


Хотелось бы рассказать вам о небольшом опыте сверления каленых деталей. Для примера я просверлим обойму от подшипника.
Берем сверла с твердосплавными вставками из сплава ВК8. Вставки припаяны и имеют довольно приличную длину и толщину.
Вставка припаяна так, что передний режущий угол примерно параллелен оси сверла.
Малые диаметры отверстия можно просверлить перьевым сверлом по кафелю. Такое сверло имеет вставку из достаточно неплохого сплава и сверлит закаленную сталь «на ура». Только его нужно периодически затачивать, желательно на алмазной чашке. Углы заточки можно оставить и заводские.
Так же можно воспользоваться бурами по бетону.
Чем сверлить калёную сталь. Сверлим m390

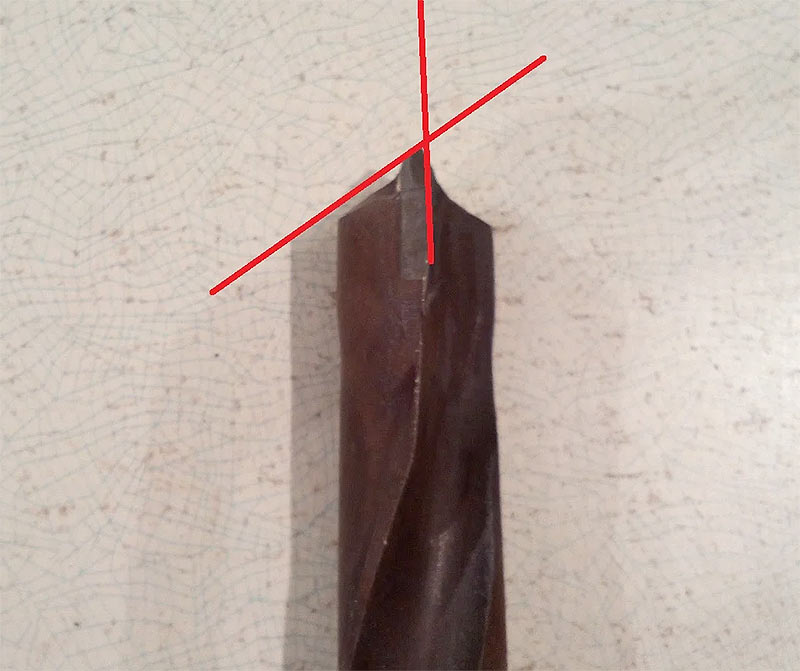
Обычная заточка бура под бетон выглядит следующим образом-

Сбоку это все выглядит как зубило. Передний угол, по сравнению с задним, более острый.
Для сверления стали нужно изменить угол заточки: задний угол сделать немного острей, а передний стремиться сделать параллельным оси сверла. При этом нужно постараться оставить тело самого бура, в который впаяна вставка из твердого сплава.

Сверлим данную обойму в несколько этапов. Сначала работет большой бур. После того как скорость сверления заметно снижалась — сверлим сверлом по кафелю, которое имело меньший диаметр, а затем вновь буром по бетону.

Сверлить нужно с маслом, периодически подтачивая сверла. Такую обойму можно пройти за 10-12 минут с тремя заточками бюджетных свёрл.

Для справки — в заводской металлообработке это делается электроэррозией. В среде керосина медным электродом.
Ну а в домашних условиях — так ))
26 Дек’18 в 12:48 #205282
- Хозяин Заведения
Не так давно открыл для себя волшебный мир фрез. Отлично сверлят по трудным сталям, не гнутся и ни ломаются, в отличие от обычных Свёрл по металлу).
26 Дек’18 в 14:54 #205283
- Радужный
купил тут звездочку на бензопилу, китайскую, а у нее подшипник на 1мм больше отверстия в звезде а в мастер-плюсе этом злополучном запчасти почему-то не меняют, если установка не их…
ну короч нужно снять 0,5мм в звезде, унес в институты, так не шмогли они, говорят каленая, фрезы мож неправильные у них. купил в инструмент-маркете другую правильную звезду
Как и чем сверлить закаленную сталь. Все очень просто !!!
27 Дек’18 в 01:00 #205284
- Малиновка
Vadim wrote:
Не так давно открыл для себя волшебный мир фрез. Отлично сверлят по трудным сталям, не гнутся и ни ломаются, в отличие от обычных Свёрл по металлу).
А можно делать и наоборот
А вообще спиральные концевые фрезы предназначены для использования на высоких скоростях вращения и испытывают существенные боковые нагрузки. В меньшей степени подвергются термическим и механическим повреждениям, поэтому ресурс твердосплавного режущего инструмента в несколько раз превосходит аналоги из быстрорежущей стали.
