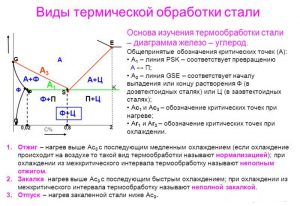
Для закалки доэвтектоидную сталь нагревают на 20-30° выше Ас3, а эвтектоидную и заэвтектоидную на 20-30° выше Ас1 и после выдержки быстро охлаждают. Охлаждение ведут в воде, масле или на воздухе, в зависимости от состава стали. После закалки сталь становится очень твёрдой и хрупкой. Структура закалённой стали состоит из мартенсита и остаточного аустенита. Заэвтектоидную сталь не следует нагревать для закалки выше Аст, так как такая температура приведёт к перегреву и снизит качество изделия.
При нагреве в печах поверхностный слой изделия покрывается окалиной и обезуглероживается. Этот брак увеличивается с повышением температуры и увеличением продолжительности выдержки в печи.
Для деталей, не подвергающихся шлифованию или имеющих малый припуск для последующей обработки, этот брак неисправим. Мерами предохранения изделия от окалины и обезуглероживания являются: введение в печь специального газа, избегать также закалки в проточной воде и частой смены воды в баке.
В практике заводов, при закалке инструментов из углеродистой стали весьма сложной конфигурации, в качестве закалочной среды успешно применяют 50-процентный раствор каустической соды. Закалочная ванна с таким раствором должна быть оборудована вытяжной вентиляцией, так как пары раствора, образующиеся во время закалки, вредны для организма.
Для закалки легированной стали в основном применяют минеральные масла. Инструмент из углеродистой стали диаметром до 6-7 мм также охлаждают в масле. Как видно из табл. 6, скорость охлаждения в масле в интервале мартен-ситного превращения сравнительно небольшая (20-50° в минуту), что значительно уменьшает склонность к образованию трещин и деформаций.
Большим достоинством охлаждения в масле является то, что масло охлаждает с одинаковой скоростью как при температуре 20°, так и при температуре 100-150°. Следует остерегаться попадания воды в масляную ванну, так как наличие воды может вызвать растрескивание инструмента. Закалка в масле, имеющем температуру свыше 100°, гарантирует от появления трещин по этой причине. Недостатком масла как закалочной среды является: выделение при закалке газов, вредных для здоровья, образование налёта на инструменте, способность масла воспламеняться, ухудшение со временем закаливаемой способности масла и др.
В табл. 7 приведены данные о. применяемых маслах для закалки и отпуска стали.

Хорошей средой для охлаждения малолегированной стали и высокоуглеродистой стали небольших сечений является керосин, обладающий большей скоростью охлаждения, чем масло. Однако недостатком керосина является его горючесть. Поэтому необходимо следить, чтобы керосин не нагревался выше 35-38°. Детали, во избежание воспламенения керосина, необходимо опускать в него быстро. Ванна для закалки должна иметь крышку, обеспечивающую полное прекращение доступа воздуха в случае загорания.
Плоские шаблоны, дисковые фрезы и другие плоские изделия толщиной до 1 мм из углеродистой стали и до 3-4 мм из легированной стали можно закаливать между специально оборудованными полыми закалочными плитами, в которых циркулирует вода.
При пользовании сплошными плитами хороший результат даёт смазывание маслом соприкасающихся с закаливаемой деталью поверхностей и передвижение одной плиты относительно другой. Закалочные плиты надо помещать у самой дверки печи, чтобы изделие не успело остыть при переносе его из печи.
Для сталей с устойчивым аустенитом охлаждающей средой может служить воздух, подаваемый компрессором или вентилятором, а также спокойный воздух. При охлаждении воздухом, подаваемым компрессором или вентилятором, особенно в зимнее время, необходимо перед закалкой проверять, чтобы в воздухопроводе не было воды, так как попадание её на изделие может быть причиной появления трещин.
При применении изотермической или ступенчатой закалки в качестве охлаждающей среды пользуются горячим маслом или легкоплавкими солями. Ввиду того, что температура охлаждающей среды должна быть выше 200°, чаще всего применяют расплавленные легкоплавкие соли. В табл. 8 приведены составы солей, применяемых для соляных ванн.
При большом количестве закаливаемого инструмента закалочная ванна должна быть достаточной ёмкости для того, чтобы охлаждающая среда имела незначительные колебания температуры. В случае необходимости расплавленную соль можно охлаждать продувкой сухого воздуха.
Выбор способа закалки зависит от состава стали, сложности изделия и требуемых свойств.
Закалка в одном охладителе, в особенности углеродистых сталей, сопровождается наибольшим процентом брака из-за образования трещин и коробления. Поэтому этим способом закаливают изделия только несложной формы и цементованные.

Закалка более сложных изделий, изготовленных из углеродистых сталей, производится в двух охладителях: вначале в воде, примерно до температуры 150-180°, а затем в масле.
Продолжительность выдержки в воде до переноса в масло определяется калильщиком и для инструмента средних размеров равна примерно 2-5 сек., например, деталь из стали У8А размером 5 х 25 X 180 мм охлаждается в воде 2 сек., после чего переносится в масло. Твёрдость после закалки Rc = 61 — 63. Охлаждение этой детали в воде в течение 5-6 сек. давало 50 -70% брака из-за образования трещин.
Для закалки изделий со сквозными и глухими отверстиями в основном применяется струйчатая закалка. Охлаждение производится в струе воды или водяным душем. После потемнения изделие во избежание самоотпуска охлаждается в масле.
При изотермической закалке нагретое изделие охлаждают в масле или расплавленной соли при температуре немного выше точки мартенситного превращения. После полного окончания превращения аустенита, изделия охлаждают на воздухе. В результате изотермической закалки в стали образуется
структура игольчатого тростита и изделие проиобретает твёрдость R0 = 40-50 в сочетании с высокой вязкостью. При этом способе закалки резко снижаются случаи растрескивания и коробления. В инструментальном деле изотермическая закалка применяется редко из-за низкой твёрдости. В табл. 9 приведено время охлаждения цилиндров в солях с разной температурой.

