Гибка нержавеющих труб обычно производится при строительных, ремонтных и монтажных работах, когда нужно сделать сгибы и переходы для максимально точной подгонки стыков трубопроводов. В этих случаях возникает необходимость сгибать трубу, но по причине неправильных действий есть риск ее повредить или же и вовсе сломать.
Для грамотного выполнения данной операции используют специальные устройства, в основном, трубогиб. Так, с учетом объема предстоящих работ, трубогиб может быть в промышленном или ручном варианте, о чем мы подробно расскажем далее.
Основные свойства нержавеющих труб

Нержавеющая сталь – металл, обладающий множеством качеств, делающих его незаменимым в медицине, промышленности, сфере ЖКХ или в быту. Основными свойствами стали являются: устойчивость к механическим воздействиям, стойкость к коррозии и агрессивным средам, возможность выдерживать высокие температуры.
сгибание хромированного рейлинга
Данные качества появились у нержавеющей стали благодаря основному элементу – хрому, а также иным легирующим добавкам, входящим в ее состав. Они делают изделия из нержавейки гладкими и приятными на ощупь.
Обратите внимание: нержавеющая сталь не взаимодействует с окружающей средой и безопасна для продуктов питания.
Гибка труб из нержавеющей стали имеет несколько преимуществ:
- готовое изделие не имеет дефектов;
- более низкая себестоимость работ по сравнению со сваркой, где требуется дополнительная обработка шва спецсредствами;
- новейшее листогибочное оборудование позволяет осуществлять изгиб заготовок и создавать самые сложные металлические профили;
- гибка нержавеющих труб ускоряет процесс производства, снижает процент брака и трудоемкость работ.

Гибка профилей из нержавейки имеет и недостатки, проявляющиеся в большей мере у тонкостенной продукции. Они выражаются в истончении стенок изделия, изменении его формы, а также в том, что:
- изделия приобретают овальную форму;
- растягиваясь в процессе изгиба, наружная стенка становится тоньше;
- внутренняя сторона покрывается складками и изломами;
- изделия из нержавеющей стали пружинят, поэтому уже по окончании гибки профиль меняет угол поворота и радиус изгиба.
Недостатки негативно сказываются на внешнем виде нержавеющих труб, а истончение стенок уменьшает ее прочность. Овальная форма снижает пропускную способность профиля и создает повышенное давление в системе.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для предотвращения таких изменений и сохранения округлой формы трубы применяют современные методы, которые не дают изделию деформироваться. Один из них заключается в заполнении нержавеющего профиля перед сгибанием упругим твердым материалом. Он должен изнутри не дать изделию потерять форму.

Таким наполнителем может стать: песок, резина, раскрошенная пробка, а иногда и вода. Для того чтобы наполнитель не высыпался, концы профиля затыкают пробкой. Наружный же сдвиг стенок ограничивают внешним фиксирующим роликом.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Жесткий наполнитель дает лучший эффект, поэтому такой метод приобрел большее распространение. Впрочем, сгибание нержавеющих заготовок, как правило, происходит с совмещением обеих защит – наружной и внутренней. Это приводит к оптимальному результату.
Возможности станков для гибки нержавеющей трубы

Гибка нержавеющей трубы по радиусу проводится на трехвалковом профилегибочном станке. Он позволяет сгибать изделия диаметром до 214 мм, при этом минимальный радиус зависит от толщины стенки и может быть равен от 4 до 6 диаметрам (мм) трубы.
Дорновый станок делает крутоизогнутый изгиб нержавеющего профиля. Минимальный радиус в зависимости от толщины стенок изделия составляет от 1,5 диаметра (мм) трубы. Станок осуществляет также пространственную гибку профильных нержавеющих изделий.
Виды гибки трубы из нержавеющей стали: промышленные и ручные
1. Промышленные виды гибки.
В условиях промышленного производства применяют несколько способов гибки профилей: обкатка, вальцовка, волочение, растяжение на опорах или трубогибом. Используемый метод зависит от размера изделия, его вида, а также объемов производства.
- Гибка трубогибом.