Но ценник конечно не радует …
27 Дек’18 в 02:04 #205285
- Березкино
Баба Гуля wrote:
Vadim wrote:
Не так давно открыл для себя волшебный мир фрез. Отлично сверлят по трудным сталям, не гнутся и ни ломаются, в отличие от обычных Свёрл по металлу).
А можно делать и наоборот
А вообще спиральные концевые фрезы предназначены для использования на высоких скоростях вращения и испытывают существенные боковые нагрузки. В меньшей степени подвергются термическим и механическим повреждениям, поэтому ресурс твердосплавного режущего инструмента в несколько раз превосходит аналоги из быстрорежущей стали.
Но ценник конечно не радует …
Каша какая-то, в кучу по дереву,быстрорез,твердосплав,цены…
Кто рано встает тому бог дает
27 Дек’18 в 02:21 #205286
- Березкино
Кто рано встает тому бог дает
27 Дек’18 в 03:14 #205287
- теперь см. Висариoн4
mob123 wrote:
27 Дек’18 в 03:32 #205288
- Березкино
Если сюда заглянет термист, то будет огорчен. ) Т.к. видов закалки много и улучшение- тоже закалка, при этом некоторую общего примененияи сталь можно калить(улучшать) до 23…25 HRC, но при этом просто в поставке сталь 45 может иметь 40-50 HRC. Это я к тому — что каленая не значит твердая или твердая не значит каленая.
Кто рано встает тому бог дает
27 Дек’18 в 03:38 #205289
- теперь см. Висариoн4
Ну у нас термистов мало. А в быту обычно так и говорят.
27 Дек’18 в 09:37 #205290
- Зеленая долина 2 (Корнилово)
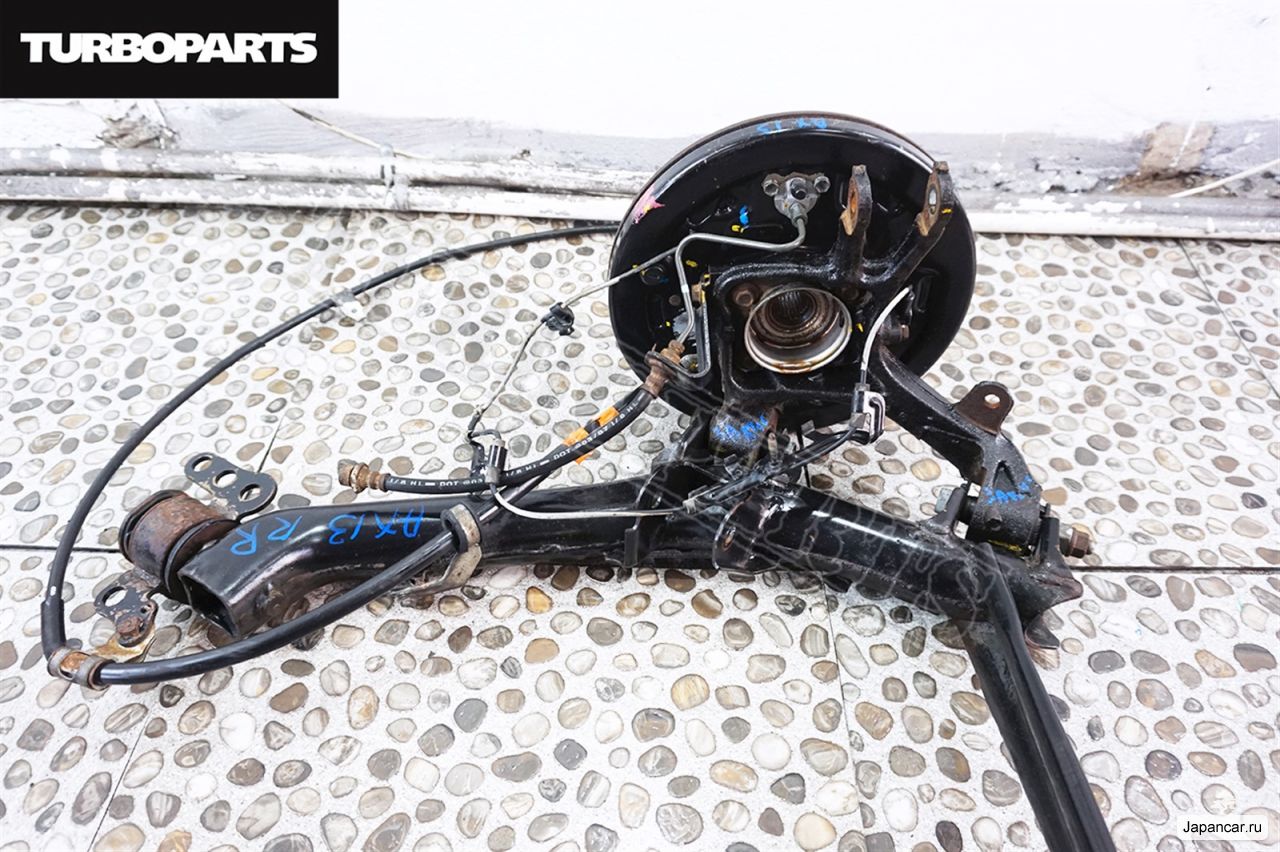
высверливал задние развальные болты на филдере победитовыми бурами от перфоратора переточенными на сверление алмазным диском
сверлили втроем — один сверлит 6-кой второй отдыхает, потом второй сверлит 10-й первый отдыхает, третий все это время подтачивает буры.
