
Располовинить не проблема!Пресс, проставки и больше ни чего не надо. Вот соосно потом собрать, без оборудования и приспособлений не получится.
Если подшипник не стучит, то не трогай его, он почти вечный (основная нагрузка на крайние приходится
HiTEX
С нами с 12.03.2014 Сообщения 13 235 Репутация 18 189 Возраст 58 Откуда Алма-Ата
Ремонт коленвала лодочного мотора. Вопрос
для понимания алгоритма
Партизан102
С нами с 14.03.2018 Сообщения 130 Репутация 52 Возраст 32 Откуда Уфа
Ремонт коленвала лодочного мотора. Вопрос
для понимания алгоритма
Спасибо. Смотрел. Первый раз проделываю процедуру, отсюда вопросы. Пирамида понятна не полностью, верх и стороны видно, а как выглядит низ данной пирамиды, вопрос.
Партизан102
С нами с 14.03.2018 Сообщения 130 Репутация 52 Возраст 32 Откуда Уфа
Ремонт коленвала лодочного мотора. Вопрос
Коленвал Ямаха (Yamaha) для подписчика.
Располовинить не проблема!Пресс, проставки и больше ни чего не надо. Вот соосно потом собрать, без оборудования и приспособлений не получится.
Если подшипник не стучит, то не трогай его, он почти вечный (основная нагрузка на крайние приходится
Пресс есть. С проставками не совсем понятно, как делить центр, у меня с пальцев вылезли.
По поводу сборки, призмы есть, индикаторная стойка есть , правда одна, но думаю будет достаточно.
Появился звон в голове, разобрал, есть люфт шатунного подшипника, распрессовал верхний и нижний кривошип, нижний палец съело, подшипник как не распался хз, видать благодаря нормальной смазке, с проставками-шайбами шатуна проблемки, только на заказ, до сих пор жду. 1 палец , шатун и все подшипники на замену.
Пока запчасти не пришли, подвернулся б/у вал но подшипник по центру не в лучшем состоянии, крутится с обычным шумом, есть небольшой люфт, хочу его располовинить и заменить, чтобы не помер в неподходящий момент, или накинуть новые вверх и низ а на центральный набить смазки и не трогать?
Партизан102
С нами с 14.03.2018 Сообщения 130 Репутация 52 Возраст 32 Откуда Уфа
Ремонт коленвала лодочного мотора. Вопрос
И ещё один вопрос. У сузуки до 30 ЛС стоят радиально упорные подшипники, у Сузуки ДТ 40 верхний подшипник роликовый цилиндрический, задумался ради эксперимента поставить на Сузуки 15 верхний тоже роликовый цилиндрический, что скажете? Нагрузку держат больше чем родные, диапазон рабочих оборотов выше стандартных.
Источник: www.rusfishing.ru
Замена коленчатого вала на моторе Вихрь
При достаточном опыте, изготовив несколько простых приспособлений, можно успешно и грамотно заменить изношенные коленчатый вал и подшипники и в домашних условиях.
Чтобы приступить к этой работе, нужно, руководствуясь инструкцией, разобрать двигатель и снять верхнюю и нижнюю крышки картера. Дальнейшую разборку и разъединение половин коленвала нужно выполнять, только используя приспособление для удержания коленвала от проворачивания и специальный ключ для отвинчивания стяжного болта. Удержание коленвала за нижний квадрат в тисках недопустимо, так как возможен проворот шатунного пальца в щечках коленвала и порча вполне еще работоспособной детали.
YAMAHA 30D. Очередной конструктор [часть 2]. Заменили подшипники коленвала

Перед отворачиванием стяжного болта удаляется длинный шплинт, контрящий болт в щечке полуоси коленвала верхнего цилиндра, болт выворачивается специальным ключом и обе половинки вала с золотниками снимаются со средней опоры. Затем средняя опора ставится лабиринтовым уплотнением вниз и ударами по кольцу 2.102—002 выколоткой из мягкого металла (меди, алюминия), вставленной в специальные прорези картера, удаляется уплотнение и наружное кольцо со средним игольчатым подшипником. Подшипники верхней и нижней коренных опор также вынимаются при помощи выколоток, причем предварительно из нижней крышки картера удаляются уплотнительные манжеты.
Промыв подшипники в бензине, следует убедиться в возможности их дальнейшего использования: отсутствии выкрашивания на беговых дорожках, шариках и иголках, целости сепараторов, свободном вращении без треска и заеданий, отсутствии радиального и осевого люфтов. После четырех-пятилетней эксплуатации, как правило, подшипники верхней и нижней коренных опор нуждаются в замене. Допустимый радиальный зазор у подшипников № 205, 305 и 60205 может быть от 0,010 до 0,024.

