Для изготовления прочих деталей штампов применяются материалы, указанные в табл 2.
Таблица 2.
Наименование деталей
Рекомендуемые материалы
Заменяющие материалы
Твердость HRC
Номера стандартов или технических
условий
Номера стандартов или технических
условий
Стальное литье 40Л
Стальное литье 30Л
Втулки и колонки направляющие
58-62 (цементировать глубиной
0,5-0,8 мм)
То же, для шариковых направляющих
Пуансонодержатели и
матрицедержатели
Обоймы составных матриц
Щитки ограждения и лотки
Выталкиватели к штампам
совмещенного действия
Толкатели ступенчатые, крепежные
винты, буферные шпильки, звездочки
40-45 (резьбу не калить)
Упоры временные, грибковые,
утопающие
Выталкиватели, прижимы гибочных
штампов
Складкодержатели вытяжных штампов
Прокладки резиновые для
съемников, прижимов и буферов
Резина средней твердости 2959
МРТУ 38-5 1166-64
Резина средней твердости 56 и 922
МРТУ 38-5 1166-64
Прокладки резиновые для съемников
штампов сложной конструкции
Резина твердая 2462
Резина твердая 3465-Н-4
Соседние страницы
Источник: pro-techinfo.ru
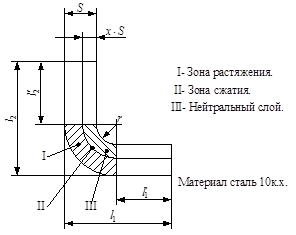
Расчёт толщины резиновой прокладки
Толщина резиновой прокладки (буфера) определяется из формулы:

,
Где  , при относительном сжатии буфера на 30%,
, при относительном сжатии буфера на 30%,  — наибольшее допускаемое сжатие резинового буфера
— наибольшее допускаемое сжатие резинового буфера

Где  — рабочий ход буфера,
— рабочий ход буфера,  — требуемое предварительное сжатие буфера.
— требуемое предварительное сжатие буфера.

Где  — предельное значение усилия, наименьшее,
— предельное значение усилия, наименьшее,  — предельное значение усилия, наибольшее
— предельное значение усилия, наибольшее

Где  — удельное усилие,
— удельное усилие,  для S=1,0мм
для S=1,0мм
Рабочий ход буфера должен несколько превышать толщину штампуемого материала и составит  . Определим усилия, которые должен обеспечивать буфер в начале и в конце хода, при
. Определим усилия, которые должен обеспечивать буфер в начале и в конце хода, при  и
и  соответственно:
соответственно:



Таким образом толщина резиновой прокладки (буфера) будет равна:
Расчёт усилия пресса

Требуемое усилие пресса ,

где — суммарное усилие, требуемое для выполнения операции

 т.е.
т.е. 
Следовательно, штамп необходимо устанавливать на пресс усилием, превышающим 239,4 кН
Расчет операции гибки

мм

мм

толщина материала мм. Материал детали – АМ 2М
По справ таблице: мм
 мм
мм 
Следовательно, длина плоской заготовки:
 , где
, где  =17-(1+0,4)=15,6 мм,
=17-(1+0,4)=15,6 мм,  =138-(1+0,4)=136,6 мм
=138-(1+0,4)=136,6 мм