на 2 болта потратили 8 часов и порядка 10 буров и большой баллон WD-iшки для смазки
27 Дек’18 в 10:17 #205291
- Кафтанчиково
BMV1 wrote:
высверливал задние развальные болты на филдере победитовыми бурами от перфоратора переточенными на сверление алмазным диском
сверлили втроем — один сверлит 6-кой второй отдыхает, потом второй сверлит 10-й первый отдыхает, третий все это время подтачивает буры.
на 2 болта потратили 8 часов и порядка 10 буров и большой баллон WD-iшки для смазки
к чему такие заморочки? Ступица с рычагами в сборе стоит от 2500 руб
27 Дек’18 в 10:56 #205292
- Зеленая долина 2 (Корнилово)
scaner1981 wrote:
к чему такие заморочки? Ступица с рычагами в сборе стоит от 2500 руб
когда оба болта при откручивании уже отломаны,
а назавтра кровь из носу надо ехать на машине,
некогда было ждать пока оно из Владика в Сибирь приедет
опять-же даже тупо срезать старые закисшие болты судя по роликам в интернете занимает около 3 часов
28 Дек’18 в 00:32 #205293
- Березкино
BMV1 wrote:
scaner1981 wrote:
к чему такие заморочки? Ступица с рычагами в сборе стоит от 2500 руб
когда оба болта при откручивании уже отломаны,
а назавтра кровь из носу надо ехать на машине,
некогда было ждать пока оно из Владика в Сибирь приедет
опять-же даже тупо срезать старые закисшие болты судя по роликам в интернете занимает около 3 часов
«Панчером» выжигают. Это я для варианта относительно без гемморойного ремонта.
Кто рано встает тому бог дает
28 Дек’18 в 03:08 #205294
- Зеленая долина 2 (Корнилово)
mob123 wrote:
«Панчером» выжигают. Это я для варианта относительно без гемморойного ремонта.
а , м ., одуш . ( англ . puncher to punch бить , ударять кулаком ).
спорт . Боксер , обычно заканчивающий бой нокаутированием противника .
Толковый словарь иностранных слов Л . П . Крысина .- М: Русский язык , 1998 .
28 Дек’18 в 04:30 #205295
- Березкино
Выжигание электроэрозионным способом
Для этого используют портативные и стационарные электроэрозионные копировально-прошивные станки. Технология предполагает выжигание стержня сломанного метчика подходящим по диаметру электродом и последующее удаление лепестков. Резьба при этом не повреждается.

Фотография : портативный электроэрозионный копировально-прошивной станок «Панчер 800»
Кто рано встает тому бог дает
28 Дек’18 в 09:19 #205296
- Зеленая долина 2 (Корнилово)
mob123 wrote:
портативный электроэрозионный копировально-прошивной станок «Панчер 800»
только ценник в 110 тысяч рублей не позволяет иметь его в каждом гараже…
29 Дек’18 в 00:25 #205297
- Березкино
) На вскидку. Панчер 500 около 50000, Панчер 300 около 35000. Вообще писал как вариант на услугах, чтобы два мужика могли например за это время на елку с детьми сходить )
Кто рано встает тому бог дает
21 Ноя’19 в 20:52 #492022
Занимались как-то алмазным бурением.
Станина нам обошлась в 7 тысяч и 130-я коронка 3 тысячи. Выглядит так:

Дрель у нас была один из самых дешевых — от фирмы KEN, одна из самых простых китайских. Цена — 8000 тысяч.
Если серьезно заниматься — нужен еще обратный молот . Это если коронка застрянет. Но мы как-то обходились без него, и вроде ничего..
