Пайка нержавейки – достаточно сложная процедура. К ней прибегают для соединения тонкостенных деталей, когда нет возможности выполнить сварку по технологии TIG. Это позволяет избежать чрезмерного температурного воздействия на рабочую поверхность.
Особенности сплавов
Пайку нержавеющей стали относят к квалифицированным работам. Это связано с тем, что для выбора оптимального режима пайки необходимо точно определить тип материала. Например, наклепанные сорта нержавейки спаивают без нагрузки, во избежание образования дефектов на поверхности, вследствие температурного воздействия.
Алюминий и магний слабо взаимодействуют с рассматриваемым сплавом, поэтому при подборе материала следует обращать внимание на состав изделия. С прочими сортами металлов нержавейка образует высокопрочное соединение.
[stextbox этой причине опытные мастера стараются сократить период температурного воздействия на заготовку.[/stextbox]
Выбор припоя

Как припаять сталь и латунь
Правильный припой для пайки нержавейки – залог качества соединения. На выбор подходящего материала оказывают влияние следующие факторы:
- состав металла;
- условия проведения работ.
В стандартных условиях пайку выполняют серебряным припоем – он обладает отличными антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Выбор флюса

Для работы с нержавейкой подходит не всякий флюс, поскольку процесс протекает под действием высоких температур. Опытные мастера рекомендуют использовать буру. Ее вносят в зону контакта и нагревают до полного расплавления, после чего подают припой.
При отсутствии буры, в качестве флюса рекомендуют использовать ортофосфорную кислоту. Более активные составы будут негативно воздействовать на слой припоя.
Как сделать флюс своими руками?
Опытные мастера предпочитают готовить флюс своими руками. Существует несколько рецептов. Наиболее употребительным считается смесь, в состав которой входят:
- бура – 7 частей;
- борная кислота – 2 части;
- фтористый кальций – 1 часть.
Смесь готовят на водной основе.
Для работы с мелкими деталями достаточно смешать борную кислоту и буру, в соотношении 1:1.
Особенности пайки оловом
Припои на основе оловянно-свинцовых смесей отличаются высоким качеством соединения при доступной цене. Это является основной причиной популярности пайки нержавейки оловом в домашних условиях. Метод лучше всего зарекомендовал себя при заделке небольших трещин или соединении мелких деталей. Изделия, подверженные в процессе эксплуатации температурным нагрузкам, рекомендуют паять с использованием серебряных составов. Примером являются трубки дистиллятора, которые эксплуатируются при высокой температуре под давлением.
Использование олова в качестве присадочного материала при пайке нержавейки, не получило широкого распространения в промышленности, ввиду низкого температурного порога соединения.
Преимущества

Использование легкоплавких припоев обладает следующими преимуществами:
- легкая процедура пайки небольших деталей;
- подготовительные процедуры не отнимают много времени;
- низкая стоимость расходных материалов;
- можно использовать как бытовой электрический паяльник, так и газовую горелку.
Недостатки
Метод имеет следующие недостатки:
- низкий показатель прочности соединения;
- низкая температура плавления олова снижает сферу применения запаянных деталей;
- грамотное применение расплавленного олова требует от мастера определенных профессиональных навыков.
[stextbox текучесть не позволяет использовать олово на поверхностях с большим уклоном.[/stextbox]
Режимы
Оловянно-свинцовые припои применяют при следующих параметрах:
- максимальная температура горелки составляет 240 Сº;
- минимальная мощность паяльного устройства – 40 Вт;
- интервал воздействия на поверхность – не более 10 секунд;
- толщина припоя, независимо от формы изготовления, не должна превышать 4 мм.
Как правильно работать в домашних условиях?
Пайка нержавейки считается достаточно сложным процессом, поэтому к выполнению работ дома следует подойти с особым вниманием. Для большинства припоев, за исключением оловянных, необходим паяльник мощностью не менее 100 Вт.
Не следует забывать про подготовку поверхности под пайку. Данная процедура начинается с механической обработки плоскости и заканчивая ее лужением.
Использование активных флюсов требует особого внимания – после завершения работ необходимо промыть соединение проточной водой.
Соединение с другими металлами
При спайке разнородных составов, например, пайке нержавейки с медью или бронзой, необходимо внимательно изучить свойства соединяемых металлов. Основная проблема заключается в подборе температурных параметров, поскольку заготовки обладают различными условиями плавления.
