки, тогда можно задуматься о своем бизнесе. В первую очередь необходимо выбрать оборудование для производства ПВХ-лодок и специалистов, которые смогут правильно подобрать материал, раскроить детали, соединить их и, конечно, протестировать готовое изделие. Конечно, все процессы лучше по максимуму автоматизировать, оставив человека лишь контролировать процесс.
А вот подбор материала для таких изделий должен осуществляться с особой тщательностью. По установленным государственным стандартам, для обычной гребной надувной лодки можно использовать ПВХ-ткань плотностью 640 г/м 2 . Однако опытные производители предпочитают изготавливать более прочные изделия. Некоторые для баллонов приобретают материал плотностью 850, а для днища – 1100 г/м 2 .

Раскрой и варианты соединения деталей
Приобретая оборудование для производства ПВХ-лодок, обратить внимание стоит на специальные аппараты для работы с выкройками. При помощи лазера раскрой делается с точностью до миллиметра. Это полностью исключает возможные проблемы при сборке готового изделия. Если выкройка была сделана правильно, то соединение деталей не вызовет никаких трудностей. Однако при эксплуатации важна не только правильная форма лодки без явных деформаций, особое внимание должно уделяться качеству швов.
В настоящее время существует два варианта сборки лодок из ПВХ-материалов. Одни производители предпочитают их клеить. При этом такие швы зачастую оказываются более разрывоустойчивыми, чем сам материал. Правда, для надежного соединения необходимо использовать специальный клей, изготовленный на полиуретановой основе.
[СЕКРЕТНОЕ ВИДЕО] ЗАВОД ВОЛЖАНКА ИЗНУТРИ. Производство лодок VOLZHANKA в России. Просто и доступно.
Другие приобретают специальное оборудование для производства ПВХ-лодок, предназначенное для сварки деталей. Это считается более современным методом. Также детали могут соединяться методом вулканизации, при помощи ультразвуковой сварки или обработки горячим воздухом.

Как выполняется раскрой лодок
Перед началом работы выбирается отрез ПВХ-ткани необходимой плотности. При этом ее качество должно быть предварительно проверено. На материале при помощи специальных лекал-шаблонов расчерчивают части бортов и дна будущей лодки.
Разметка может выполняться вручную или специальными трафаретами. Если на производстве есть специальное оборудование, то раскрой может выполняться автоматически. При таком способе одновременно изготавливается до 20 одинаковых деталей. Для этого используются специальный лазер и струя охлаждающей воды, их сочетание обеспечивает получение ровных и четких краев.
После этого обученные люди уже начинают заниматься обработкой деталей — они отмечают места их соединения и границы, до которых идет накладка материала. При правильной подготовке на этапе стыкования никаких проблем не возникнет. Вначале принято соединять детали бортов будущей лодки и лишь после этого накладывать днище.
Сбор деталей
Помимо правильных лекал и качественного раскроя, также важна и технология производства лодок ПВХ. Скрепление по швам при помощи клея можно делать внахлест или встык. В последнем случае соединения усиливаются благодаря специальным лентам. Двухстороннее перекрытие всех стыков позволяет обеспечить максимальную прочность.
Однако производители качественных лодок не останавливаются на этом. После склейки швы подвергаются высокотемпературной обработке. После такого разорвать детали лодки можно только в том случае, если намеренно отрывать слой ПВХ-материала от его основы.
А другие производители предпочитают сваривать детали. Для этого, конечно, необходимо специальное дорогостоящее оборудование – установки тока высокой частоты. При помощи них создаются ровные длинные швы, ведь они обеспечивают равномерный нагрев материала по всей длине мест соединения. При этом температурному воздействию подвергаются только участки стыков, а края материала остаются холодными, и благодаря этому они не деформируются. В итоге на выходе получаются ровные герметичные швы, которые практически не видны.
Сочетание качества и цены

Если придерживаться всех этапов, по которым должно проходить производство лодок, выбирать исключительно качественный материал для работы и приобрести хорошее оборудование, то становится понятно, что цена таких изделий не может быть низкой. Однако если покупатель хочет приобрести лодку не на один год, тогда лучше немного потратиться и купить более качественный товар.
Конечно, на рынке сейчас достаточно легко найти лодки ПВХ китайского производства. Они могут быть в 2-3 раза дешевле аналогичных отечественных изделий. Это и останавливает многих производителей, ведь после подсчета возможной стоимости изделий они понимают, что не смогут конкурировать с китайскими товарами. Хотя стоит помнить, что рыбаки прекрасно понимают, за что они платят, и многие из них предпочтут качественную отечественную лодку, чем дешевый аналог.
Рыбалка всегда остается популярным видом отдыха, не смотря на появление все новых и новых видов развлечений. Проводить время на свежем воздухе, да еще на водоеме, да еще и добывать рыбу можно, используя лодку ПВХ. Кроме того, имея лодку, вы сможете заниматься еще и другими видами активного отдыха.
На протяжении многих лет популярностью, практичностью и надежностью, а в последнее время из-за развития технологий – доступностью отличаются надувные лодки из ПВХ – поливинилхлорида. Такие судна отличаются очень хорошими ходовыми качествами, кроме того они очень удобны в пользовании. Их не даром используют для экстремальных видов спорта. А для обычной рыбалки лодка пвх — это вовсе несравнимый вариант.
В этой статье мы увидим, как можно в довольно простой способ сделать надувную лодку своими руками. Процесс изготовления лодки из пвх своими руками в этом случае хорош тем, что вы можете контролировать каждый шаг производства, и максимально «подогнать ее под себя». Если подойти творчески к решению этого задания, то можно создать идеально плавательное средства именно для Вас.
Напомним, ранее мы уже описывали как склеить , но эта лодка не надувная.
Лодка ПВХ своими руками: лекала, ход работ