Какой же коленвал можно признать годным к дальнейшему использованию?
В бронзовой втулке малой головки шатуна не должно быть надиров, следов трения по торцам и проворота втулки в шатуне. Шатуны должны свободно вращаться на пальцах кривошипов без каких-либо заеданий и торможения. Через боковые прорези в большой головке нужно тщательно проверить состояние роликов (отсутствие повреждений рабочих поверхностей).
Коренные шейки коленчатого вала не должны иметь выработки на рабочих диаметрах. Размеры эти должны быть в пределах: диаметр верхней шейки — 25-0,008-0,022 мм, средней — 35 ±0,008 мм, нижней — 25-0,008-0,022мм. Допустимый радиальный зазор в подшипнике средней опоры — 0,017÷0,053.
Осмотрев все детали и заменив изношенные, приступаем к сборке двигателя. Само собой разумеется, что при сборке нужно тщательно следить за чистотой деталей и рабочего места.

Сборка картера начинается с запрессовки в него подшипников: вначале они прессуются в крышки и среднюю опору, а потом крышки надеваются на среднюю часть картера, собранную с коленчатым валом, и соединяются с ней. В верхнюю крышку одновременно запрессовываются два шариковых подшипника — 60205 и 205 с установленным между ними сальником 2.214-000 в распорном кольце (втулке) 2.103-004. Делается это так: подшипник 60205 кладется защитной шайбой вниз и его полость заполняется смазкой ЦИАТИМ-201, которая обеспечит необходимую смазку подшипника в течение всего ресурса двигателя.
Затем на него сверху устанавливается распорное кольцо 2.103-004 со вставленным сальником 2.214-000 пружинкой кверху и подшипник 205. Нагретая в течение 5 мин до 60—80° верхняя крышка ставится полостью кривошипной камеры вверх и посадочное место под подшипник смазывается автолом. В пакет подшипников вставляется внутренняя оправка, имеющая упор в наружное кольцо подшипника, и весь узел прессуется в гнездо до упора в буртик. Подшипник нижней коренной опоры (205 у мотора «Вихрь» и 305 у мотора «Вихрь-М») запрессовывается также в предварительно нагретый картер упором в наружное кольцо подшипника. Сальники 2.112-000 нижней кривошипной камеры заполняются смазкой ЦИАТИМ-201 и вставляются в гнезда так, чтобы обе пружины были направлены наружу.

На следующем этапе приступаем к монтажу узла подшипника средней опоры. Вначале в гнездо до упора в буртик ставится кольцо 2.102-002. Затем прессуется втулка 2.102-003, предварительно смазанная автолом, до упора в кольцо 2.102-002 (картер перед запрессовкой также нагревается). После этого в оба сепаратора 2.142-001 вставляются ролики 2,5 X 12 и вместе с ними устанавливаются во втулке. Остается запрессовать лабиринтовое уплотнение 2.102-001 до упора во втулку и все подшипниковые узлы коренных опор смонтированы.
Теперь можно приступать к установке коленвала. На выступающий из щеки нижней полуоси коленвала палец шатуна надевается пружинная шайба 2.131-004, а на штифт — пружинная шайба 2.131-003 (выпуклой стороной в сторону щеки) и нижняя золотниковая шайба (скосом в сторону щеки). Полуось осторожно вводится в подшипник средней опоры со стороны лабиринтового уплотнения. Аналогично устанавливается золотниковая шайба 2.131-001 на верхнюю полуось коленвала. Скос шайбы также должен быть направлен к щеке верхней полуоси.
Затем верхняя полуось вставляется в среднюю часть картера со стороны верхнего фланца. При этом необходимо расположить полуоси так, чтобы риски, нанесенные на наружном диаметре щек, были расположены по одной прямой вдоль оси коленчатого вала. После этого полуоси стягиваются болтом, находящимся на коленчатом валу. Удерживать коленчатый вал от проворота можно только специальным приспособлением и при этом следить, чтобы не выпали пружинные шайбы золотников.

Стяжной болт затягивается специальным ключом до совпадения отверстий под шплинт, проходящих через щеку коленчатого вала и головку стяжного болта. Перетягивать сверх совпадения отверстий и затем ослаблять стяжной болт нельзя.
После совпадения отверстий необходимо вставить шплинт ∅3,2X50, произвести его легкую усадку, без деформации головки, и развести концы вдоль щеки в противоположные стороны, обрезав их, если они чрезмерно длинны. Чтобы определить толщину регулировочных шайб, необходимых для обеспечения осевого перемещения коленчатого вала, производится предварительная сборка всего картера.