Трубогиб ручной применяют при небольших объемах работ, а также на строительных площадках для монтажа нержавеющих труб в отопительных системах. Его преимуществом является небольшой вес и мобильность. Он сгибает профиль на угол до 180°, а система смены роликов разного диаметра проста в применении. Сгибающий ролик под воздействием винтового штока может согнуть трубу диаметром 1,8 см.
Переносной электрический трубогиб применяется в местах, где есть доступ к электрическим сетям. Полная его комплектация содержит приспособления для гибки нержавейки разных размеров и радиусов изгиба. Большим преимуществом данного вида является наличие автоматического режима гибки, задний ход, изменение скорости сгибания и небольшой вес прибора.
В случае недоступности подключения электрических сетей можно воспользоваться аккумулятором.
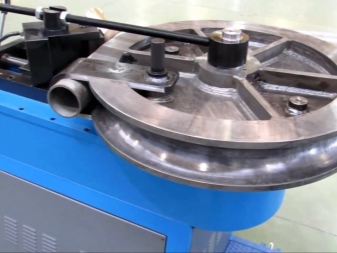
- Гибка методом наматывания.

Данный метод гибки нержавейки возможен только на специализированных станках. Используют его в машиностроении, мебельном производстве, а также в авиационной и космической сферах для получения профилей высокого качества с небольшим радиусом изгиба. При этом геометрия стенок изделия не должна изменяться.
Гибка изделия начинается с надевания его на дорн – специальное устройство, заполняющее профиль изнутри и не дающее ему деформироваться, и прикреплению его зажимом к гибочному ролику. Последний заворачивается, протягивает и наматывает на ролик заготовку до необходимого угла сгиба. Дорн же удерживает первоначальную форму и не дает изменить сечение.
- Гибка с помощью обкатки.
Станки для гибки методом обкатки используют при изготовлении небольших партий изделий, а также в строительной отрасли. Перед началом работы профиль прижимается к ручью ролика, остающегося неподвижным, и фиксируется. Круговыми движениями обкаточный ролик ведется по заготовке, сгибая ее до необходимого радиуса. Технология требует соответствия размеров ручья роликов и диаметра профиля.
Для применения данного способа требуются определенные параметры изделия – радиус изгиба должен быть ≥3,5D, стенки изделия должны быть толстыми. При этом может измениться сечение заготовки (до 10–12 %) и форма (на овальную). Станки для обкатки профиля просты в использовании и недороги.

Трубогибные станки для вальцов могут изгибать изделия в кольцо, дугу и даже в спираль (необходимо только задать шаг витка). Процесс изготовления делится на два этапа:
- Изделие натягивается, задается радиус изгиба и кривизна. Используется три ролика – в два конечных труба упирается, а средний подвижный натягивает профиль.
- Сила трения появляется за счет вращения ведущих роликов и трубы. Под ее воздействием и изгибается изделие. Труба движется в направлении вращения и происходит сгибание до необходимого радиуса. Если по окончании операции радиус оказался недостаточным, действие повторяют. При этом подвижный ролик прижимается чуть сильнее.
Толщина стенки изделия влияет на радиус изгиба профиля на трехроликовых станках. Радиус сгиба изделия для тонких стенок >10D, для толстых радиус = 10D, а для очень толстых = 5D.
Способ, позволяющий уменьшить радиус изгиба изделия, называется волочением. Используют его для тонкостенных профилей. Один из концов обжимают до нужного диаметра, протягивают через фильеру и крепят к гибочному шаблону зажимом.
Шаблон вращается и тянет изделие через фильеру. У нержавеющей трубы уменьшается диаметр, и происходит изгиб. Следует помнить, что при использовании данного метода стенка профиля истончается больше, чем при применении иных.

Растяжение – это метод, при котором изделие сгибается под воздействием ролика, нажимающего на трубу, при этом концы закреплены. В процессе растяжения профиль удлиняется, стенки его становятся тоньше, и он сгибается на нужный угол. Применяют данный метод нечасто.
- Гибка на опорах.
Для сгибания профиля на опорах применяется станок арбалетного типа. Изделие устанавливается на опорные ролики. Сгибание происходит посередине заготовки под воздействием нажимного ролика, которого толкает на трубу гидравлический привод или винтовой домкрат. На данном станке может быть проведена гибка нержавеющих труб большого диаметра ≤ 35 см. На рынке присутствуют и небольшие станки арбалеты, используемые для сгибания изделий, чей диаметр ≤ 10 см, они легче и являются переносными.
2. Способы гибки в домашних условиях.