Надувная лодка своими руками требует наличие чертежей выкройки для лекала.
1 ) нужно выбрать отрезок полотна ПВХ, плотность – 640–850 г/м кв.;
2 ) на нем выполнить разметку выкроек для бортов и днища;
3 ) вырезать выкройки – желательно с помощью устройств, который разрезают ткань лазером, что обеспечивает миллиметровую точность линии реза;
4 ) выкройки склеить и сварить между собой при помощи клея на полиуретановой основе; сварку делать способом вулканизации, ультразвуковой сваркой или потоком горячего воздуха, используя строительный фен;
5 ) обязательный пункт – испытания лодки.
Очень хорошо, если вы сначала смоделируете будущее плавсредство на компьютере в трехмерном редакторе. Такая программа позволяет анализировать все шаги работы, и не допускать возможных ошибок.
Клеим лодку ПВХ своими руками
1 ) места соединения обезжириваем ацетоном;
2 ) обе поверхности промазываем клеем для ПВХ, включая отвердитель, после чего изделие ужно отложить на 20–30 минут;
3 ) обе поверхности прогреваем строительным феном, и соединяем между собой;
4 ) прокатываем валиком для прокатки покрытий из поливинилхлорида.

Когда корпус будет готов, следует приклеить все нужные детали – например, надувную горловину, крепления для сидений, транец и прочие элементы конструкции нашего водного транспортного средства. Здесь ограничениями выступают только наша фантазия и особенности конструкции. Важно соблюдать симметричность, поскольку переделывать будет дорого. Если делать все постепенно и аккуратно, то получится очень ценная надувная лодка.