Для этого его верхняя крышка с прокладкой 2.101-001 напрессовывается на коленчатый вал и стягивается со средним картером при помощи трех симметрично расположенных болтов. Затем между буртиком нижней цапфы коленвала и подшипником фаской в сторону коленвала устанавливается одна из шайб: 4.101-003 (у моторов «Вихрь-М») или 2.101-002 (у моторов «Вихрь»), Нижняя крышка также напрессовывается па коленчатый вал и крепится через прокладку 2.101-001 к средней части картера при помощи трех симметрично расположенных болтов. Картер устанавливается плоскостью крепления цилиндров вверх и шатунная шейка нижнего шатуна также выводится вверх (в положение ВМТ). Коленчатый вал перемещается (отжимается) сначала, например, к нижнему коренному подшипнику, затем к верхнему и индикатором замеряется величина перемещения.
По результатам полученных замеров подбирается толщина регулировочной шайбы 4.101-003 под нижнюю крышку (шайба ставится обязательно) и 2.101-002 под верхнюю крышку (при необходимости). Допустимое осевое перемещение коленчатого вала должно быть в пределах 0,05÷0,3 мм.

После этого верхняя и нижняя крышки картера снимаются, на коленчатый вал ставятся подобранные шайбы, прокладки 2.101-001 смазываются герметиком и устанавливаются на фланцы картера. Проверяется совпадение отверстий в них и во фланцах, верхняя и нижняя крышки картера окончательно напрессовываются и затягиваются все болты крепления. Рекомендуется повторно проверить осевое перемещение.
Напрессовку верхней крышки картера на коленчатый вал, как при предварительной, так и при окончательной сборке, необходимо производить с навернутой на резьбу хвостовика коленчатого вала специальной конусной оправкой, которая предотвращает спадание пружины с сальника 2.214-000 при монтаже. Оправка изготавливается так, чтобы в месте перехода конуса в шейку коленвала отсутствовал уступ. Дальнейшая сборка двигателя выполняется по инструкции.
Следует предупредить любителей, производящих ремонт самостоятельно, что раскомплектовывать полуоси коленчатого вала, а также детали картера (верхнюю, среднюю и нижнюю части) нельзя, так как на заводе посадочные поверхности под подшипниковые узлы в них обрабатываются совместно (в сборе) и при замене одной какой-нибудь части нарушается соосность.
Источник: vih.su
Нижняя крышка картера — проточка для замены сальников
В нижней части картера расположены два сальника, одеваемые на нижний хвостовик коленвала. Их цель – препятствовать выпуску сжимаемой в картере топливной смеси наружу. От выпадения в дейдвуд они закрыты крышкой-перегородкой. Из-за этого возможность замены сальников без разбора картера (выпрессовки коленвала) исключена.
Доработка: срезание нижней перегородки картера и установка третьего сальника.
Ну и в двигателе на нижнем одну со стороны сальников бы оставил, на верхнем бы обе удалил. Выскажитесь, плиз, по этому вопросу.
Результат: появляется возможность провести ревизию или замену сальников без выпрессовки коленвала.

Вариант доработки блока при наличии токарного станка. Сальники, фторопластовая шайба (как защита сальников от воздействия выхлопа), пружинное стопорное кольцо. Шайба не запресована, а просто вставлена там зазоры по наруже и отверстию 0,1-0,2 мм. Так что, уберешь стопор сама выпадет, а нет то тем же саморезом выдернуть.

Итак, есть промежуточный результат, поэтому можно написать. Собрал двигатель учитывая рекомендации уже озвученных и не озвученных товарищей. Перед посадкой КВ убрал на нижней крышке простенок под сальниками. Сделал канавку под стопорное кольцо.