Приход. Цены 4 года назад были такие — 30 рублей за 1 см в бетоне, 130 коронкой. В кирпиче — 19 рублей за 1 см. Вся реклама — только на Авито и сайтиках.
В удачные дни можно было поднять до 10 т.р…. но
через полгода все это продали и занялись другим. Заказов стало меньше а конкурентов расплодилось как кроликов ((
13 Июл’20 в 14:22 #509377
Работал перовым сверлом немецкого производства от бренда Shttps://imhodom.ru/forums/topic/sverlenie-kalenoj-stali-podshipnik-vtulka-val-i-t-p/» target=»_blank»]imhodom.ru[/mask_link]
Чем просверлить калённую сталь, как просверлить калённую сталь (к примеру полотно пилы)?
Каленую сталь можно просверлить твердосплавными сверлами.
Такие сверла можно сделать и самому из вольфрамо-кобальтовых стержней (ВК 8)
Для этого придется использовать алмазный точильный камень.
Для того чтобы просверлить каленую сталь (полотно пилы), нужно на место сверления капнуть масла и сверлить на низких оборотах. Возможно придется использовать несколько сверл — они быстро садятся. Кернить полотно не нужно, так как оно может лопнуть — сталь хрупкая.
Подробно как просверлить полотно быстрорежущее (сталь ХСС) можно посмотреть в этом видео: .
автор вопроса выбрал этот ответ лучшим
комментировать
в избранное ссылка отблагодарить
Ким Чен Ын [465K]
4 года назадВариантов несколько, отпустить сталь, затем просверлить обычным сверлом по металлу и опять закалить сталь.
Можно приобрести специальное твёрдосплавное сверло для сверления закалённой стали,
правда цена у него крайне высокая.
Отверстие можно прожечь кислотой (серной, например), можно просверлить победитовыми свёрлами (с победитовой напайкой) по бетону, но их нужно даже новые заточить, сверло должно быть острым.
Просверлить можно и закалёнными стержнями.
Можно прожечь сваркой, если этот вариант подходит.
Что касается как, то всё зависит от выбранного варианта.
Если приобрели специальные свёрла, то делаем разметку, закрепляем заготовку в которой делаем отверстие (в тисках, к примеру, или фиксируем, прижимаем ногой на горизонтальной поверхности) дрель выставляем на низкие обороты и начинаем сверлить, на дрель сильно давить не надо, сверло периодически охлаждаем (маслом, как вариант).
Лучше сверлить двумя свёрлами, первое сверло меньшего диаметра, второе нужного.
Источник: www.remotvet.ru
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
Еще на заметку: Полезная штука в хозяйстве — резьбомер.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Источник: bezhelme.ru
Советы от профессионала: Как сверлить нержавеющую сталь
Если вы не привыкли к ней, нержавеющая сталь может быть сложной для сверления. В итоге вы будете сжигать сверла быстрее, чем успевать их менять.
Как сверлить нержавеющую сталь? Для сверления нержавеющей стали необходимо использовать острые сверла, низкое число оборотов, высокое давление резания (подачи) и большое количество охлаждающей жидкости. Высокие обороты приведут к немедленному сгоранию сверла.
Помимо этого, есть еще несколько советов, которые помогут вам выполнить работу, например, как сохранить устойчивость и как выбрать правильное сверло.
Реалистичные размеры сверл
Поскольку нержавеющая сталь — более прочный материал, важно быть реалистом в том, какие размеры отверстий вы можете сделать с помощью имеющихся у вас инструментов.
Если вы используете ручную дрель, вы, как правило, будете ограничены диапазоном размеров от 1,6 мм до 9,5 мм. Все, что больше или меньше этого, будет сомнительного качества.
На сверлильном станке процесс более стабилен, так как установка более жесткая, а сверло выравнивается более точно. В зависимости от крутящего момента вашего станка, вы можете просверлить довольно большие отверстия.
Смысл всего этого в том, что если вам нужно отверстие диаметром 50 мм, а у вас есть только аккумуляторная дрель, обратитесь за профессиональной помощью. Или купите кольцевую фрезу.
Как получить правильное число оборотов
Слишком быстрое вращение сверла по нержавеющей стали — это самая распространенная ошибка.
Это может быть непросто, если вы используете ручную дрель, но большинство сверлильных станков или других подобных машин дадут вам хотя бы общее представление о том, на каком числе оборотов вы работаете.
Если вы используете ручную дрель, на ней обычно есть какая-то маркировка, указывающая (как минимум) максимальное число оборотов в минуту. Это может дать вам приблизительное представление о том, насколько быстро она работает.
Число оборотов дрели зависит от размера сверла. Чем больше сверло, тем медленнее его нужно вращать.