Перед началом тестирования судна следует проверить его под нагрузкой. Для этого лодку нужно надуть и походить по ее бортам. После этого плавательное средство не должно ни в каких местах вообще начать пропускать воздух – в таком случае можно считать, что проклейка прошла успешно, и переходить к испытаниям на открытом водоеме. Тем не менее, при выходе первый раз на лодке не стоит отплывать далеко от берега. И дальше – практичные испытания – выдвигаемся непосредственно на рыбалку.
На чертеже выкройки указана простая модель, с которой рекомендуется начинать изготовление лодки своими руками. После приобретения необходимых навыков и опыта можно переходить к созданию более сложных моделей :
Здесь вы можете скачать
Каждому из этих методов присущи свои достоинства и недостатки, поэтому в каждом конкретном случае выбирают наиболее приемлемый.
При механических методах раскроя затраты времени составляют 5 -10 % общего времени изготовления лодки.
В массовом производстве применяют настильный способ раскроя, позволяющий одновременно выкраивать 10 — 20 деталей одной конфигурации. Перспективными при настильном способе являются лазерный раскрой и раскрой водяной струей, при которых вырезка контура деталей может осуществляться по заданной программе. Раскрой материала с помощью лазерного луча обеспечивает скорость резания до 30 м/мин и точность резания ± 0,5 мм. При таком способе раскроя кромки деталей из синтетических тканей оплавляются и имеют четкую грань. При раскрое материал удерживается на месте вакуумом.
В последнее время большие возможности открывает техника резания прорезиненных тканей струей воды. Суть метода заключается в том, что вода сжимается до давления около 400 МПа, а затем выбрасывается тонкой струей через сопло из сапфира диаметром 0,1-0,3 мм. Водяная струя, обладающая весьма высокой скоростью, легко режет материал.
В систему с обыкновенной водопроводной водой иногда добавляют полимерные добавки или абразивные частицы. Скорость резания в зависимости от материала может достигать 60 м/мин. Реактивное усилие в сопле из-за малого расхода воды (0,5 — 4 л/мин) незначительно, поэтому при таком методе могут использоваться промышленные роботы.
На раскроенных полотнищах отмечают места склейки между собой и места наклейки деталей. Для удаления из зон склейки избытка опудривающего материала и создания шероховатой поверхности с целью увеличения прочности склейки применяют шерохование, т. е. удаление очень тонкого слоя резиновой обкладки. Детали с прямолинейными участками шерохуют на шероховальных станках, а детали сложной конфигурции — ручными шероховальными элементами. Длительность шерохования в общем процессе изготовления лодок составляет от 5 до 15%.
Однако процесс шерохования является трудоемким, а у тонких оболочек тканей может привести к потере прочности текстиля и нарушению герметизации. В последние годы особенно интенсивно проводят работы по исключению этого процесса путем подбора новых опудровочных материалов, легко смывающихся растворителями, и применения более сильных клеящих составов. Шероховатая поверхность, по крайней мере с одной стороны ткани, может быть образована ровно расположенными вмятинами в виде пересекающихся линий, которые формируют одновременно с вулканизацией ткани. Интересным представляется решение, когда в состав клея вводится абразивный материал, который при прикатке соединяемых деталей проникает в склеиваемые поверхности наподобие «заклепок».
Успех склейки решают хорошая подготовка поверхности и ровное, без морщин и пузырей соединение склеиваемых поверхностей. Перед склейкой отмечают границу наложения материала. Склеиваемые поверхности соединяют начиная от одного края шва к другому или от середины к краям так, чтобы не было морщин и пузырей. Шов разглаживают руками или прикатывают роликом.
На длинных швах во избежание неравномерного растяжения тканей заранее наносят метки на обе склеиваемые поверхности через 30 — 50 см. Швы длиной в несколько метров склеивают частями по 1 -1,5 м. Можно прокладывать между склеиваемыми поверхностями лавсановую или фторопластовую пленку или отрезки оргстекла, удаляемые по мере соединения деталей.
Чаще всего соединение полотнищ осуществляют с помощью одноразовой или многократной промазки склеиваемых участков клеем в основном холодного отверждения. При изготовлении большегруз ных крупногабаритных лодок применяют клеи горячего отверждения с последующей подпрессовкой и вулканизацией шва в вулканизационном прессе. Намазывают клей вручную или с помощью механического клеепромазочного устройства. Перед промазкой клеем производят освежение поверхностей под склейку органическим растворителем (бензином, этилацетатом, их смесью и т. п.)- После освежения растворителем и после каждой намазки поверхности просушивают.
Сборку оболочки самодельной надувной лодки начинают с бортов и выполняют в строгой последовательности. Отдельные детали в установленном порядке соединяют различными швами (в основном нахлесточными) по промазанным кромкам, к которым с обеих сторон для исключения эффекта фильтрации воздуха вдоль волокон ткани приклеивают предварительно намазанные клеем ленты шириной 25 — 40 мм из прорезиненной ткани (рис. 4.1) , чаще более тонкой, чем ткань борта. При применении клеев горячего отверждения применяют заделку швов лентами из невулканизированных резин или прорезиненных тканей.
Технология производства лодок ПВХ относительно стабильна в течении уже нескольких десятилетий и при этом претерпевает некоторые изменения и модернизацию. Изменения в производстве происходят как в используемых материалах – структуре самого ПВХ (поливинилхлорида) , так и в технологии работы с ним. становятся прочнее и устойчивее к внешним воздействиям.