Для закалки изделий небольших размеров (до 10-12 мм) применяется ступенчатая закалка, отличающаяся от изотермической закалки временем пребывания изделия в охлаждающей среде. При этой закалке изделие находится в охладителе с температурой 220-250° только до выравнивания температуры по всему сечению, после чего охлаждается на воздухе. Во время охлаждения на воздухе происходит превращение аустенита в мартенсит. Изделие после выгрузки из охладителя можно первое время править, что является большим достоинством этого процесса. При размерах изделий свыше 10-12 мм горячая охлаждающая среда не сможет обеспечить быстрого охлаждения и они не закалятся до требуемой твёрдости.
На практике полностью себя оправдал следующий вид ступенчатой закалки:
Нагретое изделие охлаждают в масле или легкоплавкой соли с температурой 150-180 o до выравнивания температуры, а затем на воздухе. Хотя при этом способе править изделие невозможно из-за быстрого образования мартенсита, но по сравнению с обычной закалкой этот способ резко снижает брак из-за образования трещин и коробления. Наблюдениями (проведёнными на заводе «Фрезер») за партией свёрл из стали 9ХС, обработанных по этому способу, установлено, что из 80000 шт. закалённых свёрл 52000 не имели коробления, превышающего припуск на шлифование, а в остальных коробление было незначительное, легко исправимое.
В практике термической обработки инструментов иногда закалку совмещают с отпуском. Такая закалка применяется в основном для ударного инструмента, изготовленного из углеродистой стали, в котором твёрдость должна уменьшаться от рабочей части к хвостовику.
Процесс закалки с самоотпуском следует производить в таком порядке: нагреть инструмент до температуры закалки; опустить рабочую часть в воду до потемнения; вынуть и быстро зачистить рабочую часть наждачной бумагой, напильником и т. п. и при появлении требуемого цвета побежалости охладить инструмент в масле.
Закалка при температуре ниже нуля. Структура легированных и высокоуглеродистых сталей после закалки состоит в основном из мартенсита и некоторого количества неразложившегося остаточного аустенита. Превращение остаточного аустенита в мартенсит происходит при последующем отпуске или в результате естественного старения.
В некоторых высоколегированных марках сталей (Х12, Х12М и т. п.) аустенит весьма устойчив и полностью превратить его в мартенсит, даже путём многократных отпусков, не удаётся. Хорошим средством для окончательного разложения аустенита является дополнительное охлаждение закалённых изделий до температур -70-80°. В результате этого процесса повышается твёрдость и стабилизируются размеры. Обработка при температурах ниже нуля впервые была исследована и предложена для внедрения в промышленность советским учёным-металловедом Л. П. Гуляевым.
Технологический процесс этого способа закалки следующий: 1) нагрев изделия до требуемой температуры; 2) закалка в обычном для данной стали охладителе; 3) дополнительное охлаждение до температуры -70-80°; 4) отпуск.
При охлаждении до низких температур возникают дополнительные внутренние напряжения, могущие вызвать появление трещин. Мерами, предупреждающими появление трещин, являются ступенчатая закалка и замедленное охлаждение при температурах ниже нуля. Во избежание появления трещин не следует погружать изделия непосредственно в охладитель, а необходимо предварительно завёртывать их в асбест или пользоваться холодильником с двойными стенками. В качестве охладителя применяют жидкий азот, жидкий кислород и т. п.
Закалка с нагревом в электролите. Этот способ закалки разработан лауреатом Сталинской премии инж. И. 3. Ясно-городским. Сущность процесса заключается в следующем: постоянный ток напряжением не ниже 180 в пропускается через электролит, служащий анодом, и деталь, являющуюся катодом, в результате чего на катоде выделяется большое количество тепла, нагревающее деталь до высокой температуры. В качестве электролита применяют водные растворы солей натрия, кальция, магния, бария.
Разработаны и применяются в производстве следующие методы нагрева в электролите:
1. Концевой нагрев, применяемый для нагрева свободного конца изделия. В случае если деталь имеет острые кромки или конус, конец её изолируют, устанавливая на подставку из огнеупорного кирпича, и опускают вместе с ней в электролит. После нагрева детали ток выключают и деталь закаливается в электролите.
2. Местный и поверхностный нагрев, применяемый для нагрева в электролите какой-либо части детали, например закалка обода в катках или круглых деталях больших диаметров и т. п.
3. Последовательный нагрев, заключающийся в том, что часть детали, погружённой в электролит, может быть предохранена от нагрева. Этим методом осуществляют последовательный нагрев части или всей детали.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Источник: metallicheckiy-portal.ru
Закалка стали — процесс термообработки

Без термообработки в работе с металлами не обойтись. Оттого насколько правильно была проведена термическая обработка зависят качественные характеристики металлического изделия. Его прочность и долговечность в службе. В этой статье вы сможете узнать как правильно проводить термообработку (закалку) стальных изделий
Закалка стали
Закаливание является операцией по термической обработке металла. Она состоит из нагревания металла до критической температуры, при которой изменяется кристаллическая решетка материала, либо до температуры, при которой происходит растворение фазы в матрице, существующей при низкой температуре.
- После достижения критической температуры металл подвергается резкому охлаждению.
- После закаливания сталь приобретает структуру мартенсита (по имени Адольфа Мартенса) и поэтому обретает твердость.
- Благодаря закаливанию прочность стали повышается. Металл становится еще тверже и более износостойким.
- Следует различать обычную закалку материала и закалку для получения избытка вакансий.
Режимы закалки различаются по скорости протекания процесса и температуре нагревания. А также имеются различия по длительности выдержки при данном температурном режиме и скорости охлаждения.
Выбор температуры для закалки
Решение, при какой температуре производить закалку металла обусловлено химическим составом стали.
Закалка бывает двух видов:

Руководствуясь диаграммой критических точек можно видеть, что доэвтектоидную сталь при процессе полного закаливания следует нагревать выше точки Ас3 на 30–50 градусов. В результате у стали будет структура однородного аустенита. Впоследствии под действием процесса охлаждения он превратится мартенсит.
Рисунок №1. Критические точки.
Неполное закаливание чаще применяется для инструментальной стали. Цель неполного закаливания — достигнуть температуры, при которой проходит процесс образования избыточных фаз. Нагревание стали происходит в температурном промежутке от Ас1 — Ас2. При этом в структуре мартенсита сохранится какое-то количество феррита, оставшегося после закаливания стали.
Для закаливания заэвтектоидной стали лучше придерживаться температуры на 20–30 градусов больше Ас1 — неполная закалка. Из-за этого при нагревании и охлаждении будет сохраняться цементит, что повышает твердость мартенсита. При закалке не следует нагревать заэвтектоидную сталь свыше положенной температуры. Это может сказаться на твердости.
Скорость охлаждения
Структура мартенсита получается при быстром охлаждении аустенита в тот момент, когда температура стали способствует наименьшей устойчивости аустенита (около 650-550 градусов).
При переходе в зону температур, в которой происходит мартенситное превращение (ниже 240 градусов) применяется замедленное охлаждение. В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
Для проведения успешной термической обработки очень важно правильно выбрать среду закаливания. Часто в качестве закалочной среды могут применяться:
- вода;
- раствор едкого натрия (5–10 %) или поваренной соли;
- минеральное масло.
Для закаливания углеродистой стали лучше использовать воду, температура которой 18 градусов. Для закалки легированной стали подойдет масло.
Характеристики стали: закаливаемость и прокаливаемость
Не следует смешивать важные характеристики стали — закаливаемость и прокаливавемость.
Закаливаемость
Эта характеристика говорит о способности стали к обретению твердости после закаливания. Существуют виды стали, которые плохо поддаются закалке и после процесса термообработки сталь становится недостаточно твердой. Про такой материал говорят — «не принял закалку».
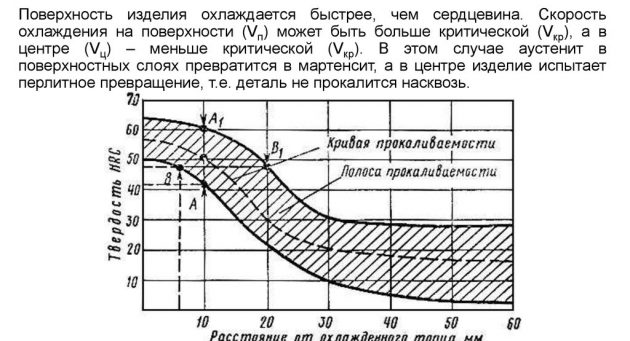
Прокаливаемость
Эта характеристика может сказать о том, насколько глубоко сталь закалилась. При закаливании поверхность стальной детали остывает быстрее нежели сердцевина. Это происходит потому что поверхность находится в непосредственном контакте с жидкостью для охлаждения, которая отнимает тепло. А центральная часть стальной детали отдает свое тепло через толщу металла и поверхность, где ее и поглощает охлаждающая жидкость.
На прокаливаемость влияет критическая скорость закаливания — чем она (скорость) ниже, тем глубже прокаливается сталь. К примеру, крупнозернистая сталь, у которой небольшая критическая скорость закалки, прокаливается глубже, чем мелкозернистая сталь, у которой высокая критическая скорость закалки.
Глубина прокаливаемости зависит от исходной структуры закаливаемого сплава, температуры нагрева и закалочной среды. Прокаливаемость стали определяется по излому, микроструктуре и твердости.
Виды закалки стали
Способов закаливания металла существует множество. Их выбор обусловлен составом стали, характером изделия, необходимой твердостью и условиями охлаждения. Часто используется ступенчатая, изотермическая и светлая закалка.
Закаливание в одной среде
Обратившись к графику кривых охлаждения для различных способов закалки, можно видеть, что закалке в одной среде соответствует кривая 1. Выполнять такое закаливание просто. Однако, подойдет она не для каждой стальной детали. Из-за быстрого понижения температуры у стали переменного сечения в температурном интервале возникает температурная неравномерность и большое внутреннее напряжение. От этого стальная деталь может покоробиться и растрескаться.
Рисунок №2. Кривые охлаждения.

Заэвтектоидные стали, имеющие простую форму, лучше закаливать в одной среде. Для закалки более сложных форм применяется закалка в двух средах или ступенчатая закалка.
Закаливание в двух средах (на рисунке №2 это кривая 2) применяется для инструментов, изготовленных из высокоуглеродистой стали. Сам метод состоит в том, что сталь вначале охлаждается в воде до 300-400 градусов, после чего ее переносят в масляную среду, где она прибывает пока полностью не охладится.
Ступенчатая закалка
При ступенчатом закаливании (кривая 3) стальная деталь помещается вначале в соляную ванну. Температура самой ванны должна быть выше температуры, при которой происходит мартенситное превращение (240–250 градусов). После соляной ванны сталь перемешают в масло, либо на воздух. Используя ступенчатою закалку можно не бояться, что деталь покоробится или в ней образуются трещины.
Недостаток такой закалки заключает в том, что ее можно применять лишь для заготовок из углеродистой стали с небольшим сечением (8–10 мм). Ступенчатая закалка может применяться для деталей из легированной стали с большим сечением (до 30 мм).
Изотермическая закалка
Изотермическому закаливанию на графике соответствует кривая 4. Закаливание проводится аналогично ступенчатой закалке. Однако, в горячей ванне сталь выдерживается дольше. Это делается так, чтобы вызвать полный распад аустенита. На схеме выдержка показывается на S-образной линии точками a и b. Сталь, прошедшая изотермическую закалку, может охлаждаться с любой скоростью. Средой охлаждения могут служить расплавленные соли.
Преимущества изотермического закаливания:
- сталь почти не поддается короблению;
- не появляются трещины;
- вязкость.
Светлая закалка
Для проведения такого закаливания требуется специально оборудованная печь, снабженная защитной средой. На производстве, чтобы получить чистую и светлую поверхность у закаленной стали следует использовать ступенчатую закалку. После нее сплав охлаждается в расплавленной едкой щелочи.
Перед процессом закалки стальная деталь нагревается в соляной ванне из хлористого натрия с температурой на 30–50 градусов выше точки Ас1 (см «Схему критических точек»). Охлаждение детали проходит в ванне при 180–200 градусов. Охлаждающей средой служит смесь состоящая из 75% смесь едкого калия, 25% едкого натрия, в которую добавляется 6–8% воды (от веса соли).
Закалка с самоотпуском