Описание штамп -компаунд
Штамп-компаунд фактически представляет собой два штампа: для вырубки наружного контура и пробивки отверстий, собранных в одно целое. Штамп состоит из нижней неподвижной части, прикрепляемой к столу пресса и верхней подвижной части, прикрепляемой к ползуну пресса.
Конструктивной основой нижней неподвижной части штампа является нижняя плита 13, прикрепляемая болтами к неподвижному столу пресса. На нижнюю плиту установлен держатель 11, на котором установлена пуансон-матрица 10, служащее для вырубки наружного контура детали, и имеющая отверстия, служащие для пробивки в детали отверстий. Пуансон-матрица ориентируется относительно держателя винтами 22, а держатель относительно нижней плиты при помощи штифтов 29 и прикрепляется к ней при помощи винтов 23.
Конструктивной основой верхней подвижной части штампа является верхняя плита 12. В плите 12 установлен хвостовик 19, при помощи которого она прикрепляется к ползуну пресса, от которого и получает движение вверх-вниз. На верхней плите находится пуансонодержатель 14, в котором установлены пуансоны , 11, 12, 13, 14, предназначенные для пробивки в детали отверстий.
Пуансонодержатель и пуансоны ориентируются относительно верхней плиты при помощи штифтов 22 и прикрепляются к ней при помощи винтов 20. Между пуансонами и верхней плитой находится каленая прокладка 7, воспринимающая при вырубке давление пуансонов и предотвращающая тем самым разбивание пуансонами сырой (незакаленной) верхней плиты. К нижней прикреплен съемник 16. Между съемником и держателем находится резиновая прокладка 8.
Верхняя и нижняя части штампа ориентируются и направляются относительно друг друга при помощи втулок 1 и колонок 2.
Работает штамп следующим образом.
Полоса, из которой вырубаются детали, вручную подается в штамп . При движении подвижной части вниз выталкиватель, который крепится к планке упорной штифтами 27 подходит к полосе и останавливается. При дальнейшем движении подвижной части резина сжимается, пуансоны выдвигаются из пуансонодержателя, при этом пуансоны 10, 11, 12, 13, 14 производят пробивку отверстий, а матрица производит вырубку наружного контура детали. Отход, полученный при пробивке отверстий, проваливается вниз через специальные отверстия. В крайнем нижнем положении пуансоны на некоторой длине находятся в отверстиях пуансона-матрицы, а полоса — надета на пуансоны.
Штампы-компаунд отличаются высокой производительностью, однако взаимное расположение отверстий и наружного контура получается при их использовании не очень точным.
Описание покрытий
Необходимо провести электрохимическое оксидирование поверхности панели. Электрохимическое оксидирование, или анодное оксидирование (анодирование), деталей проводят в жидких (жидкостное оксидирование), реже в твёрдых, электролитах. Поверхность окисляемого материала имеет положительный потенциал.
Жидкостное оксидирование в водных и неводных растворах электролита применяют для получения защитных, декоративных покрытий и диэлектрических слоёв на поверхности металлов, сплавов и полупроводниковых материалов при изготовлении приборов со структурами металл-диэлектрик-полупроводник и СВЧ интегральных схем, оксидных конденсаторов, коммутационных плат на основе алюминия и других металлов. Наиболее широко анодное оксидирование используют для нанесения оксидных слоев на конструкции из Al и его сплавов.
При этом получают защитные (толщиной 0,3-15 мкм), износостойкие и электроизоляционные (2-300 мкм), цветные и эматаль-покрытия (эмалеподобные), а также тонкослойные (0,1-0,4 мкм) оксидные плёнки. Для образования толстых оксидных слоёв применяют в основном растворы H2SO4 и CrO3. Тонкие оксидные плёнки получают в растворах на основе Н3РО4 и Н3ВО3. Цветное анодирование проводят в растворах, содержащих органические кислоты (щавелевую, малеиновую, сульфосалициловую и др.).
Надписи, предварительно выгравированные на поверхности детали, покрывают эмалью чёрного цвета, поскольку это позволяет чётко выделить их на фоне остальной поверхности. Далее производят лакирование поверхности, для обеспечения защиты нанесённой краски от истирания, а так же для придания поверхности более эстетического вида.
Источник: megalektsii.ru
Резиновый буфер для штампов

