Гарантийный срок обслуживания моторов Honda BF 5 – 36 месяцев. Но своевременное профилактическое техобслуживание продлит срок его службы и поможет избежать серьёзных неполадок. Диагностика – это возможность свести к нулю вероятность отказа от выполнения гарантийных обязательств производителем.
Но все же если придётся обратиться за аварийной помощью в станцию технического обслуживания или к специализированным сервис-центрам, то следует знать, что стоимость выполненных работ будет зависеть от степени повреждения двигателя, его модели и мощности.
Можно привести только ориентировочный перечень ремонтных работ и их стоимость:
- капитальный ремонт подвесных лодочных четырехтактных моторов – 12000–15000 руб.;
- техническое обслуживание лодочных моторов – от 1200 руб.;
- консервация или расконсервация мотора, подготовка к сезону – 600 руб.;
- обкатка двигателя – 1800 руб.;
- полная диагностика без разборки двигателя и ноги – 500 руб.;
- общая диагностика с разборкой и сборкой двигателя – 3000 руб.;
- замещение шпонки маховика – 900 руб.;
- замещение прокладки двигателя – 1000 руб.;
- замещение крыльчатки помпы – 1000 руб.;
- промывка водяных каналов, прочистка и ремонт помпы – 1200 руб.;
- переборка редуктора – 2100 руб.
Компания пытается сделать возможным выполнение несложных ремонтных работ самостоятельно. В частности, это касается замены масла, топливных фильтров, крыльчатки и корпуса водяного насоса.
Разборка лодочного мотора HDX5, Parsun, golfstrim, tohatsu
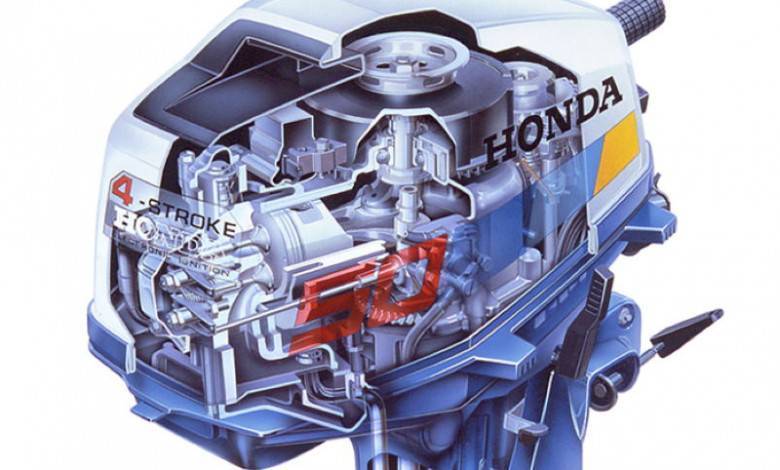
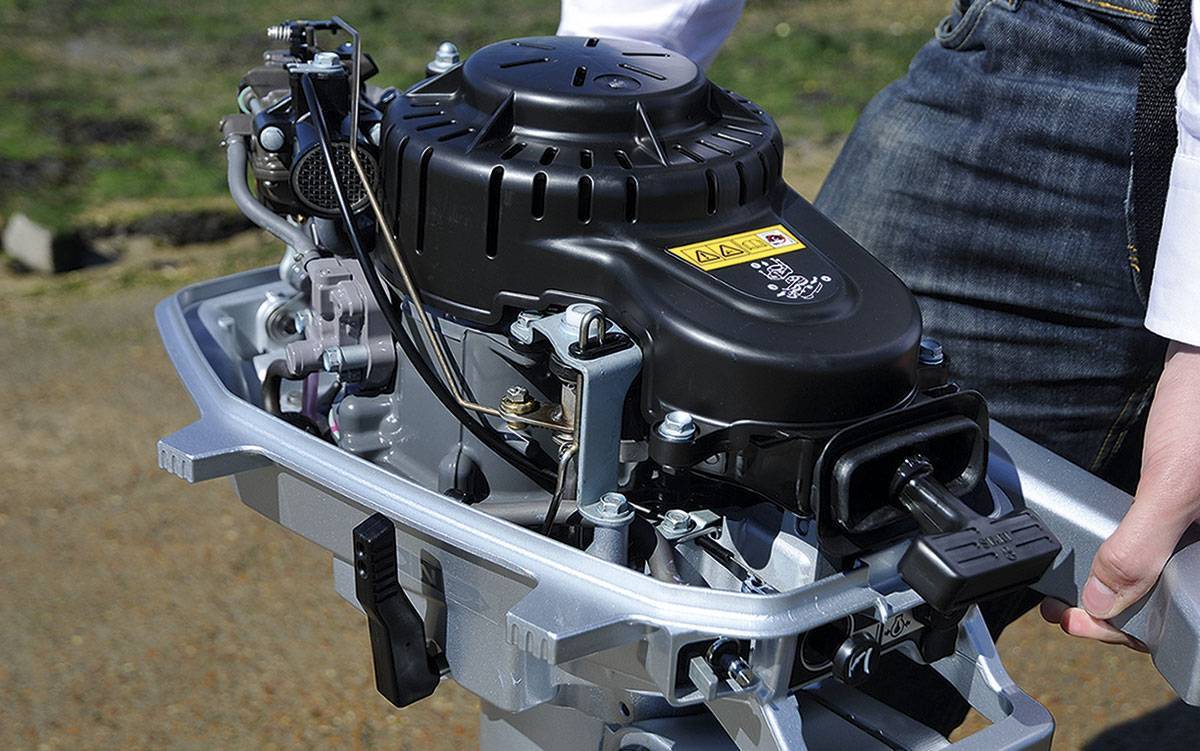
Honda BF 50 DK2 SRTU
Водометная модификация, которая относится к более профессиональной категории и считается наиболее легкой моделью в категории своей мощности. Об используемом двигателе имеется множество довольных отзывов, отмечают наличие системы дистанционного управления. Мощность в 50 лошадок и немалый рабочий объем в 808 куб.см. обеспечивается установкой 3 цилиндров и электронным впрыском топлива.