В быту гибка профилей возможна двумя способами: ручным трубогибом или без него.
Обратите внимание: ручной домашний станок для сгибания заготовок, снабженный роликами разных диаметров, позволит сгибать изделия из нержавейки с такими же диаметрами.
Станок зажимают в тиски, в зависимости от диаметра профиля выбирают необходимые ролики и устанавливают между ними изделие, упирающееся одним концом в упор. Подвижный ролик сгибает заготовку под воздействием крутящейся рукоятки на нужный угол, после чего проверяется диаметр изгиба и изделие снимается с трубогиба.
Методика сгибания заготовки из нержавеющей стали без применения станка иная:
- Перед началом делается проволочная пружина с сечением ≤ 4 мм. Она должна свободно перемещаться внутри изделия.
- Пружину размещают в месте сгиба заготовки. К одному ее концу привязана проволочка для последующего быстрого извлечения из изделия.
- Заготовку сгибают с помощью шаблона или матрицы. Усилие увеличивают размещенным на противоположном конце профиля удлинителем.
- По окончании изгиба пружину вынимают.
Для того чтобы предотвратить возможные дефекты трубы, перед началом работ ее наполняют песком или водой, закрывая отверстия с обоих концов. Затем заготовку помещают в морозильную камеру и дожидаются превращения воды в лед. После чего проводят сгибание изделия вручную. По прошествии времени лед растает и вода сольется из трубы.
Использование правильной технологии и соблюдение техники безопасности позволит изготовить изделия требуемой формы без оборудования и подготовки.
Цена гибки нержавеющей трубы

Стоимость услуги гибки трубы из нержавеющей стали зависит от нескольких параметров, главными из которых являются толщина стенки и длина изделия. Сложность придаваемой конфигурации и объем заказа также влияют на конечную цену и ведут к удорожанию работы. Дополнительными параметрами стоимости являются износ оборудования и оснастки.
Цены на гибку нержавеющей стали на заказ в компании VT-Metall на ноябрь 2019:
Источник: vt-metall.ru
Загибаем трубы без трубогиба
Домашние мастера, которые привыкли все делать своими руками, нередко сталкиваются с задачей изгиба заготовок из трубы для постройки различных конструкций. Проще всего выполнить загиб трубы с помощью трубогиба, но не у каждого он имеется в наличии. В этом случае применяются специальные техники, которые помогут решить задачу с помощью подручных инструментов и самодельных приспособлений.


Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Чтобы получить необходимые результаты, потребуется приложить определенные усилия на профиль или выполнить предварительный нагрев металла, а уже затем производить его гибку.


Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.


Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ.


Обзор методов
Согнуть арматуру в домашних условиях своими руками правильно и красиво, чтобы сделать дугу для теплицы, для навеса или для садовых качелей, поможет трубогиб.
С его помощью также можно самому изогнуть и квадратную стальную трубу, например, сечением 15х15 мм под 90 градусов или ровно закруглить ее таким образом, чтобы получить круглую деталь.


Трубогиб работает при помощи ведущего колеса и роликов. Профтруба перемещается через трубогиб, и одна из ее граней аккуратно сгибается в нужном направлении. Все трубогибы делятся на 2 группы.
- Электрическая модель. Такое устройство оправдывает себя в ситуациях, когда необходимо выполнить большой объем гибочных работ на заготовках с большим диаметром или сечением. Приспособление работает от обычной электросети 220В, причем колесо и ролики приводит в движение электропривод. Использование трубогиба позволяет выполнять большой объем работ с экономией сил и времени.
- Механическая модель. Колесо для проката заготовки приводится в движение вручную при помощи специального рычага. Это приспособление подходит для заготовок с небольшим диаметром или сечением.

Чтобы сгибание трубы было проще выполнить, заготовку перед этим необходимо хорошо прогреть, это подготовит металл, сделав его более гибким. Нагревать поверхность заготовки нужно равномерно по всей рабочей области. Для этой цели используют газовую горелку или паяльную лампу. Площадь прогрева должна быть равна размеру, соответствующему диаметру заготовки, умноженному на число 6. После нагрева металла нужно незамедлительно приступать к приданию заготовке новой формы, не допуская остывания.