Класс 7 с, 18 Йвторекое евидетельетво на ивооретение ОПИСАНИЕ резинового буфера для штампов.К авторскому свидетельству А. И, Рабииера и П. Г. Воронина,заявленному 30 декабря 1930 года (спр. о перв,100360), О выдаче авторского свидетельства опубликовано 31 октября 1932 года. В резиновых буферах, употребляемыхв комбинированных штампах для амортизации и возврааения съемного кольцав исходное положение после штамповки,предлагается для уменьшения износа буферов применять втулки с фланцами,вставленные в отверстия буфера .и связанные между собою винтами с возможностью ограниченных осевых перемещений, Промежуток между концами втулокзакрыт кольцом, вложенным в стенку буфера,На фиг.
1 изображено в вертикальномразрезе положение съемного кольца в матрице и соединение его с буферами; нафиг. 2 — в увеличенном виде спереди,частью в разрезе, один из буферов совставленными в отверстие его втулками;фиг, 3 — вид буфера сверху.Схема работы применяемого обычно приштамповании резинового буфера заключается в следующем: съемное кольцо 3матрицы (фиг.
1), опускаясь вниз, давитна шпильки, которые заставляют о ну.скаться шайбу 7, скользящую по закре-пленному в теле матрицы 1 стержню б,Между подвижной шайбой 7 и нижней,неподвижной шайбой 72 закладываютсяв нужном количестве резиновые буфера,Шайба 7, опускаясь, сжимает буфера, причем, когда нажим пунсона (на чертеже непоказан) прекращается, то буфера возвращают шайбу 7, вместе с съемным кольцом 3, в первоначальное положение,При частых ударах пресса (до 20.000 за 7 часов) у буфера срабатываются стенки внутренних отверстий от трения о стержень б, вследствие чего такие буфера сравнительно скоро выбывают из работы.Для устранения указанных недостатков предлагается в расширенное отверстие резинового буфера вводить сверху и снизу по втулке 71, фланцы 1 которых ложились бы на верхнюю и нижнюю плоскости буфера. Между обращенными друг к другу концами втулок оставляется свободный промежуток, превышающий высоту сжатия буфера при штамповке.
Втулки стягиваются между собою винтами 3 для устранения их .выскакивания из буфера. Глубина отверстий в верхней втулке рассчитывается так, чтобы, при полном сжатии втулки, шляпки винтов не выступали из втулки,Промежуток между втулками закрывается с боков кольцом 4, вправленным в резиновый буфер. Кольцо это удерживает резину от попадания в промежуток между втулками при их сжимании, Благодаря такому устройству резина буфера получает более равномерное сжатие от фланцев 11 втулок 11, скользящих отверстием по стержню б,(фиг. 1), и срабатыЛи кра»,вается очень мало. Срабатывающиеся втулки О, по мере износа, заменяются.На фиг, 1 кольца буфера 9 и Ю снабжены вышеописанными и показанными на фиг, 2 втулками и шайбами.Предмет изо.бретення.Резиновый буфер дляштайпов, отличающийся тем, что в его отверстия помещены две связанные между собою винтами 5 с возможностью ограниченных осевых перемещений втулки 77 с фланцами Р, промежуток между обращенными друг к другу концами которых закрыт с наружной стороны кольцом 4, вложенным в стенку буфера, каковое устройство имеет целью уменьшить изнашивание буфера,
Заявка
Воронин П. Г, Рабинер А. И
МПК / Метки
Код ссылки
Похожие патенты
Способ определения диаметрального зазора между валом и втулкой

Номер патента: 1516737
. Йо — диаметр вала, измеренныйперед сборкой, 00 — диаметр втулки,измеренный перед сборкой, ЬФ,Ь 1,ЬЗ,Ь — величины зазоров в точках измерения. 1 ил,Укаэанная цель достигается -за счет того, что в предлагаемом способе производится одновременное измерение величин зазора между внутренней поверхностью втулки и наружной поверх ностью вала в четырех равнорасположенных по окружности точках, диамет, ральный зазор при этом вычисляют по формуле1516737 Формула изобретения 1 Ь 2+У+Ь 2+Ьфд=(Ь +Ь +Ь +Ь — -Л),1 о Э,1+ -Рогде й о — диаметр вала;Б — диаметр отверстия;величины зазоров в точкахизмерения. ставитель С. Бабас Редактор Н. Гунько Лончаков Корре ехре лиинь 71/37 Тираж 683 Подписноеосударственного комитета по изобретениям и открытиям113035) Москва.
Исполнительный механизм станка для запрессовки внутренней детали в полость корпуса с последующим введением между их поверхностями уплотнительного упругого кольца

Номер патента: 120165
. резиновое обтюрирующее кольцо 2, пластмассовую внутреннюю деталь 3 и корпус 4.При повороте диска 1 очередное гнездо подходит к рабочему месту в неподвижному кольцу б, укрепленному на столе соосно с корпусом б исполнительного механизма. В момент подхода этого гнезда деталь 3 и кольцо 2 падают вниз через кольцо б, соответственно на досылатель 7 и на торец втулки 8, а корпус 4 подходит под неподвижный упор 9.Исполнительный механизм выполняет следующие основные движения. Через коромысло 10, кулачок 11 и серьгу 12 от кулачкового распределительного вала передается поступательное движение вверх штока 13 и далее через сильную пружину 14 втулке 8. Сила этой пружины больше, чем усилие для запрессовки детали 3, но слабее, чем усилие.
Способ непрерывного измерения зазора между рабочей поверхностью поршневого кольца и внутренней образующей калибра