Материалы для изготовления надувных лодок ПВХ
Еще не так давно при производстве применялась прорезиненная ткань, однако постепенно этот материал уступил тканям с ПВХ покрытием.
Материал ПВХ , используемый в производстве – это ткань с ПВХ покрытием . ПВХ может быть как однослойным, так и многослойным, что влияет на его прочность и растяжение. Отечественным стандартом материал ПВХ ограничен лишь по устойчивости к температуре – от 5 до 60 градусов и устойчивости к морской воде, загрязненной нефтепродуктами. Европейские стандарты более подробны и регламентируют прочность ткани ПВХ на разрыв и устойчивость к истиранию.
Основой для материала ПВХ служит плетеная нить. Плетение тканой основы различается по количеству нитей в пучке (обычно 1 или 2) и плотность между соседними параллельными нитями. Количество нитей в плетении указывается в наименовании материала ПВХ (1/1 – пересекаются между собой по одной нити, 2/2 – пересекаются пары нитей, 1/2 — пересекаются одна нить с парой нитей).
Следующий важный параметр тканей для производства – это плотность готового материала. Обычно он выражается в граммах на квадратный метр. Некоторые производители тканей ПВХ указывают этот параметр в названии материала.
Также ткани ПВХ характеризуются усилием на разрыв и степенью адгезии. Усилие, прилагаемое для разрыва ткани ПВХ , может состоять из двух цифр, показывающих необходимую силу при разрыве ткани вдоль плетения и поперек его. Степень адгезии также показывает необходимое усилие, требуемое для отрыва ПВХ от основы.
Подавляющее большинство производителей лодок ПВХ используют импортные материалы для постройки своих судов. Среди самых известных брендов ПВХ материалов: Vinyplan, Scanplan, Heytex, Valmex, Plastel, Mirasol, Unisol. Существуют и другие марки этих материалов, однако практически все они имеют одинаковые характеристики.
Выбирая ПВХ лодку, покупатель хочет получить надежность, однако следует иметь в виду, что современные ПВХ материалы тем тяжелей, чем прочнее. Поэтому производители определили компромисс в этом вопросе и многие используют ПВХ ткань , соответствующую требованиям стандартов.
Другим типом материала для производства надувных лодок является хайполон . Лодки из этого материла дороже (в силу большей стоимости самого материала и усложнения работы с хайполоном). В тоже время, хайполон прочнее ПВХ и практически не пропускает воздух. К тому же лодки из хайполона служат дольше. Обычно, выбор в пользу лодки из хайполона делают те, кому необходима избыточная надежность , возможность постоянного хранения на открытом воздухе и постоянная готовность лодки к эксплуатации. Для обычных нечастых туристических и рыболовных целей в средней полосе России вполне достостаточна .
Для производства надувных лодок ПВХ применяется финская пятислойная армированная ПВХ ткань концерна Scantarp и ПВХ ткань Mirasol (Южная Корея) от 700 г/м2 — 1100 г/м2, зарекомендовавшая свое качество на рынке изделий из поливинилхлорида. При изготовлении надувных ПВХ лодок используются современные технологии, которые позволяют не просто прочно соединять детали ПВХ изделий , а также обеспечивают гибкость и эластичность шва в местах повышенной нагрузки, что дает высокий уровень надежности и безопасности на воде. Принимая во внимание замечания и предпочтения покупателей, разработчики и технологи проектов, представили широкий модельный ряд лодок ПВХ с разными техническими характеристиками и видами комплектации.
В зависимости от особенностей конструкции, надувные лодки ПВХ бывают нескольких видов:
Гребные лодки ПВХ без транца — предназначены для передвижения по небольшим озерам и рекам. Данный вид лодок обладает многими преимуществами. Они малогабаритны и легки, рассчитаны на одно или два места, комплектуются одним байдарочным веслом или двумя обычными веслами в зависимости от модели. Имеют простое решение — двухсекционный баллон, сиденья — надувная подушка или лавка. Это хороший вариант для рыбака или охотника, туриста и путешественника, а также семейного отдыха на водоемах Вашего региона.
Транцевые лодки ПВХ без киля относятся к категории плоскодонных, разработаны для использования с электромотором или бензомотором не большой мощности до пяти л.с. В отличие от первого вида лодок , этот модельный ряд имеет жесткий транец для крепления лодочного мотора. Лодки не комплектуются жестким и надувным полом , также нет киля . По желанию покупателя лодки данной категории можно оборудовать соответственно своим целям и желаниям под заказ. Транцевые лодки ПВХ удобны для передвижения по водоемам, рыбалка троллингом, путешествия по реке, семейный активный отдых.
Транцевые лодки ПВХ с килем благодаря своим высоким техническим характеристикам на протяжении многих лет прочно удерживают лидирующие позиции на рынке рыболовных принадлежностей. Данный вид лодок разработан под моторы мощностью от пяти и более лошадиных сил для передвижения по малым и большим водоемам в прибрежной зоне акватории. Весь модельный ряд транцевых ПВХ лодок с килем комплектуется жестким полом (пайол) , стрингерами в зависимости от модели, килем коротким или удлиненным. При выборе лодки из категории данного модельного ряда перед покупкой, определитесь под какую мощность мотора вам требуется транцевая килевая лодка ПВХ .
Компания «Vyat Boat» принимает заказы на персональную комплектацию, осуществляет установку дополнительного оборудования и опций с приклейкой разнообразных приспособлений на весь модельный ряд лодок ПВХ предоставленного в каталоге на сайте.
Источник: stavklass.ru
Идея № 288: что нужно для производства ПВХ лодок и какая рентабельность у этого бизнеса?