Водомет получил конденсаторную систему зажигания и водяное охлаждение. Работает в диапазоне оборотов 5000—6000 об/мин. Интересным является и набор оборудования, в обязательном порядке предусмотрены индикаторы перегрева, аварийного выключателя, давления масла и ограничителя оборотов. Производитель также комплектует модель пультом дистанционного управления.






Как использовать приобретение
Благодаря простоте и незамысловатости в управлении, Honda BF 5 может быть управляема даже далёкими в вопросах техники женщинами. Самая широкая сфера применения – бортовая рыбалка. И рыбаки – основные клиенты торговых точек, реализующих моторы. Но это не единственная сфера использования такой техники.
Honda BF 5 ставится на катера для экскурсионных перемещений туристов, на баркасы, осуществляющие борьбу с браконьерством на лёгкие прогулочные лодки. В развитых странах подвесными лодочными моторами оснащены катера, осуществляющие спасательные работы. Во всех случаях эксплуатации лодочных моторов по назначению на первый план выходят факторы прочности и безопасности.
В мире немного компаний, занимающихся производством лодочных двигателей. Все хорошо нам знакомы: японские YamahaCo, Tohatsu, HondaMarine и SuzukiMarine, наилучшие американские лодочные моторы Меркури и китайские двигатели Parsun и Sail. Это уже именитые бренды с огромным стажем ответственности перед своими клиентами. Вопросы безопасности, связанные с выпускаемой ими техникой, для них приоритетны.
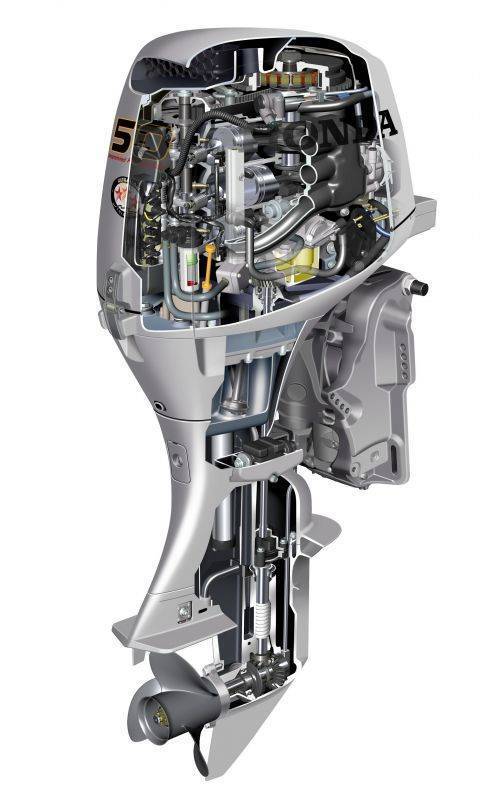
Honda BF150
Лодочный мотор является лидером в своем сегменте мощностей, технические характеристики продуманы до мелочей и существенно расширяют сферу использования мотора. Мотор не подведет даже в дальнем плавании на большие расстояния, проверено. По своим системам считается экологически безопасным и очень экономичным, на 50% меньше потребляет топлива по сравнению с 2-тактными моторами.

Среди особенностей стоит отметить систему газораспределения VTEC и инновационную систему впуска воздуха с возможностью изменения. Рабочий объем невероятно большой — целых 2 354 см. куб. 4 цилиндра и мощность в 150 л.с. позволяют чувствовать себя уверенно на различных водоемах, словно два мотора укомплектованы в один. Средняя цена Honda BF150 составляет 740 000 рублей.



Аксессуары
Новенькие моторы Honda BF 5 выпускаются в стандартной комплектации и не требуют дополнительных опций. Но более мощные и продвинутые моторы BF 90 и BF 250 могут быть дооснащены аналоговыми и цифровыми датчиками, дистанционным управлением, гребными винтами, защитными кожухами и топливными фильтрами.
Широко представлены и аксессуары для техобслуживания моторов Honda BF 5. Все они предназначены для продления срока службы мотора. Сюда входят: наборы для ухода за лопастями, аккумуляторы, кабели и т.д.
Предлагаемые HondaMarine масла способствуют защите двигателей от воздействия влаги, снижению соприкосновения между отдельными деталями мотора и обеспечению нормального температурного режима его работы.
Решение приобрести двигатель не может быть спонтанным. Человек, пришедший к мысли сделать такую покупку, понимает, что это инвестиция не только в семейный бизнес, но еще и отдых, путешествия и свежие эмоции для всех членов семейства. Но нужно хорошо ориентироваться на рынке подобных товаров и сделать правильный выбор.
Сделайте выбор в пользу Honda BF 5, и он вас не разочарует.
Рабочие характеристики
Подвесные моторы с мощностью 5 л.с. относятся к категории двигателей малой мощности.


Honda выпускает две модели моторов с одинаковой мощностью в 5 л.с.:
- Honda BF 5 AK2 SU;
- Honda BF 5 AK2 SBU.
Рабочие характеристики моторов одинаковы, но Honda BF 5 AK2 SBU оборудована ещё и генератором 12В/3А.
Есть разница и в стоимости этих моделей. Разница невелика, но все же покупатель должен знать на что ориентироваться. На рынке стоимость мотора Honda BF 5 AK2 SU имеет достаточно широкий диапазон колебаний:1000-2000$. Вариант двигателя с генератором на 50–100$ дороже.
- тип мотора – четырехтактный;
- мощность – 5 л.с.;
- масса – 27кг;
- тип топливной системы – карбюратор;
- наибольшее число оборотов двигателя – 4000–5000 об./мин.;
- высота транца – 381 мм;
- объём двигателя – 127 см3;
- система запуска: ручная;
- система охлаждения: водяная;
- рулевое управление: румпель.
Полезные функции мотора Honda BF2.3
- Центробежное сцепление. Оно нужно для того, чтобы сохранять тихий холостой путь без вращения винта. Но стоит только прижать газ, как пропеллер снова начинает вращаться. Эта хорошая функция позволяет оставить мотор на холостом цикле, при рыбалке, например.