Независимо от типа металла, необходимо тщательно очистить контактную зону.
В качестве рабочего инструмента можно использовать паяльник или горелку.
[stextbox температура горелки выше, что позволяет использовать ее вместе с твердыми припоями.[/stextbox]
В случае отсутствия серебряного припоя можно использовать составы на основе латуни. Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Пищевые припои
Требования к пайке посуды, которая используется для приготовления пищи, не отличается от общих правил проведения работ. Правильный припой для нержавейки – основное требование. Например, для ремонта посуды нельзя использовать припои группы ПОС, поскольку свинец негативно влияет здоровье человека.
Основные ошибки
Малейшая оплошность может привести к существенному снижению качества соединения. Следующие советы снизят вероятность ошибки:
- При проведении домашних работ оптимальная мощность паяльника составляет 100 Вт. Использование более мощного прибора приведет к перегреву расходных материалов, а мене мощного – к неполному прогреву металла.
- Используйте паяльник с необгораемым стержнем.
- Пищевую посуду лучше паять чистым оловом, поскольку свинец обладает токсичными свойствами.
- В качестве флюса опытные мастера рекомендуют использовать активные составы. Лучше всего зарекомендовала себя ортофосфорная кислота.
Заключение
Пайка нержавейки относится к сложным процедурам, ввиду разнообразия легирующих сплавов. Для мелких деталей, не подверженных температурному воздействию, лучше всего подойдут припои группы ПОС.
[stextbox 6-го разряда Зайцев Анатолий Федорович. Опыт – 17 лет: «Я часто сталкиваюсь с необходимостью паяльных работ нержавейки, ввиду отсутствия исправного аппарата для аргонодуговой сварки. Для самых простых работ проще всего использовать оловянно-свинцовые припои. Ответственные соединения требуют более тщательного подхода».[/stextbox]
Вам также будет интересно
Источник: svarka.guru
Как спаять сталь со сталью
Возник вопрос. кто чем припаивает фильтр? слышал паять надо с серебром. пока пользуюсь припоем уже флюсованным, но он заканчивается, встал вопрос о покупке припоя, что б паять медные и стальные трубки. припой продается как правило упаковками, посоветуйте какой лучше взять.:confused:
24.03.2010, 15:17
24.03.2010, 15:58
24.03.2010, 16:35
harris-0 + флюс. Кому что удобнее.
24.03.2010, 17:34
только лок с бурой (серебро придумали для баб).
24.03.2010, 17:47
ЛОК(латунь) с бурой уж совсем прошлый век
24.03.2010, 18:01
24.03.2010, 18:04
как то друг попросил что то на его японском грузовике припоять,а под рукой только лок и бура и была,аж молодость после армии вспомнилась.
24.03.2010, 18:19
24.03.2010, 22:13
только лок с бурой (серебро придумали для баб).
Век вакуумника мне не видеть. но от разноцветных пруточков с обмазкой не откажусь.
DARK DIVER
24.03.2010, 22:23
спасибо за ответы. возьму разных по несколько штучек. попробую
24.03.2010, 23:54
тоже паяю розовым серебро.,песня,пробовал заменить из за цены более дешёвым,,но не могу ,,зашалавел.к хорошему быстро превыкаешь.
25.03.2010, 00:24
харрис 30 проц. с обмазкой.
25.03.2010, 00:32
харрис 30 проц. с обмазкой.
какого цвета обмазка?а моё розовое дерьмо как называется?не поверишь ,по сей день не знаю.раз купил на пробу несколько цветов,понравился розовый.так и паяю,а как называется не знаю.в магазине спрашиваю просто. розовый серебро.
25.03.2010, 00:37
всю жизнь так делал, серебром несколько раз пробовал были возвраты,
оно конечно навык великое дело , но нащет халтуры ты не прав.
25.03.2010, 00:51
Паяю медь с медью харис 0%, сталь с медью харис 5% и флюс. Все четко получается.
25.03.2010, 01:34
. но нащет халтуры ты не прав.