Ассортимент лодок ПВХ с НДНД в последнее время существенно расширился, и значительную долю в сегменте маломерных судов занимают отечественные производители. Изделия российских компаний способны конкурировать с зарубежными аналогами, и не уступают им по качеству, и имеют очень привлекательную цену для любителей активного отдыха на воде. Крупные компании-производители активно завоевывают зарубежные рынки и предлагают собственные уникальные разработки.
Основная деятельность компании, основанной в 1993 году, связана с разработкой и изготовлением надувных лодок из ПВХ. Маломерные суда, выпускаемые под брендом «Мастер лодок», изготавливаются из высококачественных материалов и комплектующих. Модели «Таймень» и «Ривьера» получили признание у рыбаков и охотников благодаря отличным техническим характеристикам. Они имеют большую грузоподъемность, отлично маневрируют на воде, имеют увеличенный диаметр баллона и отличаются высоким уровнем надежности.

Клеим лодку ПВХ своими руками
1
) места соединения обезжириваем ацетоном;
2
) обе поверхности промазываем клеем для ПВХ, включая отвердитель, после чего изделие ужно отложить на 20–30 минут;
3
) обе поверхности прогреваем строительным феном, и соединяем между собой;
4
) прокатываем валиком для прокатки покрытий из поливинилхлорида. Когда корпус будет готов, следует приклеить все нужные детали – например, надувную горловину, крепления для сидений, транец и прочие элементы конструкции нашего водного транспортного средства. Здесь ограничениями выступают только наша фантазия и особенности конструкции.
Важно соблюдать симметричность, поскольку переделывать будет дорого. Если делать все постепенно и аккуратно, то получится очень ценная надувная лодка. Перед началом тестирования судна следует проверить его под нагрузкой. Для этого лодку нужно надуть и походить по ее бортам.
После этого плавательное средство не должно ни в каких местах вообще начать пропускать воздух – в таком случае можно считать, что проклейка прошла успешно, и переходить к испытаниям на открытом водоеме. Тем не менее, при выходе первый раз на лодке не стоит отплывать далеко от берега. И дальше – практичные испытания – выдвигаемся непосредственно на рыбалку.
На чертеже выкройки указана простая модель, с которой рекомендуется начинать изготовление лодки своими руками. После приобретения необходимых навыков и опыта можно переходить к созданию более сложных моделей
Здесь вы можете скачать
Каждому из этих методов присущи свои достоинства и недостатки, поэтому в каждом конкретном случае выбирают наиболее приемлемый.
При механических методах раскроя затраты времени составляют 5 -10 % общего времени изготовления лодки.
В массовом производстве применяют настильный способ раскроя, позволяющий одновременно выкраивать 10 — 20 деталей одной конфигурации. Перспективными при настильном способе являются лазерный раскрой и раскрой водяной струей, при которых вырезка контура деталей может осуществляться по заданной программе. Раскрой материала с помощью лазерного луча обеспечивает скорость резания до 30 м/мин и точность резания ± 0,5 мм. При таком способе раскроя кромки деталей из синтетических тканей оплавляются и имеют четкую грань. При раскрое материал удерживается на месте вакуумом.
В последнее время большие возможности открывает техника резания прорезиненных тканей струей воды. Суть метода заключается в том, что вода сжимается до давления около 400 МПа, а затем выбрасывается тонкой струей через сопло из сапфира диаметром 0,1-0,3 мм. Водяная струя, обладающая весьма высокой скоростью, легко режет материал.
В систему с обыкновенной водопроводной водой иногда добавляют полимерные добавки или абразивные частицы. Скорость резания в зависимости от материала может достигать 60 м/мин. Реактивное усилие в сопле из-за малого расхода воды (0,5 — 4 л/мин) незначительно, поэтому при таком методе могут использоваться промышленные роботы.
На раскроенных полотнищах отмечают места склейки между собой и места наклейки деталей. Для удаления из зон склейки избытка опудривающего материала и создания шероховатой поверхности с целью увеличения прочности склейки применяют шерохование, т. е. удаление очень тонкого слоя резиновой обкладки. Детали с прямолинейными участками шерохуют на шероховальных станках, а детали сложной конфигурции — ручными шероховальными элементами. Длительность шерохования в общем процессе изготовления лодок составляет от 5 до 15%.
Однако процесс шерохования является трудоемким, а у тонких оболочек тканей может привести к потере прочности текстиля и нарушению герметизации. В последние годы особенно интенсивно проводят работы по исключению этого процесса путем подбора новых опудровочных материалов, легко смывающихся растворителями, и применения более сильных клеящих составов. Шероховатая поверхность, по крайней мере с одной стороны ткани, может быть образована ровно расположенными вмятинами в виде пересекающихся линий, которые формируют одновременно с вулканизацией ткани. Интересным представляется решение, когда в состав клея вводится абразивный материал, который при прикатке соединяемых деталей проникает в склеиваемые поверхности наподобие «заклепок».
Успех склейки решают хорошая подготовка поверхности и ровное, без морщин и пузырей соединение склеиваемых поверхностей. Перед склейкой отмечают границу наложения материала. Склеиваемые поверхности соединяют начиная от одного края шва к другому или от середины к краям так, чтобы не было морщин и пузырей. Шов разглаживают руками или прикатывают роликом.
На длинных швах во избежание неравномерного растяжения тканей заранее наносят метки на обе склеиваемые поверхности через 30 — 50 см. Швы длиной в несколько метров склеивают частями по 1 -1,5 м. Можно прокладывать между склеиваемыми поверхностями лавсановую или фторопластовую пленку или отрезки оргстекла, удаляемые по мере соединения деталей.
Чаще всего соединение полотнищ осуществляют с помощью одноразовой или многократной промазки склеиваемых участков клеем в основном холодного отверждения. При изготовлении большегруз ных крупногабаритных лодок применяют клеи горячего отверждения с последующей подпрессовкой и вулканизацией шва в вулканизационном прессе. Намазывают клей вручную или с помощью механического клеепромазочного устройства. Перед промазкой клеем производят освежение поверхностей под склейку органическим растворителем (бензином, этилацетатом, их смесью и т. п.)- После освежения растворителем и после каждой намазки поверхности просушивают.
Сборку оболочки самодельной надувной лодки начинают с бортов и выполняют в строгой последовательности. Отдельные детали в установленном порядке соединяют различными швами (в основном нахлесточными) по промазанным кромкам, к которым с обеих сторон для исключения эффекта фильтрации воздуха вдоль волокон ткани приклеивают предварительно намазанные клеем ленты шириной 25 — 40 мм из прорезиненной ткани (рис. 4.1)
, чаще более тонкой, чем ткань борта. При применении клеев горячего отверждения применяют заделку швов лентами из невулканизированных резин или прорезиненных тканей.
Уже давно стало популярным производство ПВХ-лодок как бизнес. Рентабельность такого проекта в определенные сезоны достигает хороших показателей, а отзывы владельцев цеха и самих клиентов говорят о постоянной востребованности продукции.
Стоит ли открывать подобное производство и что для этого нужно? Многие вопросы поначалу пугают предпринимателей, особенно новичков. Но со всеми нюансами можно разобраться постепенно. Тем более что этот процесс неспешный. Главное, выдерживать качество выпускаемых изделий на достойном уровне.
Это один из ведущих производителей надувных лодок различного типа. Производственная база предприятия расположена в г.Уфа, Республика Башкортостан. Изделия этого бренда привлекают потребителей простотой конструкции, небольшой массой и демократичной ценой. Лодки производства «АкваМастер» имеют три линейки «Аква», «Аква-Мастер» и «Аква-Оптима».