Применяется при производстве инструментальной стали. Основная идея закалки заключается в изъятии стальной детали из охлаждающей среды до момента ее полного охлаждения. Изъятие происходит в определенный момент. В сердцевине стальной детали сохраняется определенное количество тепла. За его счет и производится последующий отпуск.
После того как за счет внутреннего тепла стальное изделие достигнет нужной температуры для отпуска, сталь помещают в закалочную жидкость, для окончательного охлаждения.
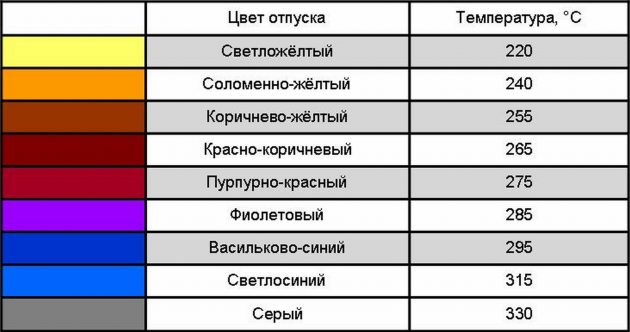
Р исунок №3 — Т аблица побежалости.
Отпуск контролируется по цветам побежалости (см рисунок №3), которая формируется на гладкой поверхности металла при 220–330 градусах.
При помощи закалки самоотпуском изготавливаются кувалды, зубила, слесарные молотки и другие инструменты, от которых требуется высокая твердость на поверхности с сохранением внутренней вязкости.
Способы охлаждения при закаливании
При быстром охлаждении стальных изделий при закалке существует угроза возникновений больших внутренних напряжений, что приводит к короблению материала, а иногда и трещинам. Для того чтобы этого избежать там, где возможно, стальные детали лучше охлаждать в масле. Углеродистую сталь, для которой такое охлаждение невозможно, лучше охлаждать в воде.
Кроме среды охлаждения на внутренне напряжение изделий из стали влияет, каким образом они погружаются в охлаждающую среду. А именно:

- изделия, имеющие толстую и тонкую часть, лучше погружать в закалочную жидкость сначала объемистой частью;
- если изделие имеет вытянутую форму (сверла, метчики), нужно погружать строго вертикально, в противном случае они могут покоробиться.
Иногда требуется закалить не всю деталь, а только ее часть. Тогда применяется местная закалка. Изделие нагревается не полностью, зато в закалочную жидкость погружают всю деталь.
Дефекты при закаливании стали

- Недостаточная твердость. Возникает если была низкая температура нагрева, малая выдержка при рабочей температуре или имело место недостаточная скорость охлаждения. Можно исправить: применить более энергичную среду; сделать отжиг, а затем закалить.
- Перегрев. Происходит если стальная деталь нагревается до температуры, превышающей допустимую. При перегреве образуется крупнозернистая структура, что приводит к хрупкости детали. Можно исправить: с помощью отжига и закалки при нужной температуре.
- Пережог. При нагреве стальной детали до высокой температуры, близкой к температуре плавления (1200–1300 градусов) в окислительной атмосфере. Внутрь стальных изделий проникает кислород, по границам зерен формируются окислы. Такая сталь не исправляется.
- Окисление и обезуглероживание. В этом случае на поверхности стальных деталей образуются окалины (окислы), а в поверхностных слоях стали выгорает углерод. Этот брак исправить невозможно. Для предупреждения брака следует пользоваться печами с защитной атмосферой.
- Коробление и трещины. Возникают из-за внутренних напряжений. Трещины — это неисправимый брак. Коробление можно удалить при помощи рихтовки или правки.
Заключение
Самое важно при закалке металла это четкое соблюдение технологии. Любой отклонение в сторону приводит к нежелательным последствиям. Если делать все правильно, то даже в домашних условиях можно провести процесс закаливания стали.
Источник: stanok.guru
Придание стали прочности путем закаливания
Знание об изменениях металла под воздействием высоких температур легло в основу кузнечного дела. Сейчас научно установлено, что закалка металла путем нагревания и последующего охлаждения улучшает рабочие качества изделий, увеличивает прочность и срок службы. При этом уменьшается их вес и себестоимость: качественную вещь можно создать из недорогого сплава.
Виды закаливания стали
Суть стальной закалки – в нагревании металла до нужных температур и дальнейшем охлаждении. Металл в результате термообработки становится твердым и прочным, и при этом менее пластичным.
Есть разные виды закалки стали и дальнейшего отпуска. Выбранный режим зависит от состава металла, требующейся прочности и правил охлаждения. Наиболее часто используемые типы закаливания:
Виды термической обработки стали
- в одной среде;
- ступенчатое;
- изотермическое;
- светлое;
- с самоотпуском.
Суть первого из них состоит в том, что стальную деталь погружают в жидкость и оставляют до окончательного охлаждения. При ступенчатой закалке изделие помещают сначала в соляную среду, а потом в масло, либо остужают на воздухе. Изотермическая закалка стали проходит аналогично ступенчатой. Но процесс нагрева длится дольше. Два последних способа гарантируют, что металл не покоробится и не потрескается.
Светлая закалка ведется в специально оснащенных печах с защитной средой для достижения чистой и ясной поверхности. Суть закалки с самоотпуском в том, что детали не держат до полного охлаждения. Их вынимают из охлаждающей жидкости раньше стандартного времени. Отпуск проходит за счет тепла, оставшегося в центре слоя металла. После этого предмет окончательно охлаждают в жидкости для закалки.
Иногда деталям из металла требуется лишь поверхностная закалка. Ее проводят плазменным, лазерным методом, токами высокой частоты и другими менее популярными способами.