Номер патента: 200862
. способы непрерывного измерения зазора между рабочей поверхностью поршневого кольца и внутренней образующей калибра, состоящие впросвечивании изделия рентгеновымилучами одновременно в двух различныхплоскостях, проход,пцих через оси вращения контура изделия,Предлагаемый способ отличается отизвестных тем, что измеряют величинуинтенсивности излучения, прошедшегочерез зазор между кольцом и калибром,сравнивают сигнал, соответствующийэтой интенсивности, с эталонным сигналом, и по разности сигналов определяют отклонение величины контролируемого зазора от номинала. Это позволяет повысить точность измерения. в диске 3, приводимом во вращение при помощи шестерен 4.Излучение от неподвижного источника 5, проходя через зазор между кольцом 1 и.
Штепсельный разъем

Номер патента: 219652
. цифры между ее концами указывают на то, в каком фиксированном положении установлена розетка,Со стороны хвостовика гнезда закрыты кожухом 28, который закреплен тремя стопор- ными винтами 24. На конце кожуха имеется19652 23гайка 25 с прижимами 26 и уплотнительной резиновой втулкой 27 с шайбой 28.Взаимодействие частей разъема при сочленении и расчленении происходит следующим образом.При стыковке вилки с розеткой, фиксаторы 22 скользят по скосам поворотной втулки 8 корпуса вилки. При этом пружина 21 разжимается, Скользя по корпусу вилки, фиксаторы 22 попадают в пазы втулки 8 и этим зафиксируют сочлененное положение.Для расчленения вилки с розеткой необходимо подпружиненное кольцо 19 повернуть на 30″ против часовой стрелки, при этом.
Устройство для определения рассогласования между положением нажимных винтов прокатного стана

Номер патента: 472329
. элементов И 3 и 4, на другие входы которых поступают сигналы с двух старших разрядов датчиков, соответственно правого и левого винтов. Сигналы с выхода элемента 3 подаются на вычитающий вход, а с выхода элемента 4 на суммирующий вход старшего разряда арифметического блока 5, разрядность которого на единицу больше разрядности датчиков положения, На входы остальных разрядов арифметического блока проходит в параллельном потенциаль ном коде сигналы с выходов датчиков положения, причем сигналы с датчика правого винта поступают на суммирующий вход, а с датчика левого винта на вычитающий вход.С выхода арифметического устройства сни мается величина рассогласования.На границе рабочего диапазона датчиковположения из-за наличия рассогласования.
Источник: patents.su
Микропористая резина для вырубного штампа
Наша компания поставляет микропористую резину для вырубных штампов различной жесткости, с коркой, открытыми и закрытыми порами. Также резина может использоваться для производства картонной и гофрокартонной упаковки. Поставляется в листах и полосах.
Микропористая резина Moosgummi с открытыми порами

- Твердость 15°, 25°, 35°, 40°, 50° по Шору
- Двух- или односторонняя корка
- Цвет: cерый, черный, синий
- Толщина: 5 – 16 мм
- Формат листа: 1000 х 1000 мм
- Обработка: волна, трапеция, прямые полосы, нанесение клея
Микропористая резина EPDM с закрытыми порами

- Твердость 12° по Шору
- Односторонняя корка
- Цвет: черный
- Толщина: 2 – 18 мм
- Формат листа: 1000 х 1000 мм
- Обработка: волна, прямые полосы
Микропористая резина NR/E с закрытыми порами

- Твердость 20° по Шору
- Односторонняя корка или без корки
- Цвет: черный
- Толщина: 5 – 15 мм
- Формат листа: 1000 х 1000 мм
- Обработка: волна, прямые полосы
Микропористый вспененный полиуретан вулколлан (Vulkollan) RG 35, RG 50, RG 65

- Твердость 30°, 40°, 50°по Шору
- Цвет: кремовый
- Толщина: 1 – 20 мм
- Формат листа: 250 х 500 мм
- Обработка: волна, прямые полосы, профиль
- Возможны другие высоты
Поролон (эжекторный материал)

| RG 35 | 40 х 40 х 1000 мм | упаковка 210 шт. |
| RG 50 | 40 х 40 х 1000 мм | упаковка 210 шт. |
| RG 50 | 40 х 40 х 1000 мм | упаковка 182 шт. |
| RG 35 | 50 х 50 х 1000 мм | упаковка 66 шт. |
| RG 60 | 40 х 40 х 1000 мм | упаковка 160 шт. |
| RG 65 | 30 х 44 х 1000 мм | упаковка 260 шт. |
Быстрая заявка на изготовление
вырубных штампов (штанцформ)
Ваша заявка принята
Ваша заявка принята, менеджер свяжется с вами
очень оперативно и вежливо
Источник: dteco.ru