Почему «не прав»? Прав. Если не умеешь, получится халтура.:)
25.03.2010, 01:36
спасибо за ответы. возьму разных по несколько штучек. попробую
В 2003 имел какой-то бессеребряный, так до сих пор икаются его последствия: через годы становился пористым. Внешне пайка красивая, утечка не видна, даже течеискатель не берет. Даже масло на утечке не видно напрямую, а вроде как отпотевание. Распаиваешь — а он как шлак от угля, пузыристый, черный. Тем более если на фильтре, это нагнетание.
25.03.2010, 11:30
Почему «не прав»? Прав. Если не умеешь, получится халтура.:)
если не умееш, то получится халтура и серебром. а если всю жизнь паял локом- расскажите мне ,что это не правильно.:)
на фильтре, это нагнетание.
вьюга -это ты писал ?
25.03.2010, 16:31
вьюга -это ты писал ? А что — почерк неразличим? 😉 Мой перл. D
25.03.2010, 21:33
strit71, белого цвета. причём бывала и сороковка тож белого. я на цвет не гляжу если честно-на коробке читаю.
25.03.2010, 22:04
ЛОК(латунь) с бурой уж совсем прошлый век Не думаю. Германец до сих пор это использует, может только в разных вариантах припоев. Ну и я живу еще в прошлом веке и пока не нашел альтернативы перехода в нынешний. Проволку латунь 2мм можно найти у старых сварщиков и на базарах, да и буры совдеповской хорошей тоже.
Пробовал пср-45 и 29.5 — неплохо, но тех, хороших-старых не достать, а нынешние не очень. Так что пока — латунь.
26.03.2010, 00:03
от свяжешся с вами.
нашел в закромах пср-0.45 (решил сталь-медь паянуть) -блин ну онож не втекает в основной металл, насрал (извиняюсь). на соседнюю взял верный лок (токмо не тот которым теперь торгуют ,а стратегический запас родины) -хух- и как заводское. жаль четкого фотика нет , чтоб показать обе пайки
26.03.2010, 11:39
вот пайка пср-29,5. по мне так лучше и не бывает.
26.03.2010, 12:58
п-81 + флюс для стали с медью и п-14 офлюсованый для меди и никакого серебра не надо, получаечся замечательно.
26.03.2010, 18:56
Медно-фосфорный с флюсом-милое дело ,или уже офлюсованным. Серебром уже лет 100 не паяеем.
26.03.2010, 20:04
от свяжешся с вами.
нашел в закромах пср-0.45 (решил сталь-медь паянуть) -блин ну онож не втекает в основной металл, насрал (извиняюсь). .
Смени флюс (особенно если это бура, нужен хотя бы ПВ-209) — меня кислородчик просил переварить соединения на его изношенных переходниках. Специально ездил за ПСР-29,5. Пайку кислородчик оценил по высшему классу, ему до этого за много лет паяли человек 8, и никогда не было так гладко и изящно.
Но не это главное: с его слов, при бешеной затяжке этих штуцеров на баллоне в случае сильного перекручивания, любые припои, в том числе и латунь, со временем лопаются и отслаиваются, что очень опасно при таких давлениях. Серебро же прокручивается в пайке относительно поверхностей по кругу без разрушения или потери герметичности. Т.е. тянется.
26.03.2010, 21:23
Медно-фосфорный с флюсом-милое дело ,или уже офлюсованным.
А вот это не по любой стали, другой раз глянь и через год отвалилось , хоть внешне очень изящно. А серебро с обмазкой идёт не только по стали, бывает им паяю где другие просто не берут. Например, была утечка на воздушном конденсаторе ФВБС. Внешне фосфорный лёг нормально, хотя проблема с прогревом и была, но масло всё же сочилось. неудачных попыток было несколько.
Пока коллега не дал «электрод» (белый кажется) расхвалил, я посмеялся, но попробовал. Блин. и точно сработало, думаю ещё хороший результат из-за низкой температуры плавления. Так что теперь испарители и конденсаторы где нужен прогрев, а его не достич. только им.
26.03.2010, 21:43
А серебро с обмазкой идёт не только по стали, бывает им паяю где другие просто не берут. моему другу понадобилось состыковать нержавеющие трубы испарителя. И только ПСР справился с этим достойно и надежно. Импортных офлюсованных тогда не видели.