ООО «ПАРУС»
Эта компания — разработчик и производитель надувных лодок. Ее производственные мощности находятся в г.Уфа. Плавсредства этого бренда прославились своей надежностью, простотой конструкции и удобством эксплуатации и хранения, и пользуются популярностью у людей, предпочитающих активный отдых на воде. Для изготовления лодок используются высокопрочные армированные ПВХ ткани зарубежных производителей. Предприятие известно не только в России, но и за ее пределами.








Украинские заводы
Adventure Boats — известная Киевская компания по производству надувных резиновых лодок. Её продукция имеет прекрасные отзывы украинских рыбаков.
Производству почти двадцать лет. Начиналось всё с маленькой мастерской и примитивного кустарного производства. Энтузиазм владельцев смог продвинуть бренд и сделать в наши дни самый популярный товар среди рыбаков.
Завод работает и соблюдает все мировые стандарты качества, надёжности и дизайна. Используется качественные аксессуары, комплектующие. Применяемый материал надлежащего уровня. В качестве основного материала компания использует полимеры, а они обеспечивают высокую герметичность продукции.
Технологи разработали собственную технологию сварки горячим воздухом, точечным ультразвуком. Это повысило прочность изделия в 2 — 3 раза, чем у аналогов конкурентов.
Завод работает на дорогом оборудовании и имеет компетентный штат мастеров. Главная ценность этого производителя — безопасность пользователя! При этом ценовой ряд лодок начинается примерно от 186 долларов и выше. Продукция доступна даже малообеспеченным гражданам. Наиболее ходовые модели — Adventure — Scout S-250 и Adventure T-270.
Немного дороже стоят лодки «BARK». Они тоже производятся в Украине. Их приобретают самые требовательные к качеству покупатели.
Фирма выпускает несколько модификаций. При их производстве используются высокопрочные синтетические материалы. Благодаря новейшей технологии производства они отличаются прекрасными ходовыми качествами, надёжностью и универсальностью.
Надувные лодки «BARK» производятся вручную, а ручная работа всегда ценится и отличается качеством. Особое их качество — лёгкий вес и компактность в сдутом состоянии.
Сертификат качества этой марки удовлетворяет Российское и Белорусское законодательство. Производство находится в Днепропетровске. Популярные модели «BARK» — В-240С и В-260N.
Ещё одна Днепропетровская . Производит лодки STORM, RIB AMIGO, MAGELLAN и экспортирует их в 16 стран, включая страны Евросоюза. Основной материал — немецкие и корейские ПВХ ткани.
Под одноименным брендом эта производственное предприятие выпускает различные модели надувных лодок. Компания завоевала хорошую репутацию на рынке маломерных судов, и отличается стабильностью и постоянным расширением ассортимента. Надувные лодки «Муссон» — это высокотехнологичные изделия, которые производятся на современном оборудовании. Снижение производственных издержек позволяет устанавливать дружелюбные цены. Для производства используется ткань ПВХ, обладающая уникальными характеристиками, что дает возможность эксплуатации плавсредств в условиях пониженных температур.

Этот производитель из г.Уфы специализируется на выпуске надувных лодок под одноименным названием. Для их изготовления используется высококачественная ткань ПВХ, обладающего повышенной прочностью. Надувные лодки «Альфа» — самые легкие среди представителей своего класса. В них предусмотрены уключины для установки поворотных весел и ручки для переноски. Плавсредство упаковывается в один чехол, что существенно упрощает его хранение и переноску.

Эта молодая компания из г.Уфы хорошо зарекомендовала себя в области производства надувных лодок ПВХ. Для их изготовления используется специальная армированная ткань ПВХ зарубежных производителей. Она обладает уникальными эксплуатационными характеристиками, что расширяет возможности применения лодок. ]«УфаБриз»[/anchor] изготавливает легкие плавсредства, которые отличаются простотой сборки и удобством транспортировки и хранения. Оптимизация производственных процессов позволяет предприятию устанавливать доступные цены на свою продукцию.