- Обязательное воздушное охлаждение в принудительном порядке. Мотор Хонда охлаждается при помощи воздуха, а не воды. Это значит, что проблема засорения системы охлаждения песком отпадает сама собой.
- Поворот на триста шестьдесят градусов. Это одна из самых главных полезностей этого движка. Лодочный двигатель Honda BF2.3 прокручивается абсолютно в каждую сторону. Эта функция позволяет в любой момент выжать задний ход, или поворачивать во всяком направлении, при полной скорости. Если лодка находится в маленьком пространстве, или рядом с другим плавательным средством.
- Отверстие для проверки уровня масла. Всем известно, что двухтактный мотор перерабатывает намного больше масла, чем четырехтактный. Модель Honda BF2.3 может похвастаться наличием проверочного отверстия для контроля уровня масла. Благодаря этому процесс проверки уровня масла намного облегчен. А прямо под контрольным окошком находится пробка, предназначена для слива масла, если того оказалось много.
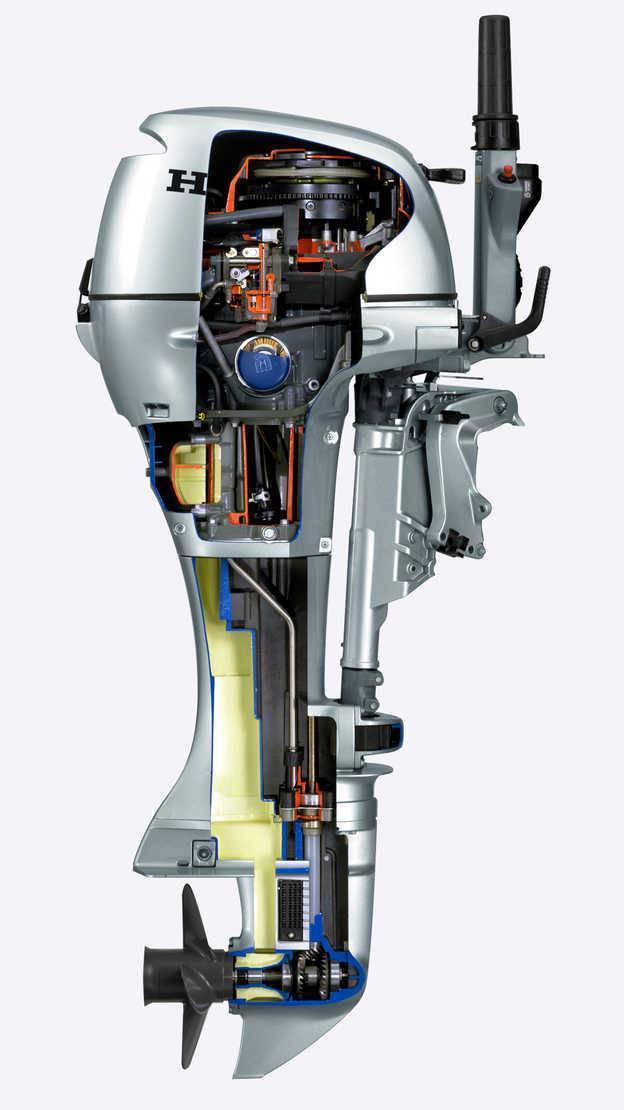
Honda BF 5 DH SHU
Данная модель имеет двигатель мощностью 5 л.с., также предлагается с наличием 1 цилиндра и вполне понятной конструкцией. При компактных габаритах и весе выдает отличную мощность и тягу, монтаже лодочного мотора очень простой. Среди особенностей стоит отметить наличие генератора постоянного тока, позволяющего подключать внешние устройства. Отличная модель для начинающих водомоторников, ведь имеет легкое и плавное управление.

Рабочий объем мотора увеличен до 127 см. куб. Предусмотрен бензобак емкостью 1,5 литра, при необходимости можно подключить выносной бензобак. Мотор отлично чувствует себя на мелководье, охлаждение уже обеспечивается водяного типа.

В данной модели решили установить индикатор давления масла и аварийный выключатель, индикатора перегрева и ограничителя оборотов не предусмотрено. Управляется лодочный мотор ручным образом, аналогично ручным является вынос винта из воды. Есть возможность настраивать наклон двигателя, выполняется в четырех положениях ручным способом. Средняя стоимость Honda BF 5 DH SHU составляет 100 тыс. рублей.
Так же интересно: Какой винт лучше для лодочного мотора?