Температурные режимы при закалке металла
Качественная термообработка металлов требует соблюдения правильных режимов температур. Зависят они от состава стального сплава. Существуют цветовые таблицы, подсказывающие, как правильно нагревать или охлаждать стальную деталь в зависимости от марки. Большинство сталей достигают нужных характеристик при равномерном прогреве до 780–850 °C и быстром охлаждении до температуры 300–450 °C. После этого идет медленное охлаждение до нормальной температуры.
Как определить температуру отпуска (побежалости) металла на глаз
Нагревание металла свыше уровня рекристаллизации сделает изделие хрупким. Металл потрескается за счет изменения структуры до крупной зернистости.
Иногда для снятия напряжения после нагрева охлаждение проводят постепенно. Такой способ термообработки металлов не только сохранит его лучшие качества, но и увеличит твердость.
Выбор среды для охлаждения
Закаливание сталей регламентирует и правила охлаждения изделия из металла. Так, излишняя скорость охлаждения может привести к серьезному внутреннему напряжению металла и последующему растрескиванию, короблению. Во избежание подобных проблем раскаленный предмет опускают в масляную среду. Но охлаждение углеродистых сталей возможно лишь в воде.
Иногда проводят двойное охлаждение – в масле и воде либо ступенчатым способом. Снизить температуру водой можно, опустив в нее деталь, или струйным способом.
На качество закалки металла влияет не только среда, но и способ погружения:
| Тип изделия | Способ погружения |
| Цельнометаллические | Одномоментный |
| Имеющие утолщения и тонкие части | Двухфазный: вначале опускают толстую часть, потом – тонкую |
| Вытянутой формы | Вертикальный |
Если не соблюдать эти условия, предметы из металла могут покоробиться.
Если нужно закалить только часть изделия, используется местная закалка стали. Деталь раскаляют не полностью, а только нужный отдел. Но в среду для охлаждения ее помещают целиком.
Немаловажным фактором является и скорость охлаждения. Она должна быть не менее 150 °C за секунду. За три секунды раскаленный металл обязан охладиться в среднем до 300 °C. Так его структура не разрушится. Далее процесс охлаждения может идти с любой скоростью.
Чересчур быстрое охлаждение металла также неприемлемо – он станет излишне хрупким.
Предупреждение обезуглероживания и появления окалины
Закалка большинства изделий из металла проводится после окончательной обработки. Образование окалины либо обезуглероживание недопустимо – эти недостатки будет уже не исправить. Чтобы их избежать, применяют особые методы закалки стали. Для этого используются:
Поверхностное насыщение стали защитным газом
- защитная газовая среда;
- отработанный карбюризатор и чугунная стружка;
- раскислители для соляных ванн.
Защитный газ можно нагнетать только в герметичную печь. Стружку и карбюризатор насыпают на поверхность металла, а затем предмет помещают в герметичный контейнер, дно которого покрыто этими же компонентами. Чтобы не просочилась даже малая толика воздуха (это вызовет окисление), контейнер нужно обмазать глиной.
Если нагревание металла идет в соляной среде, ее надо раскислять. Этот процесс должен проходить за смену не реже двух раз. Иначе поверхность металла может быть обезуглерожена либо на ней появится окисел. Чтобы раскислить соляную среду, применяют:
- бурую соль;
- борную кислоту;
- древесный уголь.



Последний компонент нужно опустить в особую емкость с крышкой. В ее стенках сделано большое количество отверстий. Когда стакан с древесным углем аккуратно опускают в соляную среду, ее поверхность воспламеняется. Огонь быстро затухнет, но действовать нужно очень осторожно, чтобы избежать пожара.
Проверяют качество раскисляющего процесса следующим способом:
- Нагревают бритвенное лезвие из нержавейки в этой среде на протяжении пяти минут.
- Затем его достают и опускают для охлаждения в простую воду.
- Холодное лезвие проверяют на ломкость. Если оно переломилось, а не согнулось, раскисление было выполнено правильно.
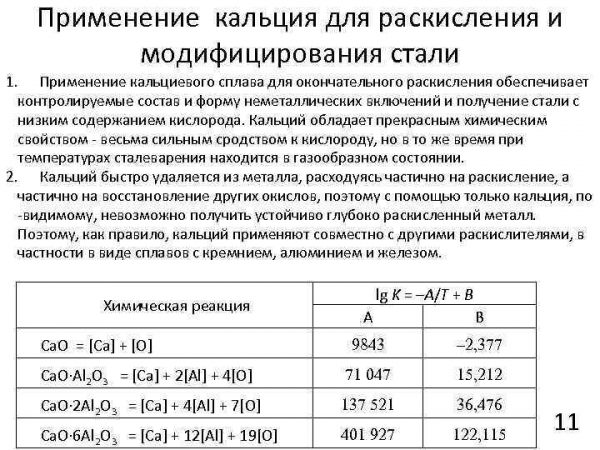
Применение кальциевого сплава для окончательного раскисления
Закалка металла в домашних условиях
Закаливание сталей, включая нержавеющие, реально провести дома самостоятельно, без использования сложного оборудования. Это делают для придания прочности стальным предметам быта. Для нагрева инструментов применяют электрические и газовые плиты, духовые шкафы, печи, раскаленный песок.