Следует знать, что многократные циклы нагрева и остывания приводят к тому, что структура металла становится хрупкой.
В том случае, когда выполнение гибочных работ носит разовый характер, приобретать это устройство становится экономически невыгодно. В случае когда заготовка имеет небольшие размеры, а к точности радиуса изгиба не предъявляются повышенные требования, выполнить гибку можно в домашних условиях. Для этих целей потребуется проявить смекалку и использовать те инструменты или приспособления, которые есть у каждого домашнего мастера в хозяйстве.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка.

Использование болгарки
На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе. Чем больше радиус – тем больше насечек необходимо сделать.
После такой перфорации трубу можно согнуть руками и получить нужную деталь. Насечки после выполнения сгибания потребуется заварить сварочным аппаратом. После сварки швы необходимо тщательно зашлифовать, чтобы сделать их гладкими. После шлифовки деталь можно покрасить для защиты металла от коррозии – готовое изделие будет иметь аккуратный и красивый внешний вид. Но следует знать, что идеального закругления таким способом получить невозможно, так как оно будет состоять из нескольких коротких прямых участков трубы, состыкованных друг с другом под некоторым углом.


С помощью песка
Для работы потребуются обычный речной песок и 2 клинышка, выструганные из дерева. Первым делом в один конец профтрубы забивают деревянный клин. Затем в полость трубы засыпают песок – он должен быть сухими и просеянным. После заполнения можно забить второй клин в противоположный конец трубы.

Теперь нужно зафиксировать один конец трубы в тисках, после чего второй конец используется как рычаг, и при приложении усилия труба сгибается.
Чтобы упростить процедуру сгибания, металлическую трубу нагревают. Когда изгиб будет выполнен, деревянные клинья удаляют, а песок из трубы высыпают. Такой способ обеспечивает аккуратный и равномерный сгиб даже на тонкостенных заготовках.


С помощью воды
Для процесса изгибания профильной трубы нужно запастись деревянным клином. Клин вбивают в конец трубы в виде заглушки. Затем в трубу наливают воду и дают ей при минусовой температуре замерзнуть. После того как вода замерзла, трубу можно сгибать в нужном месте. Далее вода должна растаять, и ее вместе с клином удаляют из трубы.
Сгиб получается равный и красивый. Такой способ подходит только для тех материалов, который не боятся коррозии.

Метод с пружиной
Это приспособление используют внутри заготовки. Диаметр пружины нужно выбирать на 2 мм меньше диаметра заготовки. Пружина используется для того, чтобы при процессе сгибания забрать часть силовой нагрузки, которая возникает при изгибе, на себя и тем самым защитить трубу от излома.
Пружину вставляют внутрь трубы и руками изгибают до нужного диаметра. После работы пружину вынимают.
Чтобы облегчить этот процесс, к концам пружины заранее привязывают прочную тесьму или веревочку, за которую при извлечении можно потянуть. Такой метод подходит для изгиба пластикового металлопрофиля.

Перечисленные методы используются для разных материалов. Например, профтрубу из нержавейки можно сгибать, применяя метод с песком или водой, а метод нагрева этому материалу противопоказан. Что касается профильной трубы с квадратным, прямоугольным или овальным сечением, то выполнить их изгибание без деформации внутреннего радиуса невозможно.
В этом случае можно воспользоваться методом с выполнением насечек при помощи болгарки. Медную трубку лучше всего изгибать, используя методику нагрева металла. Тем же способом сгибают и алюминиевые заготовки. Специалисты считают, что для работы горячим методом лучше всего брать заготовки с небольшим размером сечения или диаметра.

Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.

Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Источник: stroy-podskazka.ru
Как гнуть трубы: делаем без использования специального инструмента
Наверняка многие домашние мастера неоднократно сталкивались с необходимостью сгибания всевозможных труб небольшого диаметра по определенному радиусу или придания им необходимой округлой конфигурации. В промышленных масштабах для этих целей используется специальное оборудование, однако в данном случае вопрос стоит по-другому: как загнуть трубу без трубогиба в домашних условиях?