Источник: activefisher.net
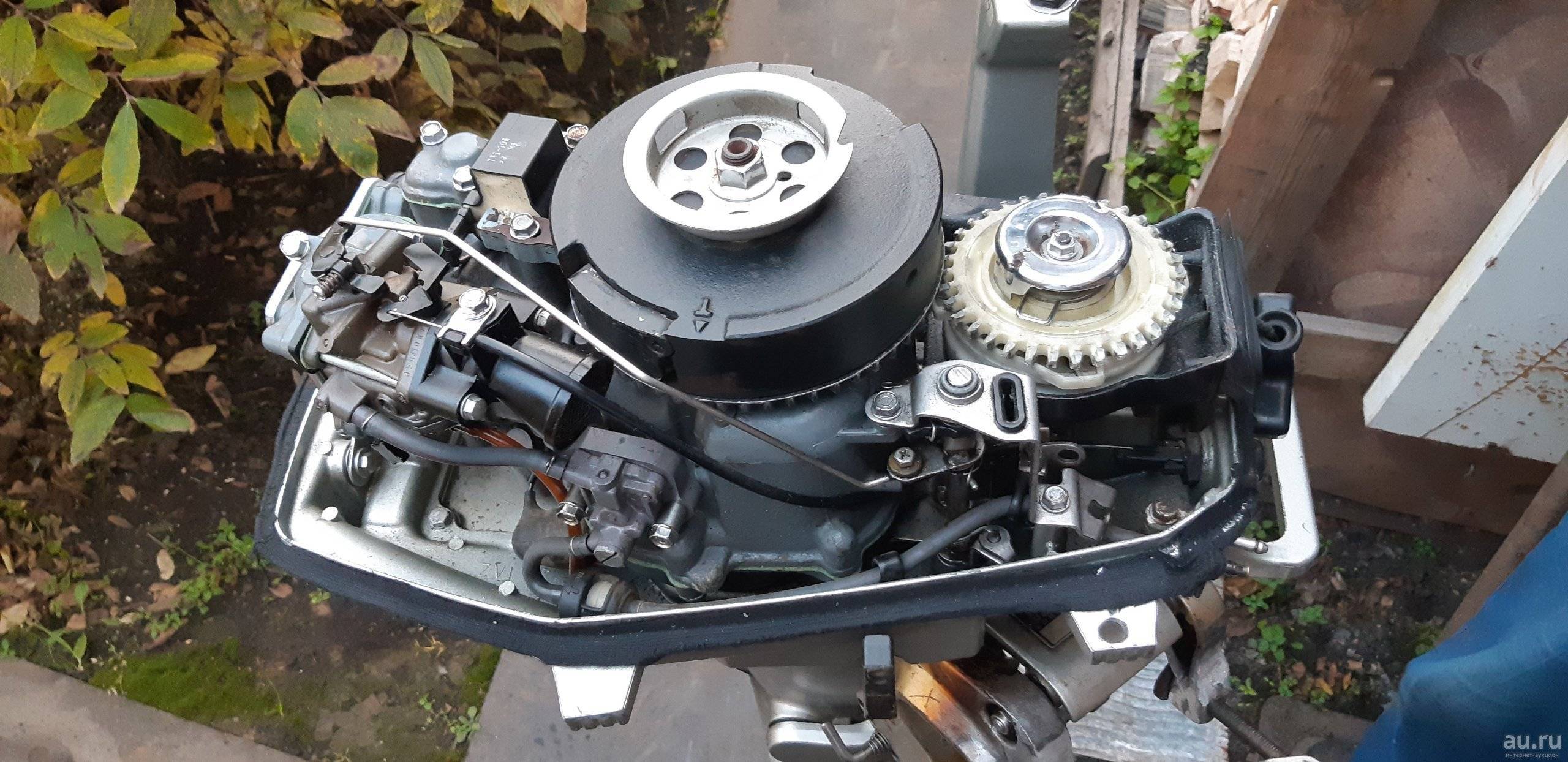
Разборка, сборка и регулировка подводной части «Ветерков»
Необходимость в полной или частичной разборке подводной части моторов появляется, в основном, в случае следующих неисправностей.
1. Появление воды в полости редуктора.
2. Неудовлетворительная работа системы охлаждения, чаще всего из-за отказа водяной помпы. (Недостаточное охлаждение вызывает перегрев двигателя, в результате чего, если не принять срочных мер, заклиниваются поршни).
3. Поломка вертикального вала или разрушение зубьев муфты холостого хода. (Обнаруживается по внезапному увеличению числа оборотов двигателя. Для уверенности при включенной муфте проверните коленчатый вал за маховик — если гребной винт не вращается, придется чинить вал или муфту).
4. Поломка деталей редуктора. (Если эта авария происходит на ходу, то в ровный гул работающего мотора врывается посторонний шум).
При разборке придется иметь дело с довольно большим числом крупных и мелких деталей, поэтому нужно соответствующим образом организовать рабочее место и подготовить для них несколько банок или коробок.
Отсоединение двигателя. Отверните восемь винтов М6. Кроме них, двигатель удерживают шланг подачи топлива к бензонасосу и пусковой шнур. Снять шланг со штуцера просто, а разбирать пусковой механизм необязательно — легче снять двигатель вместе с нижним кожухом, для чего, приподняв двигатель и растянув шнур пускового механизма, отверните четыре винта М5, крепящих нижний кожух к промежуточному корпусу. Делайте это осторожно, чтобы не порвать паронитовую прокладку, которая пристает к деталям.

Информация об изображении
Рис. 1. Закрепление подводной части в тисках
Сняв двигатель, отсоедините от ручки переключения тягу муфты холостого хода. Расшплинтуйте заведенный в рычаг отогнутый конец тяги, выведите его из рычага и немного поверните, чтобы он не попал обратно в отверстие. Потом освободите верхний конец трубки подачи охлаждающей воды.
Отсоединение проставки. Выверните четыре болта, обращенных вниз шестигранными головками. Как только последний болт ослабнет, примите меры, чтобы предотвратить падение и повреждение проставки и собранных с нею деталей.
Доступ к деталям узла вертикального вала открыт. При необходимости дальнейшей разборки следует слить из полости редуктора нигрол и про мыть ее керосином.
Работать будет удобнее, если проставку с редуктором закрепить в тисках, как показано на рис. 1.