Закалка бытового инструмента
Процесс закалки стали требует внимательного отслеживания, особенно если он проводится в домашних условиях. Нагрев бытового инструмента, кроме ножей, не должен превышать 780 °C. Металл при этом принимает бордовый оттенок.
Можно вычислить допустимую температуру и при помощи магнита. Если металл к нему не «приклеивается», значит, температура достигла 768 °C, можно проводить охлаждение.
Перед закалкой инструмент нужно хорошо очистить от ржавчины и масляных пятен, а острые края, например, у топора, слегка затупить. Дальнейшая последовательность действий с инструментом из металла такова:
Как провести закалку инструментов из стали
- Нагреть до темно-красного цвета в несколько подходов.
- Опустить в масло для охлаждения.
- Направить в духовку, прогретую до 200 °C.
В духовом шкафу потихоньку снижают температуру до 80 °C. Все это займет приблизительно час. Затем инструмент держат на открытом воздухе.
Метод медленного охлаждения не подойдет для хромоникелевых сплавов – изделие станет хрупким. Такие предметы охлаждают в масляной ванне.
Повышение твердости клинка
Недостаточно крепкому клинку ножа можно придать твердость путем закалки в печи или духовке. Перед этим пластиковую либо деревянную ручку требуется снять и поместить лезвие в холодную печь. Затем нужно:
- Нагреть печь до 900 °C (клинок станет ярко-алым).
- Порезать горячим лезвием сургуч 10 раз.
- Сделать 5 циклов нагрева и охлаждения в сургуче.
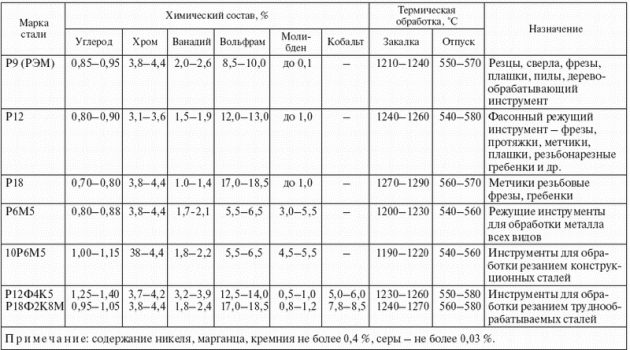
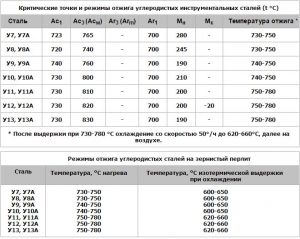
Таблица температур закалки быстрорежущих инструментальных сталей
Погружать клинок в сургуч нужно на полтора сантиметра в глубину. Смоченным в скипидаре лоскутом снимают остатки охладителя. Если печь стоит не на улице, а в помещении, нужна хорошая вентиляция – при нагревании сургуч издает отвратительный запах. Чтобы избежать этого, процесс можно проделать на свежем воздухе, распалив костер.
Если изучить поведение металла при термообработке, в домашних условиях можно придать твердость и крепость даже не очень качественным стальным инструментам небольших размеров.
Самое важное в процессе закалки стали – полностью соблюдать технологические правила. Любые ошибки и неточности приведут к порче металла. Но если следовать технологии, закалить металл несложно даже в домашних условиях.
Видео по теме: Термообработка, отпуск, отжиг, нормализация, побежалость
Источник: promzn.ru
Закалка стали
Закалка стали – термическая обработка, включающая в себя нагрев, выдержку и охлаждение. Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
Закалка – вид термической обработки, состоящий из основных операций – нагрева до определенной температуры, выдержки, быстрого охлаждения. Он применяется в сочетании с другой разновидностью термообработки – отпуском. Эта технология позволяет улучшить механические характеристики недорогих марок стали, цветных металлов и сплавов, за счет чего снижается себестоимость получаемых изделий и конструкций.
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
- повышение твердости;
- повышение прочностных характеристик;
- снижение пластичности до допустимой величины;
- возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
- нагрев до температур, при которых осуществляется изменение структурного состояния металла;
- выдержка, установленная в технологической карте;
- охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
- температура нагрева;
- скорость роста температуры;
- период выдержки при закалочных температурах;
- охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.
Какие стали подвергают закалке
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
| Марка стали | Температура закалки стали | Среда охлаждения после закалочного нагрева | Температура отпуска | Среда охлаждения после отпуска |
| У7 | 800°C | вода | 170°C | вода, масло |
| У7А | 800°C | вода | 170°C | вода, масло |
| У8, У8А | 800°C | вода | 170°C | вода, масло |
| У10, У10А | 790°C | вода | 180°C | вода, масло |
| У11, У12 | 780°C | вода | 180°C | вода, масло |
| Р9 | 1250°C | масло | 580°C | воздух в печи |
| Р18 | 1250°C | масло | 580°C | воздух в печи |
| ШХ6 | 810°C | масло | 200°C | воздух |
| ШХ15 | 845°C | масло | 400°C | воздух |
| 9ХС | 860°C | масло | 170°C | воздух |
Виды закалки – с полиморфным превращением и без него
Закалка сталей протекает с полиморфным превращением, цветных металлов и сплавов – без них.
Закалка сталей с полиморфным превращением
В углеродистых сталях при повышении температур выше определенного уровня происходит ряд фазовых превращений, вызывающих изменения кристаллической решетки. При критических температурах, значение которых зависит от процентного содержания углерода, происходит распад карбида железа и образование раствора углерода в железе, называемого аустенитом. При медленном остывании аустенит постепенно распадается, и кристаллическая решетка приобретает исходное состояние. Если углеродистые стали охлаждать с высокой скоростью, то в зависимости от режима закалки в них образуются различные фазовые состояния, самый прочный из них – мартенсит.
Для получения мартенситной структуры доэвтектоидные стали(до 0,8% C) нагревают до температур, лежащих выше точки Ас3 на 30-50°C, для заэвтектоидных – на 30-50° выше Ас1.По такой технологии закаливают металлорежущий инструмент и упрочняют изделия, которые в процессе эксплуатации подвергаются трению: шестерни, валы, обоймы, втулки. При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
Закалка без полиморфного превращения
Закалка без полиморфного превращения протекает в цветных металлах и сплавах, имеющих ограниченную растворимость вторичных фаз при обычных температурах, в которых при высоких температурах не происходят полиморфные превращения. При повышении температур выше линии солидус (это линия, ниже которой находится только твердая фаза) вторичные фазы полностью растворяются.
При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Закалка цветных металлов и сплавов, в отличие от углеродистых сталей, часто не приводит к повышению прочности. Сплавы на основе меди, например, после такой ТО часто становятся более пластичными. Для таких материалов обычно используют отпуск, благодаря которому снимаются напряжения после литья, прокатки, штамповки, ковки или прессования.
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла. Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Оборудование для проведения закалки
Оборудование разделяется на две основные группы – установки для нагрева и ванны для охлаждения. На современных предприятиях для получения закалочных температур используются:
- муфельные термические печи;
- оборудование для индукционного нагрева;
- установки для нагрева в расплавах;
- аппараты лазерного нагрева;
- газоплазменные устройства.
Первые три типа установок востребованы для осуществления объемной закалки, три последние – для поверхностного процесса.
Закалочное оборудование – это стальные емкости, графитовые тигли, печи, в которых содержатся расплавленные металлы или соли. Закалочные ванны для жидких сред оборудованы системами обогрева и охлаждения. В их конструкции могут быть предусмотрены специальные мешалки для перемешивания жидких сред и устранения паровой рубашки.
Охлаждающие среды
Условия охлаждения стали после закалки выбирают в зависимости от химического состава обрабатываемого металла и требуемых характеристик конечного продукта. Это могут быть:
- вода;
- воздушная или струя или струя инертного газа;
- минмасло;
- водополимерные смеси;
- расплавленные соли – бария, натрия, калия;
- металлические расплавы – свинцовые или оловянные.
Технология закалочного процесса
Нагрев и выдержка
- обезуглероживание;
- окисление поверхности;
- увеличение внутреннего напряжения;
- изменение структурных составляющих.
Изделия сложных форм предварительно подогревают. Для этого их два-три раза опускают на несколько минут в соляные ванны или держат короткое время в печах, нагретых до температур +400…500°C. Период выдержки определяется габаритами изделия и их количеством в печи. Все части изделия должны прогреваться равномерно.
Таблица температур закалки различных марок стали
| Марка | Температура, °C | Марка | Температура, °C |
| 15Г | 800 | 50Г2 | 805 |
| 65Г | 815 | 40ХГ | 870 |
| 15Х, 20Х | 800 | 3Х13 | 1050 |
| 30Х, 35Х | 850 | 35ХГС | 870 |
| 40Х, 45Х | 840 | 30ХГСА | 900 |
| 50Х | 830 |
Температуру нагрева измеряют с помощью пирометров – контактных и бесконтактных, инфракрасных приборов.
Охлаждение
Для охлаждения используется вода – чистая или с растворенными в ней солями, щелочные растворы. Для легированных сталей используется обдув или охлаждение в минмаслах. В изотермических и ступенчатых процессах для охлаждения используются расплавы солей, щелочей и металлов. Такие среды могут чередоваться между собой.
Отпуск
В зависимости от необходимой температуры отпуск осуществляется в масляных, щелочных или селитровых ваннах, печах с принудительной циркуляцией воздушных потоков, горячем песке.
Низкий отпуск, проводимый при +150…+200°C,служит для устранения внутренних напряжений, некоторого повышения пластичности и вязкости без существенного ухудшения твердости. Низкий отпуск востребован для измерительного и металлообрабатывающего инструмента, других деталей, которые должны сочетать твердость и устойчивость к износу.
Для быстрорежущих сталей отпуск осуществляют при температурах +550…580°C. Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Возможные дефекты после закалки
Нагрев, выдержку, охлаждение и отпуск стали осуществляют в соответствии с технологическими картами, разработанными специалистами. Нарушение разработанного и утвержденного техпроцесса и/или неоднородность структуры заготовки могут стать причиной появления различных дефектов. Среди них:
- Неравномерный нагрев и/или охлаждение. Приводят к деформациям и образованию трещин, неоднородному составу и неоднородным механическим характеристикам.
- Пережог. Возникает из-за проникновения кислородных молекул в металлическую поверхность. В результате образуются оксиды, изменяющие рабочие характеристики поверхностного слоя. Этот дефект возникает из-за выгорания из стали углерода, вызванного избыточным количеством кислорода в печи.
- Попадание в масляную охлаждающую ванну воды. Это нарушение техпроцесса приводит к появлению трещин на изделии.
Все перечисленные выше дефекты являются неисправимыми.
Источник: www.adamantsteel.ru
Термическая и химико-термическая обработка металла: закалка и отжиг стали