Изготовление гнутых деталей из металлических профильных труб.
Самостоятельное сгибание труб
Для того чтобы помочь читателю разобраться с этим вопросом, в данной статье будут рассмотрены несколько способов сгибания труб круглого и прямоугольного сечения, изготовленных из различных материалов (см.также статью “Дефлектор на трубу – что это такое и зачем он нужен”). Также здесь будет представлена подробная инструкция, в которой пошагово описаны все этапы выполнения этой операции с использованием набора обычных бытовых слесарных инструментов.
Сгибание стальных труб
Сталь сама по себе является достаточно жестким материалом, однако при нагревании до высокой температуры она становится более пластичной, что позволяет придавать изделиям из стали практически любую необходимую форму. Для того чтобы своими руками согнуть дугу или окружность из стальной круглой трубы, кроме обычного слесарного инструмента понадобится еще газовая горелка. Для этого необходимо:
- Зафиксировать стальную трубу в тисках. Чтобы не смять стенки нужно на участке зажима предварительно вставить в нее металлический пруток подходящего диаметра.
- При помощи газовой горелки разогреть участок будущего изгиба до появления характерной окраски металла ярко красного цвета.
- Короткими несильными ударами молотка придать разогретой детали необходимую конфигурацию, контролируя радиус изгиба по заранее изготовленному шаблону.
После остывания готовая деталь сохранит свою форму, а металл снова приобретет прежнюю жесткость и высокую механическую прочность.

Оптимальная температура для начала выполнения работы.
Совет! Описанный способ нельзя использовать для сгибания стальных оцинкованных труб, так как цинк при нагревании до высокой температуры выгорит, в результате чего пропадут его антикоррозионные свойства.
Сгибание труб из цветных металлов
Цветные металлы, например медь или алюминий обладают высокой пластичностью, однако по причине недостаточной прочности противоположные стенки трубы могут не выдержать разнонаправленной нагрузки (сжатие и растяжение), в результате чего образуется их разрыв или смятие.
Для того чтобы равномерно распределить локальные внутренние напряжения материала, используют несложную технологию гибки тонкостенных труб из цветных металлов.
- Перед тем как гнуть алюминиевую трубу нужно подобрать подходящую стальную пружину так, чтобы ее диаметр примерно соответствовал внутреннему диаметру трубы, а ее длина была не короче длины сгибаемого участка.
- Привязав к пружине прочную длинную проволоку, вставить ее внутрь трубы, расположив примерно по центру предполагаемой дуги.
- Деталь аккуратно зажать в тиски, не прилагая больших усилий, чтобы не раздавить тонкие стенки из мягкого материала.
- При помощи газовой горелки разогреть место будущего сгиба до температуры, при которой начинает тлеть бумага.
- Взявшись рукой в перчатке за свободный конец трубы, согнуть разогретую деталь по необходимому радиусу.
- После остывания детали, при помощи оставленного конца проволоки извлечь пружину из внутреннего просвета трубы.

Использование специальной пружины для изготовления радиусных деталей.
Совет! Цветные металлы обладают высокой теплопроводностью, поэтому при работе с разогретой деталью следует соблюдать осторожность, чтобы не получить ожоги.
Гибка металлопластиковых труб
Для работы с металлопластиковым водопроводом существуют специальный инструмент, однако его цена не стоит того чтобы покупать сантехнический трубогиб для домашней коллекции инструмента. Металлопластиковые трубы достаточно пластичны, поэтому им можно придавать любую необходимую конфигурацию. Дуги с большим радиусом можно изгибать руками, выполняя короткие плавные движения и постепенно придавая ей необходимую форму и угол изгиба.
Для изготовления дуги с маленьким радиусом или разворота на 180° можно воспользоваться более сложным, но в то же время действенным методом.
- Нарезать тонких медных проволочек в таком количестве, чтобы ими можно было полностью заполнить внутренний просвет металлопластиковой трубы.
- Вставить их внутрь таким образом, чтобы они полностью заполняли трубу в месте изгиба и в то же время все их концы оставались снаружи торца трубы.
- Прилагая достаточно большое усилие руками, придать будущей детали необходимую форму, после чего извлечь по одной все проволочки из внутреннего просвета трубы.