Разборка узла вертикального вала

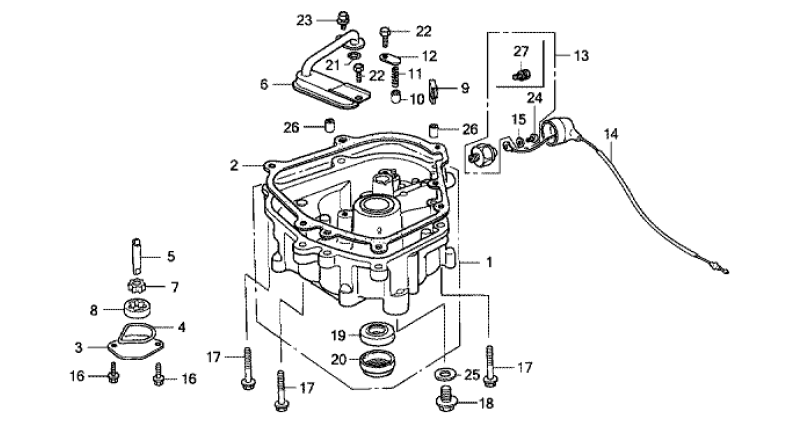
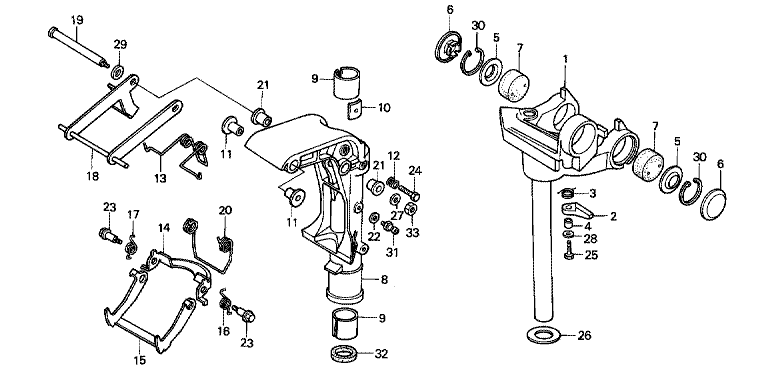
Информация об изображении
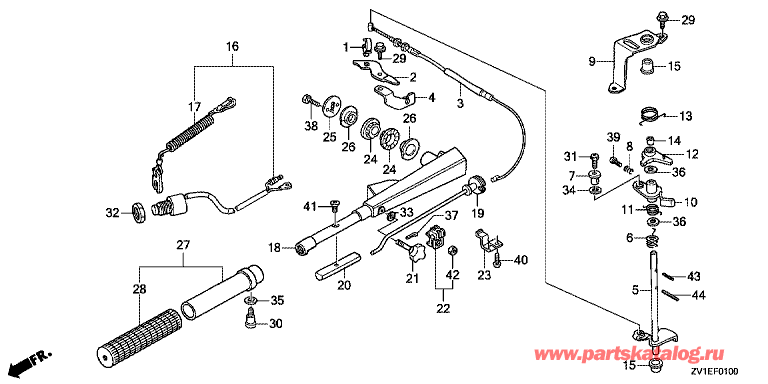
Рис. 2. Узел вертикального вала
Вытащите (рис. 2) из корпуса помпы 14 всасывающую трубку 12 и напорную 20 подачи охлаждающей воды. Осмотрите напорную трубку и удостоверьтесь, что вертикальный вал при вращении не задевает за нее. Когда будете ставить трубку на место, учтите, что она должна быть удалена от вертикального вала минимум на 5 мм.
Отверните четыре винта, крепящих корпус помпы, поднимите его и крыльчатку 24 по вертикальному валу (рис. 3). При этом следите, чтобы не потерялась шпонка 23 крыльчатки. Корпус помпы и пластину 25 нужно заменить, если глубина кольцевых канавок, образующихся в результате трения о крыльчатку, превышает 0,3 мм.
Крыльчатку можно не менять, если концы лопастей не износились до появления острых кромок. Высота крыльчатки, замеренная по концам лопастей, должна быть на 0,2 мм больше глубины гнезда в корпусе.
Вытащите из расточки проставки стакан 27 вместе с вертикальным валом. Легче всего это сделать с помощью двух отверток. На шлицевом конце ведущей шестерни останется пружина 36. Ведомая муфта 34 снимается вместе с вилкой 35 на тяге 15.
Информация об изображении
Рис. 3. Снятие помпы с вала
Внимательно осмотрите вилку. Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком сильно прижимается к ведущей, что приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
Проверьте качество уплотнения вертикального вала сальников 28. Для этого в полость сальника со стороны, обращенной к муфте, залейте примерно 1 см 3 керосина. Легко поворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
Снимите пружинное проволочное кольцо 31, фиксирующее штифт 32. С помощью выколотки, входящей в ЗИП, удалите штифт.
Аккуратно зажав ведущую полумуфту в тисках, выбейте из нее вертикальный вал, легко постукивая молотком по его концу через медную или латунную выколотку.

Информация об изображении
Рис. 4. Выпрессовка вала из подшипника
Из стакана 27 извлеките плоскогубцами стопорное кольцо 30, установите стакан верхней плоскостью на немного разведенные губки тисков (рис. 4), пропустите вертикальный вал между губками и легкими ударами молотка по концу вала через выколотку выбейте его из подшипника 29.
Подогрев стакан 27 примерно до 100°, извлеките из него подшипник 29, равномерно постукивая по внутренней обойме через отверстие в сальнике.
Извлекать из стакана запрессованный туда сальник 28 нужно только в том случае, если вы уверены, что он неисправен, так как сделать это, не повредив сальник, невозможно.
Иногда появляется необходимость извлечь из коленчатого вала сломанный и застрявший там конец вертикального вала 19. Для этого в обломке вала просверлите на глубину 15—20 мм отверстие, нарежьте в нем резьбу, вверните подходящий винт и вытащите обломок.
Разборка редуктора
Расстыкуйте корпуса проставки и редуктора, отвернув две гайки со шпилек. Гайки расположены глубоко и работать с ними нужно торцовым ключом. Пакет прокладок между корпусами лучше сохранить.
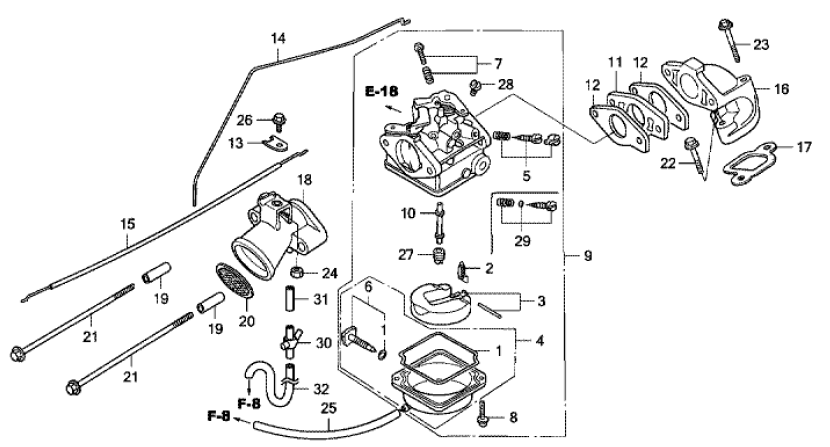
Информация об изображении
Рис. 5. Редуктор
Снимите стопорное кольцо 6 (см. рис. 5) и, легко постукивая по выколотке, вставленной в отверстие для штифта 23, извлеките горизонтальный вал в сборе с ведомой шестерней и подшипниками (см. рис. 6).