Лодка ПВХ своими руками: лекала, ход работ
Надувная лодка своими руками требует наличие чертежей выкройки для лекала.
1
) нужно выбрать отрезок полотна ПВХ, плотность – 640–850 г/м кв.;
2
) на нем выполнить разметку выкроек для бортов и днища;
3
) вырезать выкройки – желательно с помощью устройств, который разрезают ткань лазером, что обеспечивает миллиметровую точность линии реза;
4
) выкройки склеить и сварить между собой при помощи клея на полиуретановой основе; сварку делать способом вулканизации, ультразвуковой сваркой или потоком горячего воздуха, используя строительный фен;
5
) обязательный пункт – испытания лодки. Очень хорошо, если вы сначала смоделируете будущее плавсредство на компьютере в трехмерном редакторе. Такая программа позволяет анализировать все шаги работы, и не допускать возможных ошибок.
Источник: skinali54.ru
Изготовление алюминиевых лодок под заказ
Изготовление алюминиевых лодок под заказ по индивидуальному или типовому проекту, изначально ориентировано на предпочтения будущих владельцев рыбаков.
Трудности выбора
Какая модель маломерного судна подходит конкретному заказчику, зависит от целого ряда факторов:
Назначения будущей лодки
Модель, габариты и оснащение судна зависят от ее предназначения: будет ли владелец использовать ее для рыбалки, романтических прогулок или активного отдыха. Это обозначит перечень необходимых элементов тюнинга: эргономичных сидений, держателей для спиннинга или дополнительной защиты.
Квалифицированные специалисты подскажут, какой тип лодок наиболее отвечает вашим запросам.
Пример «Fish5boat GT50» по индивидивидуальному исполнению от мастеров GTS
Наши работы под ключ

Лодка Южанка (после Прокачки)

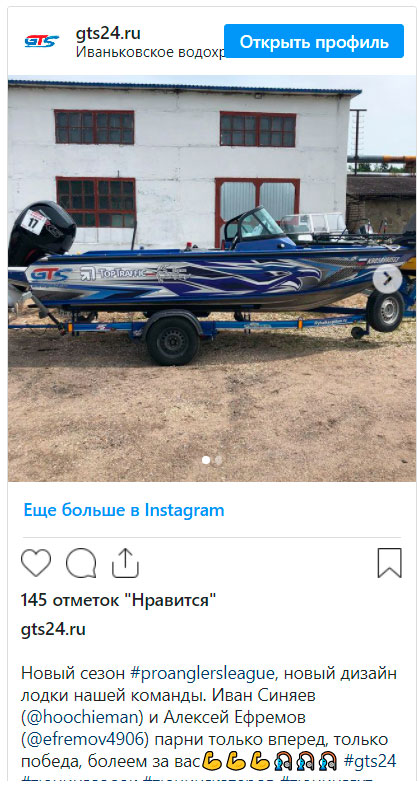
Лодка AlumaCraft Trophy175

Лодка Fish5boat GT50 индивид.исполнение

Лодка NorthSilver 585

Лодка Quintrex 390

Лодка Silver Hawk 540

Лодка Terhi

Лодка WR47

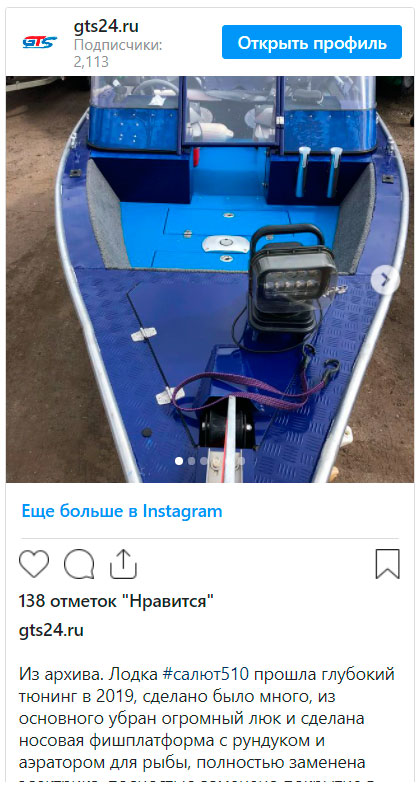
Лодка Салют 510
Фото- и видео- отчеты в Инстаграм

Изготовление под заказ
- Пример Fish5boat GT50
- (работы были выполнены под заказ)


Условий использования
Судна из алюминия довольно чувствительны к воздействию соленой морской воды. По этой причине рекомендуется выбрать наиболее приемлемый для себя вариант:
- эксплуатация только в пресноводных водоемах;
- рыбалка поблизости от береговой линии;
- тщательная мойка и сушка бортов пресной водой (что подразумевает обязательный подъем из воды);
- нанесение надежного финишного покрытия.
Стоимости работ
Серьезные компании предлагают изготовление водного транспорта (алюминиевых катеров и лодок) по типовым чертежам, либо начать сотрудничество с разработки индивидуального проекта под заказ клиента. Если у вас нет особых требований к водному транспорту, проще и быстрее заказать его по готовым расчетам. Однако если пожелания заказчика не укладываются в рамки предложенных вариантов, лучше выбрать лодку по проекту, который будет разработан персонально для будущего владельца.
Необходимо заранее обговорить с изготовителем следующие нюансы:
- будет ли судно моторным или весельным;
- какова оптимальная конфигурация днища;
- требуется ли отсек для размещения улова;
- какие конструктивные элементы потребуются опционально.
Новый проект «Лодка на прокачку» от GTS
- Было