26.03.2010, 22:08
26.03.2010, 23:05
медь с медью-хорис 0 (иногда нужен тот-же флюс), сталь с медью и сталь со сталью- 45% серебро + флюс для твердых припоев фирмы санха (результат безупречный) у этого флюса нет свечения как у буры. белым прутком со влюсом паять класно но он по цене дорогой.
26.03.2010, 23:36
да еще щас гайцы до баллонов докапываются. прав лишают за опасный груз. Так скачай правила перевозки опасных грузов (http://www.holodforum.ru/./downloads.php?do=fileраз». Купи ФК-235, я еще не пробовал (как-то прикупил килограммчик ПВ. :rolleyes:), но его хвалят. Кстати и сам ПВ бывает с вариантами — 209, 209В, 209Х. И важно, чтобы флюс соответствовал припою — как-то купил Харрис-0, и он кипел што зараза, и пайка была мутно-серая. . А потом помогал коллеге, и он дал офлюсовать сложный стык своим, как сказал брал для Харриса, это остатки, так пайка была блестящая и обтекание сказочное.
А лок всем хорош, но распаивать потом оччень сложно. Муторно.
28.03.2010, 04:38
. Купи ФК-235, я еще не пробовал (как-то прикупил килограммчик ПВ. :rolleyes:), но его хвалят. .
Флюс ФК-235
ТУ 48-17228138/ОПП-007-96
Предназначен для высокотемпературной пайки меди, никеля, серебра, их сплавов, сталей.
Является эффективной заменой стандартных флюсов ПВ 209 и ПВ 284.
Элементный состав (масс.%): В — 10,5 — 13,0%; К — 28 — 32%; F — 38 — 42%; О — остальное.
Свойства: Температура плавления: 280 — 320°С
Температурный интервал активности: 450 — 850°С
Соотношение эффективности флюса ФК — 235 и ПВ 209 — 4 : 1
Сортамент: Флюс поставляется в виде порошка.
Упаковка: поставляется в герметичной пластиковой таре.
Рекомендую.
P.S. Избегать продолжительного контакта с воздухом.
28.03.2010, 04:43
Вьюга4, брат пиши в личку.
karelinikola
28.03.2010, 09:23
мне в 90 годах привезли с северодвинска припой сказали 40%серебра 2мм. длина 45 см. с торца покрашен желтой краской.сказали что варят аргоном.пробовал разные флюсы бестолку.сразу окисляется и катается комочком по металлу.никому такой не поподался ?
28.03.2010, 16:27
мне в 90 годах привезли с северодвинска припой сказали 40%серебра 2мм. длина 45 см. с торца покрашен желтой краской.сказали что варят аргоном.пробовал разные флюсы бестолку.сразу окисляется и катается комочком по металлу.никому такой не поподался ?
Если варили аргоном, то я думаю флюсы не нужны, роль флюса играет аргон: отбивает от контакта с воздухом, шлаки сами всплывают в жидком металле, введенный вами флюс мешает пайке.
Найти поиском не пробовали, что за марка припоя?
karelinikola
28.03.2010, 16:45
найти поиском не пробовали, что за марка припояа что запрашивать я же марку не знаю.лежат 40 прутков а приспособить для дела не получается .
28.03.2010, 16:48
а что запрашивать я же марку не знаю.лежат 40 прутков а приспособить для дела не получается .
Дай на поиск «»Серебряные припои» «припой для пайки меди (потом стали или медь-сталь)» и посмотри описания, фото.
Вечером попробую глянуть, сообщу
28.03.2010, 16:57
Если варили аргоном, то я думаю флюсы не нужны, роль флюса играет аргон: отбивает от контакта с воздухом, шлаки сами всплывают в жидком металле, .
Флюс нужен, чтобы удалить окисел, мешающий ложиться припою, а аргон (инертный газ) не дает образовываться окислам (оксидам — Al2O3, например), т.к. в месте пайки безкислородная среда..Это я к тому, что аргон не может выполнять роль флюса.
28.03.2010, 22:54
роль флюса разрушающего оксид в аргоной сварке выполняет осцилятор.,но не как не сам аргон.,
а аргон (инертный газ) не дает образовываться
согласен.
29.03.2010, 18:30
Я не про окислы, про шлаки (кокс от масла, грязь): в жидком металле они всплывают.