Промыв в керосине зубья шестерен и шарикоподшипник 12, внимательно осмотрите эти детали. Шестерни с большим износом зубьев и многочисленными следами выкрашивания цементированного слоя следует заменить; очевидно, надо менять сразу обе шестерни.

Информация об изображении
Рис. 6. Извлечение горизонтального вала из корпуса редуктора
Если при толчке рукой наружная обойма вращается с резким шумом или с заеданиями, то нужно менять и подшипник 12.
Чтобы заменить ведомую шестерню 15, приходится разбирать узел горизонтального вала. Сначала снимите стопорное кольцо 10, затем со ступицы ведомой шестерни снимите шарикоподшипник 12; при этом откроется доступ к штифту 14. Выбейте штифт и снимите с горизонтального вала шестерню 15.
Основными требованиями при сборке привода гребного винта являются обеспечение герметичности полости редуктора и муфты холостого хода, правильности посадок подшипников и других деталей, хорошей регулировки зацепления шестерен.
Присоединение проставки
На валик ведущей шестерни 1 (рис. 2) напрессуйте внутреннюю обойму радиально-упорного подшипника 2. Наружную обойму подшипника запрессуйте в расточку проставки со стороны нижнего фланца до упора, чтобы ее кромка выступала над плоскостью фланца примерно на 6 мм. Это необходимо для центровки проставки и редуктора.
Установите в проставку ведущую шестерню 1, на верхний конец которой заведите радиальный подшипник 10. Поставив проставку шестерней на основание из нетвердого материала (доска, пластина из алюминия или пластмассы), запрессуйте подшипник 10 до упора наружной обоймы в буртик расточки. Последнюю операцию нужно производить с помощью втулки, которую нужно выточить на токарном станке из любой стали.
Проверьте, как вращается ведущая шестерня. Если она о что-либо задевает или вращается с шумом, значит на беговых дорожках подшипников скопилась грязь и их нужно промыть.
В случае, если подшипник 10 стоит на месте в проставке, сборку шестерни нужно производить, уперев этот подшипник сверху вышеупомянутой втулкой и слегка постукивая по шестерне молотком или киянкой.
Сборка корпуса редуктора
Наденьте ведомую шестерню 15 на горизонтальный вал, направляя ее так, чтобы отверстия в валике и ступице шестерни для штифта 14 совпадали. Если отверстия под штифт не сошлись, можно повернуть шестерню, слегка постукивая молотком по зубьям в соответствующую сторону. Контролировать совпадение отверстий нужно с той стороны ступицы, где отверстие под штифт имеет меньший диаметр.
Вставьте в отверстие штифт 14, затем напрессуйте на ступицу шестерни радиальный подшипник 12. Напрессовывать подшипник нужно, подпирая шестерню, а не вал, чтобы не испортить штифт, прикладывая усилие обязательно к внутреннему кольцу подшипника.
Заприте подшипник на ступице шестерни пружинным кольцом 10 и замерьте зазор между торцом внутренней обоймы подшипника и стопорным кольцом. Снимите стопорное кольцо, заложите в зазор комплект шайб-компенсаторов 11 нужной толщины и снова установите кольцо. Шайбы-компенсаторы легко сделать самому из стальной или латунной ленты. При зазоре больше 1 мм кольца можно точить на токарном станке, точно выдерживая параллельность торцов.
На передний конец вала гребного винта посадите радиальный шарикоподшипник 16.
Регулировка положения шестерен
Шестерни нужно установить так, чтобы добиться максимального соприкосновения зубьев по длине, надежного контакта их боковых поверхностей и плавной работы зацепления. Сделать это при исправных шестернях нетрудно путем подбора двух элементов: разрезного кольца 13, устанавливаемого при сборке между наружной обоймой подшипника 12 и венцом ведомой шестерни, и комплекта регулировочных прокладок, устанавливаемых между корпусами проставки и редуктора.
Прежде всего надо добиться максимального касания зубьев по длине. Средством контроля при этом служит кусочек пластилина, прилепленный во впадину между двумя зубьями большой шестерни.
Между корпусами проставки и редуктора поставьте набор паронитовых прокладок толщиной 1—2 мм. Проставку соедините с корпусом редуктора, не затягивая гайки 21. В корпус редуктора вставьте до упора собранный вал гребного винта с налепленным на шестерню кусочком пластилина, сделайте 2—3 оборота горизонтального вала и вытащите его. На пластилине останутся отпечатки зубьев ведущей шестерни, по которым можно судить, надо ли уменьшать или увеличивать толщину набора прокладок. Если не хватает паронитовых прокладок, их можно сделать из картона, пропитанного минеральным маслом.
Отрегулировав зацепление шестерен по длине зуба, приступайте к регулировке бокового зазора, подбирая толщину кольца 13. Если таких колец имеется несколько (толщиной, например, 2,9 мм, 3,1 мм, 3,3 мм, 3,5 мм), то устанавливайте их поочередно, фиксируя каждый раз величину бокового зазора в зацеплении, которую можно определить следующим образом. Одной рукой придерживая ведущую шестерню, а другой поворачивая горизонтальный вал, уловите минимальную величину свободного качания вала при разных положениях шестерни, причем боковой зазор должен составлять 0,15—0,3 мм в средней части длины зуба ведомой шестерни. Или же надежно закрепите ведущую шестерню, плотно вставьте штифт гребного винта в имеющееся для него отверстие с вылетом в одну сторону 15—20 мм и замерьте зазор с помощью стрелочного индикатора, ножка которого должна упираться в штифт на расстоянии 15 мм от поверхности вала.
Одновременно с подбором бокового зазора необходимо отрегулировать плавность работы зацепления шестерен. Вручную проверните горизонтальный вал. При неудовлетворительном зацеплении вы услышите сильный шум и рукой ощутите неравномерность вращения шестерен. В большинстве случаев при указанном боковом зазоре зацепление будет достаточно плавным.