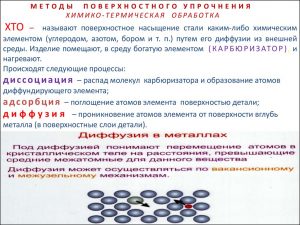
Цементация стали — воздействие подогревом для улучшения технических параметров и структуры поверхности. Ее используют по отношению к деталям из разнообразных сплавов. Процесс включает многократный нагрев, выдержку и охлаждение. По окончании процедуры изделие становится тверже, прочнее, улучшаются характеристики. Рассмотрим подробнее, с какой целью производят закалку, отжиг, какие есть виды, их описание.
Что называется термической обработкой металла: основы, общие принципы

В процессе данной технологии кристаллическая решетка болванки преобразуется. Задача – изменить свойства, а не ее конфигурацию и габариты. По завершении заготовка приобретает требуемые по технологии параметры и уникальное строение. Рассмотрим, для чего нужна закалка металла и как она влияет на структуру стали после процедуры:
- • для улучшения технологических характеристик посредством разупрочнения, данный процесс применяют в качестве подготовительной операции или промежуточного этапа;
- • для получения требуемых технических характеристик посредством упрочнения либо приобретения специализированной структуры;
- • для фиксации размера и конфигурации, а также получения новых свойств заготовки.
Все процедуры допускаются только на материалах, в которых температурные превращения выполняются подобным образом. Воздействие температурой применяют с целью производства режущих элементов оснастки, станков, машин и производственного оборудования. Отвечая на вопрос, какие виды стали подвергаются закалке, отметим, что процедура подходит для металлов любых марок, требующих повышения износоустойчивости.
Виды и их описание
Температурное воздействие чаще всего применяется к стальным материалам и некоторым сплавам. Основы базируются на управлении диффузией для получения структур с заданными параметрами, на полиморфной трансформации, на различной степени растворения углерода. Поверхность нагревают сильнее критической точки, запускающей превращение в определенной фазе. У каждой есть свои критические точки нагрева. Эти показатели проверяют по схеме.
Отжиг: как проводится, температура, режим для стали, таблица