Канавку делал бор-машинкой


Так после запрессовки сальников
Обязательно сделать шайбу на хвостовик КВ, самое простое из люминьки от пены для бритья отрезать, приложить к хвостовику, под углом 45 градусов обстучать по кругу(хвостовик=торец как зубило люминьку вырежет отверстие с выгибом наружу), далее ножницы и два винтика м2,5-3. Между шайбой и сальником полость полностью заполнить литолом=циатимом, сальники дольше проживут.
Нижняя часть картера дорабатываеться ставиться или защитное кольцо или третий сальник без пружинки воротником наружу и клеиться к среднему, над ним верхние два сальника пружинками в сторону коленвала.
> Всем привет! Сальники гребного вала (16/35) и сальники не смог найти в импортных аналогах
Сальник по импортным аналогам — подходит от топливного насоса «фирмы Хитачи » обьем мотора -2 и 2,5 литра — это » Тойота, Мацда и.т.д.. Самолично менял Покупал в лабазе сальников для иномарок — цена 102 руб за штуку. Его размер 31Х20Х7 В «Ветре стоят второй год. Правда нижняя опора расточена под установку сальников снаружи, так наружный, который без пружинки, как манжета — наш, а импортные — 2 шт. На дизеле работает уже третий год — полет нормальный.
Если есть доступ к токарному станку, тогда можно выточить из трубы стакан D31 со стенкой 0.5, запрессовать его и использовать сальники на 30 мм. И ничего разбирать не надо. У меня второй год замененный таким образом ходит.

Изготовить такую шайбу, запрессовать новые сальники. Шайбу крепим винтами м3 в потай. Хватит двух штук под 180 гр. Вернусь к шайбе — ее после крепления размечаем и дополнительно обрабатываем под трубку воды и по контуру прокладки.
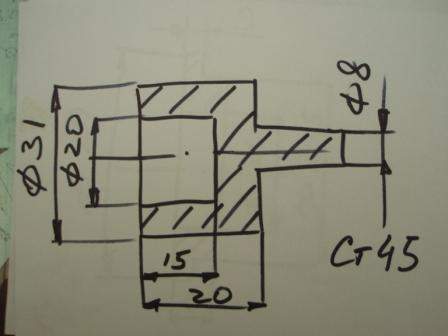
Весна далеко, а пока хочу поделиться небольшим опытом.В частности извлечения нижних сальников коленвала «ветерка». Правда для этого нужен токарь либо токарный станок. Последний для меня не проблема и на нем изготовил из стали ст45 вот эту фрезу


Так после простой заточки.
Нажовкой делаешь восемь пропилов глубиной пять миллиметров, трехгранным напильником заваливаешь сектор, я просто болгаркой на глаз зуб нарезал.