Если с помощью регулировочных колец не удается обеспечить бесшумную работу (при отрегулированном положении корпусов проставки и редуктора), поставьте в разъем корпусов прокладку толщиной 0,4—0,5 мм и снова попытайтесь добиться бесшумного вращения шестерен. Не беспокойтесь, если после этого окажется, что зубья касаются не по всей длине (разница 0,5—1 мм), так как это компенсируется плавной работой зацепления.

Информация об изображении
Рис. 7. Схема для определения толщины регулировочного кольца
При отсутствии комплекта разрезных колец можно отрегулировать зацепление шестерен и установить необходимую толщину такого кольца с помощью штангенциркуля с ножкой-глубомером. Для этого нужно определить величину зазора Д (рис. 7) между уступом в отверстии редуктора и внутренней кромкой наружного кольца подшипника 12. Руководствуясь приведенным эскизом, замерьте глубину расточки до бурта А; вставьте в корпус редуктора горизонтальный вал и, придвигая его к ведущей шестерне, проконтролируйте на слух плавность вращения шестерен (в каком-то положении горизонтального вала плавность зацепления окажется наилучшей); замерьте глубину посадки наружного кольца подшипника (размер С) в корпус редуктора; вытащите горизонтальный вал из корпуса и замерьте ширину наружного кольца В; определите толщину регулировочного кольца Д=А—В—С; подберите или изготовьте кольцо нужной толщины, обязательно отшлифовав его торцы.
Если в редукторе используются старые шестерни, нужно установить те же прокладки и то же разрезное кольцо, при которых происходила приработка деталей редуктора.
После регулировки следует еще раз промыть детали, собрать узлы проставки и редуктора и соединить их, покрепче затянув гайки на шпильках.
Вставьте в отверстие корпуса редуктора стакан 7. В стакане должен быть запрессован доброкачественный самоподжимной сальник с пружинкой, а в канавку у внутреннего торца вставлено резиновое кольцо 9.
Небольшим усилием подав стакан внутрь корпуса редуктора, вставьте в канавку в корпусе пружинное кольцо 6. В качестве инструмента можно использовать небольшие круглогубцы или утконосы с заточенными концами губок, вставляя их в отверстия на концах кольца. Сжимать кольцо нужно осторожно и подальше от глаз, так как оно может соскочить с губок.
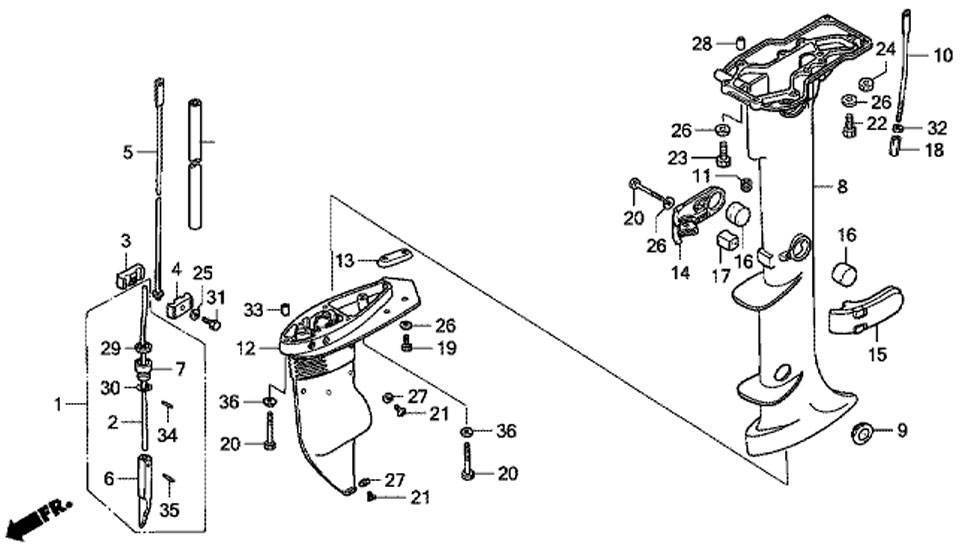
Сборка узла вертикального вала
Запрессуйте в стакан 27 (рис. 2) сальник 28 и подшипник 29. Сальник нужно ставить пружинкой в сторону подшипника. Поставьте в канавку стопорное кольд» 30, удерживающее подшипник 29.
Запрессуйте в подшипник вертикальный вал 19. При этом следует проверить, чтобы на конце вала не было заусенцев — ими можно порвать сальник. Напрессуйте ведущую полу-муфту 33 на нижний конец вертикального вала, следя чтобы совпадали отверстия под штифт 32, затем забейте штифт.
Поставьте пружинное кольцо 31. Проверьте, на месте ли резиновая втулка 26, уплотняющая тягу 15 муфты холостого хода. Поставьте пластину 25.

Информация об изображении
Рис. 8. Узел вертикального вала в сборе
Приклейте солидолом к лыске на вертикальном валу шпонку 23 крыльчатки 24 и посадите на место крыльчатку так, чтобы не выпала шпонка. Если смотреть сверху, вал вращается по часовой стрелке, и корни лопастей крыльчатки должны двигаться впереди стеблей (лопасти изогнуты по направлению вращения).
Поставьте корпус 14 помпы. Лопасти крыльчатки нужно направлять в корпус пальцами или тупым предметом.
В отверстие резиновой втулки 26 через корпус помпы вставьте тягу 15, наверните на резьбовой конец тяги капроновую вилку 35. Установите всасывающую трубку 12 в резиновую уплотнительную втулку в корпусе помпы.
Вставьте ведомую муфту 34 в зев вилки. Если муфта не держится в вилке за счет натяга, ее нужно приклеить солидолом. Пружину 36 наденьте на шлицевой конец ведущей шестерни 1. На нижнюю плоскость стакана помпы поставьте прокладку 11.
Собранный таким образом узел вертикального вала (см. рис. 8) установите в корпус проставки так, чтобы всасывающая трубка 12 попала в соответствующее отверстие в проставке, а шлицы в отверстии ведомой полумуфты 34 и на ведущей шестерне 1 совпадали. Винтами 21 приверните узел вертикального вала к проставке.
