Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Как запаять алюминий обычным оловом без флюсов! Паять алюминий легко! Проверенно!
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

Флюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.

При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Поделиться в социальных сетях
Комментарии и отзывы (5)
Слава
Спасибо за ценную информацию.
Леонид
Два способа пайки алюминия обычным паяльником
Пайка алюминия осуществляется с помощью оловянно-свинцового припоя. Но процесс осложняется тем, что алюминий трудно залудить. Чаще всего паяются алюминиевые плоские поверхности или алюминиевые провода к алюминию либо алюминий к меди. Причина плохой пайки алюминия связана с тем, что он сам по себе очень активный металл и на воздухе мгновенно покрывается очень тонким, но прочным слоем оксидной пленки, который защищает этот металл от атмосферных воздействий.

Даже если зачистить поверхность металла обычной наждачкой и попытаться ее залудить, то ничего не получится, потому что за считанные секунды металл покрывается той же самой оксидной пленкой.
Два распространенных способа пайки алюминия в домашних условиях
Есть 2 решения этой проблемы: либо зачищать металл под защитной средой, либо использовать специализированные флюсы. В первом случае покрываем поверхность минеральным маслом и пытаемся ее залудить.

Для этого под поверхностью масла начинаем царапать поверхность металла, счищая оксидную пленку. При этом масло не дает кислороду проникать до металла, и он не окисляется.

Маленькую площадку можно очистить при помощи мощного паяльника, поскольку алюминий очень теплопроводный материал, и как только мы нагреваем поверхность, температура на ней начинает падать.

Поэтому берем оловянно-свинцовый припой и затираем его, но даже под слоем масла это сделать очень трудно, тем не менее такой способ все-таки является рабочим, если долго продолжать тереть. После того, как поверхность «залудилась», масло удаляем, и припаиваем медный провод.
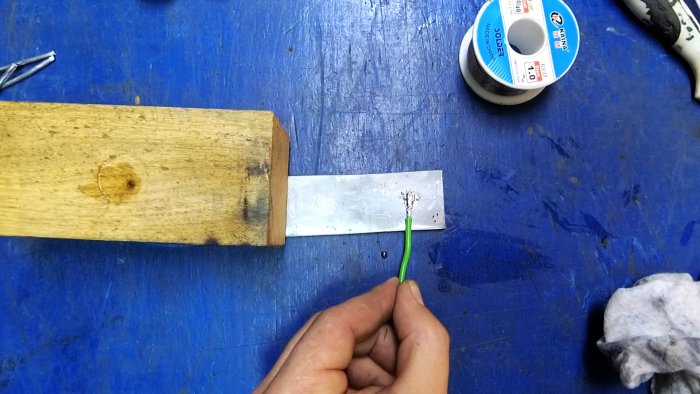
По второму варианту используем специализированный флюс для пайки по алюминию, в котором находятся все элементы, разъедающие оксидную пленку, и реагирующие с самим металлом, что облегчает пайку.

В данном случае это низкотемпературный припой, которым капаем на поверхность, и видим, что происходит шипение, т. е. сам флюс взаимодействует с металлом, и поэтому происходит лужение, и есть возможность припаять провод.

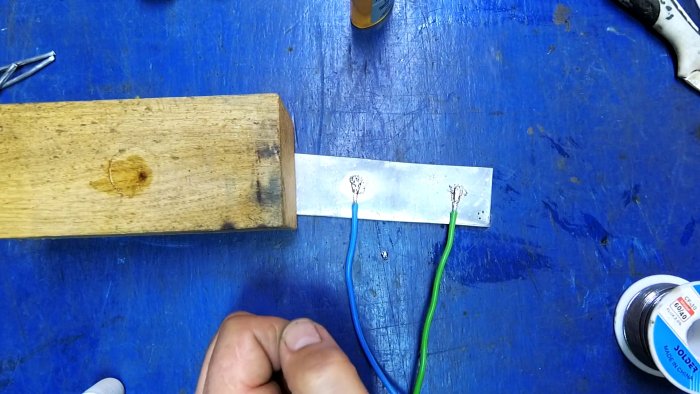
Теперь производим пайку проводов между собой. Отметим, что первый способ под маслом, не подходит для пайки проводов из-за неудобства места и очень трудной организации затирки. А вот флюс для пайки проводов – незаменимая вещь. Если пошло шипение, то лужение состоялось и соединение проводов внахлест произошло.