Правильный выбор сверл
Не всякое сверло будет хорошо работать с нержавеющей сталью.
Чтобы не говорить о том, что и так очевидно, сверла должны быть предназначены для металла, а не для дерева или камня.
Это означает, что не нужно использовать сверло-лопатку, сверла brad points, сверла-форстнера или ударные сверла. Они не предназначены для металла.
Даже те сверла, на которых написано, что они предназначены для металла, могут не справиться с задачей проделывания отверстий в нержавеющей стали.
Например, я бы настоятельно не рекомендовал использовать простое спиральное сверло из углеродистой стали. Режущая кромка износится в мгновение ока.
Как минимум, используйте сверла из быстрорежущей стали (HSS). В идеале — с кобальтом. Они стоят дороже, но они значительно лучше для прочных материалов.
Они лучше работают в условиях сильного нагрева, что характерно для нержавеющей стали, и лучше отводят тепло.
Совет профессионала: Не все кобальтовые сверла одинаковы. Они имеют различные марки в зависимости от содержания в них кобальта. В M35 содержится 5% кобальта, а в M42 — 8%. Большее количество кобальта означает, что режущие кромки дольше остаются острыми.
Используйте охлаждающую жидкость
Нержавеющая сталь на самом деле довольно абразивна при резке. Если вы сверлите ее насухо, режущая кромка будет изнашиваться очень быстро.
Охлаждающая жидкость помогает сохранить сверло и заготовку холодными. Нержавейка при перегреве делает то, что называется закалкой.
По сути, это приводит к образованию твердого участка на дне сверлильного отверстия, и сверла, соприкасающиеся с этим твердым участком, быстро сгорают.
Один из самых простых способов смазать сверло — нанести на него немного WD-40 во время резки.
Вытащите сверло из отверстия, нанесите на него немного смазки, просверлите еще несколько секунд, промойте и повторите.
Минус использования WD-40 в том, что это очень легкая смазка, и от неё может появиться много грязи.
Еще лучше работает воск для резки. Он будет дольше держаться на сверле и практически не будет оставлять грязи.
Применяйте давление при резке
Этот пункт может показаться немного нелогичным. При любой резке металла выделяется тепло.
Есть три вещи, которые могут нагреваться:
Если тепло переходит в сверло, то сверло сгорает. Если тепло попадает на заготовку, металл закаляется.
Однако если тепло попадает в стружку, то тепло отводится от зоны резания, и все работает как по маслу.
Один из ключей к успеху здесь (помимо использования острого сверла) — убедиться, что стружка достаточно велика, чтобы выдержать нагрев. Это означает, что вам нужно давление.
В принципе, если вы не приложите достаточного давления к сверлу, сверло будет тереть, а не резать.
Если вы сверлите вручную или на сверлильном станке, главное — обратить внимание на стружку.
При ручной подаче стружка должна выходить в виде непрерывных спиралей. Она не должна выглядеть как пушистые стопки щепок или пыли.
Она должна выглядеть вот так:
Обычно нержавеющая сталь не магнитится, но плохие условия резки могут привести к ее намагничиванию. Если вы видите это, вам нужно дважды проверить давление резки и убедиться, что ваше сверло все еще острое.
Давление при резке не означает, что вы давите всем весом своего тела на сверло. Это было бы опасно.
По сути, необходимо приложить достаточно сильное давление, чтобы стружка выходила чисто и не выделяла чрезмерного тепла.
Держите сверло прямо
В основном это относится к сверлению вручную, но я видел, как ребята ошибались и на сверлильном станке. Сверла не предназначены для бокового давления, а нержавеющая сталь действительно неумолима. Уделите особое внимание тому, насколько ровно вы сверлите нержавеющую сталь. В противном случае хвостовик сверла будет упираться в боковую поверхность отверстия, делая его продолговатым, и вы рискуете сломать сверло.
Если вы сверлите вручную, результат поломки сверла может быть болезненным. На сверлильном станке следите за тем, чтобы сверло не отклонялось от центра и не создавало бокового давления. Обычно это происходит при сверлении неровной или наклонной поверхности. Простой способ исправить это — зажать заготовку и начать сверлить отверстие.
Как только сверло пройдет угол наклона, выключите шпиндель. Отпустите заготовку и слегка надавите невращающимся сверлом, чтобы отцентрировать отверстие под сверлом. Затем снова зажмите заготовку и приступайте к работе. Сверление нержавеющей стали всегда немного сложнее, чем углеродистой, но если вы будете следовать этим указаниям, все пройдет достаточно гладко.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник: www.stankoff.ru