Это нагревание изделия, выдержка его в определенном температурном режиме, а потом постепенное охлаждение до 2-3⁰ в минуту. Плавное понижение возможно в песке либо в условиях печи. Процесс позволяет убрать остаточное напряжение, получается стабильная структура. Рассмотрим ниже, как он проводится. Данную процедуру используют:
- •для улучшения пластичности и понижения твердости для осуществления операций режущим инструментом;
- • для устранения неоднородности в структуре, возникшей поле отвердения отливки при ее удалении;
- • для снижения напряжения внутри болванки, возникающего после механического воздействия, давлением и другими разновидностями нетермической обработки;
- • для удаления хрупкости, улучшения сопротивлению ударной вязкости, а также изменения свойств неклепаных деталей.
Назначение отжига стали — получение заданных технических показателей кристаллической решетки. Для этого нагрев выставляют на 20-30⁰ больше критической точки, при которой кристаллическая решетка начинает меняться. Для металлов данная точка составляет 723⁰С. Для крупных изделий и заготовок сложной конфигурации подогрев выполняют медленно. Режим подразумевает последующее охлаждение в соответствии с составом материала:
- • у углеродистых – 100-200⁰ за час;
- • у низкоуглеродистых- 50-60⁰;
- • у высоколегированных – более длительно.
Охлаждение в большинстве осуществляют плавно, не вынимая из печи. Может использоваться полная и неполная закалка. Для удаления внутреннего напряжения достаточно второго вида. Углеродистые составы подогревают до 760⁰. При полном отжиге учитывают количество углерода.
Если его количество не превышает 0,8%, температура составляет 930-960⁰С, если выше — до 760⁰С. Время выдержки зависит от параметров изделия. Охлаждение осуществляют до 20⁰. После отжига необходима проверка на качество процедуры. Добротность заготовки определяют по виду излома, а режим нагрева – по таблице.
Закалка: режимы, основные показатели, виды и способы для металла и нержавеющей стали

Это очень быстрое остывание после подогрева до максимальных градусов. Она уместна для получения неравномерной структуры, которая придает прочности материалу. Процедуру выполняют резко, что позволяет повысить износоустойчивость. Существует несколько режимов. Они различаются температурой нагрева, временем выдержки и скоростью охлаждения.
На выбор режима влияют химические характеристики стальной болванки. После проведения процедуры учитывают два основных показателя:
- Закаливаемость – получение твердости. Не все разновидности сырья поддаются подобному воздействию, в итоге материал остается недостаточно твердым. Наименьшей восприимчивостью обладают стальные заготовки, у которых количество углерода не превышает 0,3%. Время выдержки определяют по цвету.
- Прокаливаемость. В процессе поверхность остывает быстрее, чем сердцевина болванки. Охлаждающая жидкость быстро забирает тепло с поверхности. Чем медленнее происходит процесс, тем глубже происходит воздействие. Глубина его зависит от внутренней структуры материала, используемой среды и температуры.
Многие считают, что данные две процедуры также называются термической обработкой металлов. Такое мнение ошибочно. Оба термина обозначают параметры процесса закаливания, по которым определяют качество работ. Не будем подробно описывать, как при закалке изменяются свойства низкоуглеродистых сталей и цвет, отметим, что мелкозернистые изделия прокаливаются на меньшую глубину, чем крупнозернистые. Проверку осуществляют на изломе, осматривая структуру поверхности и твердость.
Различают несколько видов в зависимости от количества используемых сред и способов. Задействование одного вида охладителя уместно не для всех типов болванок. Из-за быстрого снижения градусов нагрева в структуре возникает сильное напряжение, температура распределяется неравномерно, что может привести к растрескиванию и искривлению.
Способы подбирают с учетом состава материала. Заэвтектоидные стальные изделия лучше всего выдерживать именно в одном охлаждающем. Заготовки со сложной геометрией поддают обработке в двух средах. Изначально их охлаждают в воде до 400⁰, потом кладут в масло, оставляя в нем до окончательного остывания.
Ступенчатая закалка не допускает случайного растрескивания и искажения. Изделие помещают в ванну, прогретую свыше 250⁰, затем окунают в масло или оставляют остывать на воздухе. Процедура уместна для болванок из углеродистого материала с сечением до 10 мм, а также крупных заготовок из легированной стали.
Процесс изотермическим методом выполняют жидкой солью, обеспечивая большую выдержку, чем при ступенчатой процедуре. Данный способ позволяет охладить заготовку с любой скоростью, поверхность не растрескивается, деталь не коробится, сохраняется нужная вязкость.
Светлая выполняется в защитной среде. Заготовку нагревают в специализированной печи. Чтобы поверхность приобрела светлый чистый цвет, процесс выполняют ступенчато. Предмет подогревают в хлористом натрии, затем опускают в расплавленную щелочь для остывания.
Лазерная — осуществляется лазерами при 103 — 104 Вт/см2. На обработанном основании формируется закаленная полоса, состоящая из зоны оплавления, отпуска и участка нагрева. Метод необходим для повышения устойчивости к степени нагрева, износу, коррозии и механическому влиянию, а также другим показателям. Компания «Сармат» предлагает широкий ассортимент металлообрабатывающих станков отечественного производства с доставкой по всей территории России. Комплектация подбирается с учетом целей.
Нормализация металла: технология процесса, температура закалки для обычной и низкоуглеродистых стали

Процедура представляет собой нагрев свыше показателей критической точки, выдерживание и охлаждение естественным образом на воздухе. Она позволяет получить нормализованную структуру материала. Ее используют для поверхностей различных типов. Температура должна превышать критические показатели на 50⁰. Время выдержки рассчитывают, руководствуясь нормой: на 1 час приходится 25 мм толщины болванки.
Заготовки большого сечения нагревают в соляной ванне, придерживаясь технологии. Это позволяет снизить внутреннее напряжение, избежать деформации и растрескивания. Когда нагрев поверхности снижается ниже критической точки, возможно быстрое охлаждение в масле или воде.
Отпуск стали после закалки: таблица
Он используется после закаливания. Ее применяют для металлических болванок, из которых будут изготовлены инструменты. Заготовку изымают из охлаждающей среды в определенный момент до наступления полного остывания. Остаточное тепло из сердцевины выходит наружу, нагревая поверхность. После того как достигнуты заданные показатели, охлаждение продолжают до полного остывания.
Характеристки выдержки контролируют по таблице.
Температ. отпуска, град.С
Источник: stanokcnc.ru