- Стало
Интерактивная модель стоимости общих работ
Вспомогательная швартовочная утка
Установка вспомогательной швартовочной утки (накладная/врезная) — 1000/2000 руб.
Носовая часть катера
1. Установка электрического мотора на носовую часть катера — 12000 руб.
2. Установка врезной якорной лебедки на носовую часть катера (включая уст. роульса, якоря с фалом/цепью, джойстика Д.У.) — 16000 руб.
3. Установка накладной якорной лебедки на носовую часть катера (включая уст. роульса, якоря, джойстика Д.У.) — 15000 руб.
4. Дополнительное усиление носовой площадки/планшира- 5000 руб.
5. Установка радиоуправляемого фароискателя- 7000 руб.
Установка кормовой лесенки для подъёма из воды- 5000 руб.
Модуль подзарядки / система отопления
1. Установка модуля подзарядки вспомогательных аккумуляторных батарей от береговой линии 12/24V — 220V — 8000 руб.
2. Установка дизельной/бензиновой системы отопления — ‘Webasto’ — 30000 руб.
1. Замена рулевого редуктора на редуктор с регулировкой руля по высоте — 5000 руб.
2. Замена тросового управления основного мотора на гидравлическую систему — 18000 руб.
1. Установка эхолота-картплоттера (1-н транцевый датчик с применением фторопластовой пластины) — 9000 руб.
2. Установка эхолота-картплоттера с функцией структур-сканера (2-а транцевых датчика с применением фторопластовых пластин) — 16000 руб.
3. Установка модуля эхолота или структур-сканера с подключением к навигатору — 3000 руб.
Установка врезной машинки газ/реверс- 5000 руб.
Установка мотора стеклоочистителя ветрового стекла — 7000 руб.
1. Замена/установка аналогового измерительного прибора — 2500 руб.
2. Замена/Установка электронного измерительного прибора- 2500 руб.
3. Установка стереосистемы с 2-мя аудиодинамиками — 8000 руб.
4. Установка стереоосистемы с 4-мя врезными аудиодинамиками — 10000 руб.
5. Установка усилителя стереосистемы — 6000 руб.
6. Установка врезной/накладной розетки автомобильного типа 12V — 15000 руб.
7. Установка дополнительного выключателя на консоль капитана/пассажира — 5000 руб.
Крепления для кресла/стола
Установка крепления на палубу для мобильного кресла/стола- 4000 руб.
Держатель для удилища
1. Установка накладного держателя для удилища (планшир катера) — 2000 руб.
2. Установка врезного держателя для удилища (планшир катера) — 2500 руб.
1. Установка фильтра/сепаратора для 1-го мотора — 3500 руб.
2. Установка системы очистки палубы катера забортной водой под давлением — 16000 руб.
3. Установка выключателя массы- 3500 руб.
1. Установка дополнительного выносного транца для вспомогательного мотора — 5500 руб.
2. Установка электрического мотора на транец катера с эл. подготовкой — 5000 руб.
1. Установка мотора (в стоимость установки мотора входит: установка машинки газ/реверс, подключение к рулевой системе, подключение к приборам катера, заправка маслом, тестирование мотора, подключение к общему топливному баку, стационарное крепление):
— мощностью до 90л.с — 15000 руб.
— мощностью от 90л.с до 175л.с. — 20000 руб.
— мощностью от 175л.с до 250л.с. — 24000 руб.
2. Демонтаж подвесного мотора — 10000 руб.
3. Установка транцевого лифта для подвесного мотора — 16000 руб.
4. Установка гидравлического усилителя SeaStar Power Assist — 12000 руб.
Изготовление и нанесение стандартных номерных знаков на борт катера — 4000 руб.
Окрас лодки — от 50000 руб.
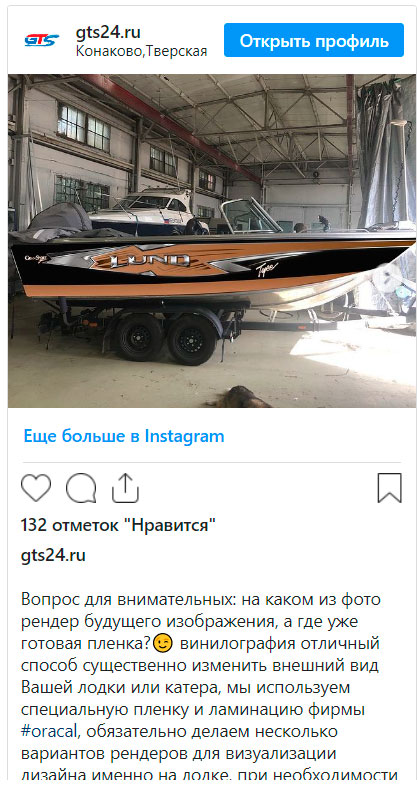
Нанесение графического изображения на борт катера (на клеящейся основе) — от 5000 руб.
Источник: gts24.ru