На фото показан набор ручного инструмента для работы с металлопластиковыми водопроводами.
Совет! В качестве заполнителя рекомендуется использовать медные проволочки без ПВХ изоляции, потому что она может замяться и затруднить их дальнейшее извлечение после окончания работы.
Сгибание профильного металлопроката
Пластическая деформация стальных и алюминиевых профильных труб осложняется наличием боковых граней, которые при этом являются ребрами жесткости, поэтому требуют приложения дополнительных усилий при работе.
Для того чтобы сохранить правильный профиль конечного изделия, и не допустить заломов и разрывов металла, внутреннюю полость необходимо заполнить плотным подвижным материалом.
- Для отрезка трубы подготовить две деревянные, резиновые или пластиковые заглушки, которые должны плотно входить в ее внутренний просвет.
- С одного торца трубы вставить заглушку, затем со второго торца полностью заполнить весь внутренний объем песком, после чего в другой торец вставить вторую заглушку.
- Зимой вместо песка можно использовать воду. Залив ее, и установив заглушки нужно вынести деталь на балкон до полного застывания воды во всем внутреннем объеме.
- После этого можно приступать к формированию дуги при помощи молотка или резиновой киянки, зажав деталь в тисках, или уложив ее края на устойчивые прочные опоры.
Этот способ также может пригодиться тем домашним умельцам, которые не знают, как гнуть трубу из нержавейки или оцинкованного черного металла.

Специальные тиски для фиксации и зажима круглых деталей.
Заключение
Прочитав данную статью, становится понятно, что существует достаточно много способов, которые могут помочь домашнему мастеру изготовить деталь водопровода или фигурное изделие из металлических труб в домашних условиях, даже не имея специального оборудования.
Чтобы получить дополнительную информацию по интересующему вопросу, можно посмотреть видео в этой статье или почитать похожие материалы на нашем сайте.
Источник: gidroguru.com
Как правильно согнуть нержавеющую трубу
В процессе работ требуется согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки мы и поговорим.

Нержавеющая сталь — это легированная сталь, устойчива к коррозии и агрессивным средам. Базовым элементом легирования выступает хром. Для усиления антикоррозионных и улучшения физических свойств, нержавеющую сталь дополнительно легируют и другими элементами. Из-за этого труба из нержавейки обладает замечательным набором свойств:
- устойчивость к агрессивным средам и коррозии;
- приятный внешний вид обработанной поверхности;
- высокая устойчивость к термическому воздействию;
- повышенная механическая прочность.
Благодаря этим достоинствам материал получил широчайшее применение: в промышленности, на транспорте, в медицине и, конечно, в быту. Зачастую, во время ремонтных или строительных работ, домашнему мастеру приходится использовать конструкции из труб криволинейной формы. Не всегда необходимая конфигурация имеется под рукой, поэтому приходится самостоятельно додумывать, как согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки в домашних условиях мы и поговорим ниже.
- 1 Ручная гибка
- 2 Гибка с помощью трубогиба
- 2.1 Гибка с помощью арбалетного типа
- 2.2 Гибка с помощью электрического трубогиба
Ручная гибка
Простейшая схема гибки трубы представлена на Рис.1. Она состоит из двух элементов, жестко закрепленных на некоторой поверхности:

- упор – фиксирует один конец трубы в процессе изгиба;
- радиусное основание – вокруг него прикладывается усилие со стороны второго конца трубы.
Геометрия поверхности радиусного основания, в которую упирается труба во время изгиба, играет роль матрицы для формирования стенки по внутреннему радиусу изгиба.
Классическим способом холодного сгибания вручную является применение станка Вольнова (рис. 2).
Схема конструкция станка несложная:

- упорная скоба;
- хомут с рукояткой;
- подвижный ролик;
- шаблонный ролик;
- изгибаемая деталь.
Этот очень простой в использовании ручной станок позволяет сгибать трубу на необходимый угол. Повысить его универсальность можно путем применения комплектов съемных роликов.
На строительной площадке легко изготовить следующее незатейливое приспособление. В бетонной плите проделываются отверстия по дуге нужного загиба. В них фиксируются твердые металлические штыри, которые можно забетонировать, чтобы не выпали во время действия. Труба заводится в упор с одного края дуги и загибается по линии, обозначенной штырями.
В качестве упора используется тот же металлический прут или трубный отрезок, зафиксированный в бетонной плите. Здесь реализована схема, представленная на Рис. 1, где в качестве упора и радиусного основания выступают штыри.
Изгибание негативно влияет на эксплуатационные характеристики трубы. Возникают разные недостатки, основными из которых являются:
- утончение наружной стенки на внешнем радиусе изгиба;
- наличие сплющивания и образование складок внутри изгиба;
- изменение сечения трубы, которое в месте изгиба приобретает форму овала.
Для предотвращения деформаций можно воспользоваться прокаленным речным песком. С одного конца труба закрывается заглушкой, со второго конца засыпается песок и тоже забивается пробкой. Затем производится гибка нержавейки, после чего песок удаляется.
Гибка с помощью трубогиба
Для гибки труб из нержавейки можно использовать рычажные трубогибы (рис. 3), которые позволяют выполнить работу, применяя только мускульную силу человека. Достоинствами таких приспособлений являются:

- относительная дешевизна;
- компактный размер;
- удобство применения на весу или в тисках;
- легкость гибки из-за большого плеча рычага;
- регулируемость положения рычажного плеча для наилучшей ориентации гибки и передачи усилия;
- быстрая смена элементов;
- возможность загиба до 180 градусов.
Ручные трубогибы с механическим винтовым штоком позволяют гнуть трубу из нержавейки до 18 мм в диаметре. Лидерами в производстве такого рода приспособлений являются компания из США RIDGID и немецкая фирма REMS.
Гибка с помощью арбалетного типа
Большое распространение получил трубогиб для нержавейки, по форме напоминающий арбалет. Принцип его работы состоит в том, что труба размещается на две точки опоры, которые вращаются вокруг своих осей. Гибочный профиль соединен со штоком гидравлического или винтового домкрата так, что усилие прикладывается к средней части трубы между точками опоры.
Такой метод позволяет сгибать трубу до 351 мм в диаметре, при угле сгиба до 90 градусов. Легкие, компактные переносные трубогибы такого типа позволяют гнуть трубу из нержавейки диаметром до 4 дюймов. Усилие изгиба создается штоком различного исполнения. Различаются также конструкции рамы устройства:
- гидравлика, ручной привод; открытая рама (Рис.4);
- то же, с закрытой рамой (Рис.5);
- гидравлика, электропривод, открытая рама (Рис.6);
- то же, с закрытой рамой (Рис.7).
 Рис. 4
Рис. 4  Рис. 5
Рис. 5  Рис. 6
Рис. 6  Рис. 7
Рис. 7
Аппараты с открытой рамой предназначены для труб с диаметром не более 1 дюйма. В них толкающая сила поршня не превышает 80 кН. Аналогичные устройства с закрытой рамой применяются для изгибания труб, диаметром до 4 дюймов. Рама придает повышенную жесткость в процессе работы с большими усилиями. Толкающая сила поршня доходит до 200 кН.
Одноконтурная гидравлическая система оснащена пружиной, что облегчает работу, так как можно быстро отводить поршень, легко и точно выполнять работу. А наличие электропривода еще больше облегчает и ускоряет ее, поскольку здесь не требуется приложение физической силы.
Гибка с помощью электрического трубогиба
К числу наиболее практичных устройств для гибки труб из нержавеющей стали относятся электрические трубогибы (рис. 8). Они легкие по весу, без дополнительных усилий переносятся с места на место, и могут применяться непосредственно на строительной или ремонтной площадке, а также на месте будущей установки выполняемой конструкции.
Стоит такой аппарат недешево, однако обладает следующими исключительными характеристиками:
- универсальность – благодаря наличию комплекта сегментов и упоров для гибки различных диаметров, материалов и радиусов изгиба;
- угол сгиба до 180 градусов;
- автоматический режим (нет никаких предварительных манипуляций);
- регулировка скорости хода, наличие реверса хода;
- возможность использования без тисков в любом месте;
- практически полное отсутствие деформации трубы в месте изгиба за счет идеального согласования гибочного сегмента и упора;
- плавность подачи;
- легкость применения, быстрая смена насадок;
- высокая скорость работы;
- компактность и небольшая масса за счет высокой удельной мощности привода.
Если в месте работы нет электросети, то можно использовать электрический трубогиб с аккумуляторным приводом (рис. 9).
 Рис. 8
Рис. 8  Рис. 9
Рис. 9
Приобретение фирменного трубогиба в личное пользование – удовольствие дорогое. Тем не менее, есть возможность воспользоваться ими через систему проката инструмента, которая уже достаточно развита у нас в стране. Для разовых работ затраты получаются небольшими. При этом можно выбрать именно тот инструмент, который подходит под ваши нужды.
Источник: wikimetall.ru