=ТИГ – режим аргонодуговой сварки неплавящимся электродом. При сварке неплавящимся электродом свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся электродом и изделием возбуждают электрическую дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления и образуется ванна расплавленного металла. При этом в зону дуги подается защитный газ аргон, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. . =
=Чтобы разрушить оксидную пленку и не допустить взаимодействия алюминия с окружающим воздухом, сварку алюминия проводят в среде аргона на переменном токе. Этот вид сварки называется аргонодуговая сварка неплавящимся электродом в среде инертного газа на переменном токе.=
Как видим, мнения различны.
Источник: holodforum.ru
Пайка нержавейки в домашних условиях


Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля.
Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой. Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения.
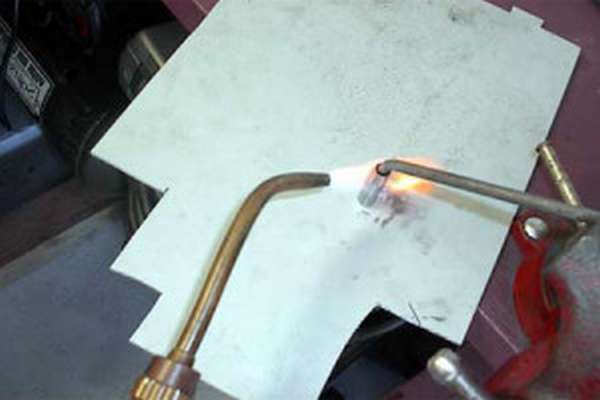
Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально.
О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным. По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту.
Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях

Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы. Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью.
То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки.
Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями.
Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка нержавейки в домашних условиях
Оцените, пожалуйста, статью
Источник: vtmstol.ru
Пайка металлов
Механические свойства стали зависят от ее структуры. Последняя определяется температурой нагрева и скоростью охлаждения стали. Наибольшую прочность сталь получает при закалке, когда она нагревается до температуры порядка 900гр. и быстро охлаждается в воде или масле. При этом в стали появляются так называемые внутренние напряжения, для снятия которых производится отпуск стали, т. е. небольшой нагрев с быстрым охлаждением.
Легированные стали, например типа хромансиль, для получения предела прочности при растяжении 130 кг/мм2 после закалки отпускаются при температуре 250гр., для получения прочности ПО кг/мм2 – при 550гр.
Применяется также высокий отпуск таких сталей до 700гр. с незначительным снижением прочности. Нагрев при температуре 700гр. и выше приводит к резкому разупрочнению стали.
Твердая пайка сталей осуществляется при довольно высоких температурах: медноцинковыми припоями – при 850-950гр., большинством серебряных припоев – при 750-800гр., медью и жаропрочными припоями – при 1100-1200гр.
При таком нагреве закаленной стали происходит местное снижение механических свойств паяного соединения. Поэтому для сохранения прочности пайку закаленной стали целесообразно вести при температуре ниже 700гр. Такую пайку в настоящее время успешно применяют при изготовлении деталей из закаленных легированных сталей.
В качестве припоя для пайки закаленных стальных изделий применяют серебряный припой ПСр 40 с температурой плавления 595-605гр. Пайку производят при температуре 620гр. с флюсами 209 или 284. При пайке закаленных сталей важно поддержание заданной температуры процесса. Чем выше эта температура, тем больше снижается прочность. При пайке газовым пламенем в отличие от пайки в печах или в жидких средах, поддерживать температуру 620гр. представляет трудности, так как газопламенная обработка металлов, как правило, проводится без каких-либо контрольно-измерительных приборов.
Поэтому основным критерием нагрева при ручной пайке является момент плавления припоя и цвет паяемого участка изделия. Иногда для замера температуры нагрева к паяемому изделию прикрепляют термопару. Такой метод контроля температуры неудобен и недостаточно точен.
Таким образом, качество пайки припоем ПСр 40 во многом зависит от квалификации специалиста, выполняющего работу. Только при наличии хороших навыков можно паять закаленную сталь газовым пламенем без снижения ее механических свойств. По окончании пайки изделие следует тщательно очистить от остатков флюса.
Источник: paika-metallov.ru
Как к стали припаять олово?
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали,
- меди, олова и латуни,
- цинка и никеля,
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).

Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
К прочтению: Горячее цинкование металла – экономичный способ защиты от коррозии
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Источник: xn—-ntbhhmr6g.xn--p1ai