ant107- все гораздо проще, остро отточенная отвертка в качестве зубильца и нормально-правильно заточенный сапожный нож, далее без фанатизма за полчаса с перекуром две перегородки удаляються-состругиваються без напряга(причем нижняя шейка КВ не царапается, получается гораздо аккуратнее, вместо шайбы-защитной ставиться третий сцальник(один из выковырянных, или новый торцом приклеенный к среднему, без пружинки).
Просто остро заточенным сапожным люминь строгается легко(главное и контрольное правильно-остро заточенный). Сначало остро заточенной отверткой срубываеться внутрянка, но так, чтобы металл не деформировался далее от срезаемого, а далее ножичком по кругу (только не надо много захватывать, а по чуть-чуть и по кругу). Короче легко с 1-2 перекурами
Канал перекачки конденсата
Всем привет! Вопрос к знатокам. Я разбирал несколько Ветерков и не в одном не видел в канале перекачки конденсата от нижней опоры к верхней даже малейших следов масла. Этот канал имеет очень большой объем и мне кажется из-за этого система не работоспособна. Большая часть моторов вообще не имеют такой системы и тем не менее прекрасно работают.
Вот я и думаю, что если вообще заглушить эту систему. Смазки для верхнего игольчатого подшипника я думаю должно хватать и так. Кто что думает по этому поводу?
Pavel0805 в какой-то теме писал о переделке. Суть — тонкая трубочка, а остальной объем заливается эпоксидкой или холодной сваркой. С этим все понятно, но остаются два момента: клапан стоит вертикально и мне кажется, что его нужно подпружинить по принципу клапана бензонасоса в автомобиле.
Второе: прокладку надо будет делать новую (без выреза под канал) иначе смысл переделки теряется, будет сифонить через выемку в прокладке. Есть еще идея сделать трубку вообще снаружи картера, но как тогда пристроить туда клапан? Помню в теме про Волгарь Бешеный писал о том, как он переделал данную систему на этом моторе. Но там не было ни слова сказано о клапане.
Что? Тоже конструкция «возбуждает» на определённые действия:-)))
Тем то и ценны наши моторы, потому как ним приложить руки хочется. А несовершенность конструкции — это издержки массового производства. Прокладку действительно сделать сплошную. Всё верно. Клапанок и в этом своём положении прекрасно работает, и пружинка ему уж точно не нужна.
Просто внимательно отнестись ко всей системе перекачки и к клапанку в частности. Придётся «понасиловать» продавца зч в магазе выбираючи, а лучше из старых запасов. (кстати заметишь разницу)
Главное ничё не бойся. Просто делай думаючи, и моторчик отблагодарит тебя ровным «журчанием»
Удачи.
На счет доработки канала перекачки — все верно, но лучше не просто эпоксидкой=холодной сваркой, а залить трубку с внутренним диаметром примерно 2-3 мм. Клапан в масле лучше работает, чем на воздухе. Как по мне этот узел — клапан можно было лепестковым сделать, было бы проще и надежнее. Подобрать только материал и сечение канала к клапану, были у меня такие мысли, но в железе не воплощал. Хотя уверен, что текстолитовый лепесток будет работать на ура, только с конструктивом помудрить.
По поводу клапана: нашел трубку от холодильника медную диам. 3 мм попробую залить в блок. Напишите как сделан клапан на Волгаре, может чего подумаю по его принципу.
Всем привет! Хочу посоветоваться. У той трубки что я нашел внутренний диаметр 1,5 мм. Не маловато будет? Хотя под клапаном стоит дросельная шайба с отверстием диаметром не более 1 мм.
Дело в том что высота канала в блоке не дает возможности применить трубку диаметром более 3 мм, а соответственно внутренний диаметр ее будет как раз около 1,5 мм. Вот меня и терзают смутные сомнения — не маловато будет сечение такого нового канала?
Есть еще вариант: замазать канал холодной сваркой при этом вложив какую-нибудь вставку которую удалить после застывания холодной сварки. Таким образом новый канал организуется в холодной сварке. В этом варианте сечение канала можно сделать больше. Но второй вариант мне честно говоря не особо нравится. С трубкой вроде как-то понадежней да и технически покрасивей.
Вариант первый: покупаешь телескопическую антенну от приемника (или взять со старого радиоприемника), отрезаешь нужную длину. Трубка латунная с покрытием, тонкостенная и небольшого (НУЖНОГО) диаметра, причем легко деформируется и становится овальной (если надо).
Вариант второй (мне еще более нравится но нужно по месту прикинуть), берешь трубочку с капельницы (видел двух видов, потолще и потоньше, нужна что потоньше. ), нихромовую проволку тонкую, из проволки навиваешь пружинку диаметром чтобы вставилась в трубку, пружинку потом растянуть(капиллярный эффект с пружинкой однако) и инсталлировать все в родной канал.
Вариант третий, канал заглушить нах почти весь, два штуцерка снаружи блока=картера (иглы тавотницы с выдавленным шариком, засверлится и вкрутить примерно по разьему блок-картер снизу ну и сверху), трубку пустить по наружке, если прозрачная то будет виден сам процесс.
Вариант четвертый (САМЫЙ МНЕ НРАВЯЩИЙСЯ И САМЫЙ ПРОСТОЙ и даже никуда ходить=искать не надо. ). берешь пруток=спицу и т.д. нужной толщины по необходимому внутреннему диаметру трубки, далее у жены потихомУ=ЭТО ВАЖНО, А ТО БУДЕТ когда ни жена ни сковородка были не ласковы. скомуниздить фольгу для выпечки, и на сей предмет типа спица мотаешь «трубку» из алюминиевой фольги с промазкой клеем и получившуюся трубку инсталлируешь.
ДУМАЮЩИЙ СЛАВЯНИН НЕПОБЕДИМЫЙ.
Нет того, что мы не можем, есть только то, что недостаточно хотим. главное включить голову и применить напряженный мозГовой штурм.
Всем привет! Отчитываюсь по каналу перекачки. Потихоньку разогнул ушки клапана и извлек его тарелочку. Седло клапана несколько поразило «идеальной» поверхностью. Пришлось торцом хвостовика сверла диаметром 8 мм. и притирочной пасты довести его до нормального состояния.
Тарелочку чуть шлифонул на нулевочке и собрал клапан в кучу. Так вот: до этого клапан продувался в обе стороны практически с одним усилием, а после притирки клапан стал именно клапаном — в одну сторону продувается в другую плотно держит.
Затем примерил медную трубочку с таким расчетом, чтобы изогнутый кусочек длинной около 10 мм. вошел в сверление картера идущее к верхней опоре,а остальная часть расположилась в стоковом канале с минимальной длинной и нижний конец трубочки расположился над клапаном. После инсталяции трубочки все было замазано холодной сваркой, за исключением естественно самого клапана и конца трубочки над клапаном. После застывания сварки плоскость была притерта. Осталось найти тонкий паронит и сделать из него новую цельную прокладку. Как то так.
Блок цилиндров
Источник: cyberpedia.su