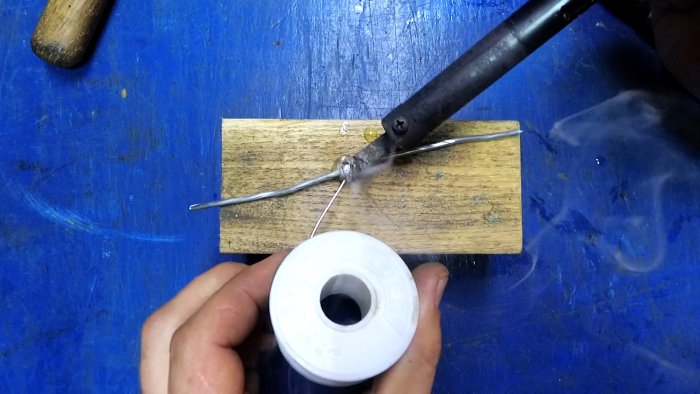
Далее попробуем соединить провода, когда конец одного провода закручивается в пружину и в него вставляется другой провод. Для их соединения контакт нужно залудить, поэтому покрываем его флюсом и запаиваем.


Проверим качество пайки. При первом и втором способе провода оторвались с трудом. Поэтому оба способа абсолютно работоспособны. Ими можно залудить алюминиевую поверхность, разве что первый способ подходит только для плоских поверхностей, а второй (с флюсом) для пайки проводов.

Смотрите видео
Источник: sdelaysam-svoimirukami.ru
Пайка алюминия
Промышленное производство алюминия, по историческим меркам, началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь.


Его основные параметры – высокая электро- и теплопроводность, малый вес, стойкость к воздействию коррозии привели к тому, что этот металл стал основным материалом, применяемым в авиационной и космической промышленности. Кроме этого, без алюминия невозможно представить улицы наших городов, из него выполняют светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.
При его обработке допустимо использовать практически все виды обработки – точение, штамповка, литье, сварку и пайку. Последние способы применяют для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях

Многие искренне полагают, что пайка алюминия в домашних условиях – это довольно сложный процесс. Но на самом деле все не так и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей не должно возникнуть. В том случае если домашний мастеровой будет паять алюминиевые детали с использованием материалов, предназначенных для меди или стали, то результат, скорее, будет отрицательный.
Особенности процесса
Сложности пайки алюминия обусловлены в первую очередь тем, что на его поверхности существует оксидная пленка, которая в отличии от основного металла имеет более высокую температуру плавления и высокой стойкостью к воздействию различных химических веществ. Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий обладает низкой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и основным металлом тоже приводит к осложнениям в пайке.

Это свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, алюминиевые конструкции начинают терять устойчивость уже при температуре 250-300 °C. Кроме этого в составе алюминиевых сплавов могут входить материалы, начинающие плавиться при температуре в 500-650 °C.
В состав большого количества припоев входят – олово, кадмий и другие компоненты. Алюминий с трудом входит в контакт с этими материалами и это в свою очередь приводит к тому, что швы, получаемые с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Использование трансформаторного масла

Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы.
Один из них связан с применением трансформаторного масла. Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки.
После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Для пайки алюминия применяют и легкоплавкие припои.

Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине. Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционные материалы технологии пайки не всегда гарантируют получение надлежащего результата.

Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки. Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей. Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным.
Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности.
Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов. Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс использовать

Флюс для пайки алюминия надо подбирать, руководствуясь набором факторов. Существует так называемый бинарный флюс основу, которого составляет ортофосфорная кислота. Флюсы этого класса не нуждаются в дополнительной промывке. С помощью этого материала можно паять и другие металлы.
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения. С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике. Пайка имеет ряд несомненных достоинств в сравнении со сваркой.
Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
Говоря о пайке алюминиевых деталей надо всегда помнить о том, что для работы с ним необходимо использовать специальные припои и флюсы, которые в состояние обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет отвечать требованиям по качеству.
Источник: sterbrust.tech