Регулировка муфты холостого хода
В конструкции мотора предусмотрена регулировка двумя способами: перемещением вилки 35 по тяге, для чего на этих деталях имеется резьба, и перемещением ограничителя поворота ручки переключения, для чего отверстия под винты сделаны овальными.
I. Освободите верхний конец тяги. Установите ограничитель поворота ручки переключения в крайнее переднее положение, при котором еще остается достаточный запас на регулировку в случае износа вилки.
Не прилагая большого усилия, вытяните тягу вверх до отказа, одновременно прокручивая вал гребного винта. Когда произойдет сцепление кулачков ведущей и ведомой муфт, вал перестанет вращаться и в этом положении тяги будет лишь покачиваться (за счет зазоров в зубьях шестерен и кулачках муфт).
Ручку переключения установите в положение «ход». Вращая тягу в соответствующую сторону, добейтесь совпадения отверстия в рычаге на оси ручки переключения с загнутым концом тяги. При этом нужно периодически подтягивать тягу вверх. Заведите конец тяги в отверстие рычага и передвиньте ручку переключения в положение «холостой ход».
Вращая вал гребного винта, проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз.
II. Поставьте ручку переключения в положение «холостой ход». Ослабьте два винта, крепящих ограничитель на промежуточном корпусе, и перемещайте ограничитель вместе с нижним концом ручки назад до тех пор, пока кулачки муфт не войдут в зацепление, и вал гребного винта не перестанет вращаться.
Подайте ограничитель на 1—1,5 мм вперед. Это положение должно обеспечить надежное сцепление муфт в положении ручки «ход» и полное их разъединение в положении «холостой ход».
Источник: www.barque.ru
Двухтактный двигатель скутеретт / скутербайков / скутеров / мопедов
Обычно пользователи нашего сайта находят эту страницу по следующим запросам:
не заводится Китайские скутеры , двигатель Китайские скутеры , ремонт Китайские скутеры , ремонт двигателя Китайские скутеры , характеристики Китайские скутеры , регулировка клапанов Китайские скутеры , система впуска Китайские скутеры , система выпуска Китайские скутеры , система питания Китайские скутеры , не заводится Мопеды , двигатель Мопеды , ремонт Мопеды , ремонт двигателя Мопеды , характеристики Мопеды , регулировка клапанов Мопеды , система впуска Мопеды , система выпуска Мопеды , система питания Мопеды , не заводится Китайские мотоциклы , двигатель Китайские мотоциклы , ремонт Китайские мотоциклы , ремонт двигателя Китайские мотоциклы , характеристики Китайские мотоциклы , регулировка клапанов Китайские мотоциклы , система впуска Китайские мотоциклы , система выпуска Китайские мотоциклы , система питания Китайские мотоциклы , не заводится Скутербайки , двигатель Скутербайки , ремонт Скутербайки , ремонт двигателя Скутербайки , характеристики Скутербайки , регулировка клапанов Скутербайки , система впуска Скутербайки , система выпуска Скутербайки , система питания Скутербайки , не заводится Скутеры , двигатель Скутеры , ремонт Скутеры , ремонт двигателя Скутеры , характеристики Скутеры , регулировка клапанов Скутеры , система впуска Скутеры , система выпуска Скутеры , система питания Скутеры
17. Двухтактный двигатель — разборка и сборка
Блок «двигатель-трансмиссия» извлечен из рамы скутера, крышка вариатора снята, ремень вариатора снят, ведущий шкив и вариатор сняты, ведомый шкив и сцепление снято (Для разборки двигателя снимать ведомый шкив и сцепление не обязательно, но для удобства работы это можно сделать), выхлопная система снята.
Сняв кожух охлаждения с цилиндра, открутим крест-накрест крепёж цилиндра.
Сняв головку, аккуратно, несильно деревянной киянкой ударим по цилиндру с тем, что б стронуть его с места. Аккуратно снимаем цилиндр.
Довольно часто головка «прикипает» к цилиндру и стронуть ее с места не получается. Для снятия головки нужно нанести несколько легких ударов киянкой или резиновым молотком поочередно с противоположных торцов головки. Важно не сломать и не деформировать ребра охлаждения!
Сразу же необходимо заложить в полость двигателя чистую ветошь во избежание попадания посторонних предметов.
Прокладки рекомендуется менять на новые, однако если бывшую в употреблении прокладку удалось извлечь совсем без повреждений, то допускается её вторичное использование.
Аккуратно извлекаем острым предметом одно стопорное кольцо, придерживая его пальцем. Подходящим по размеру предметом (идеально подходит квадрат инструмента формата 38), выталкиваем поршневой палец. Он не запрессован, просто устанавливается немного «внатяг».
Нельзя выбивать палец при помощи молотка. Это неизбежно приведет к деформации самого шатуна, либо торцов верхней головки шатуна. Данная операция вообще требует особой аккуратности, так как если не зафиксировать поршень в достаточной степени, можно легко погнуть шатун. Кроме того, важно не повредить рабочие поверхности бобышек поршня.
Сняв поршень, извлекаем из верхней головки шатуна игольчатый подшипник.
Снятие поршневых колец
Снятие колец следует производить следующим образом: поддев пальцем кончик (не стоит применять никакой инструмент) вытаскиваем его из канавки ровно на столько, что бы была возможность переместить его вверх. При этом, прикладывая усилие только вдоль кольца, вынимаем его из канавки ровно настолько, что бы можно было его кончик зацепить за днище поршня.
Далее, опять же, подвергая кольцо только продольным круговым нагрузкам, извлекаем его из канавки.
Точно так же, поддев нижнее кольцо, с осторожностью закидываем его кончик на днище поршня или в верхнюю канавку, откуда уже извлекаем его вышеописанным способом. Извлекаем, поддев острым инструментом, из нижней канавки поршня поджимное кольцо.
Таким образом, удаётся снять поршневые кольца не повредив их.
Если в канавке поршня имеется нагар, ничем, кроме обломка кольца его счищать нельзя.
Установка поршневых колец
Следует помнить, что кольца конусные, т. е имеет значение, какой стороной одевать их на поршень. Внимательно рассмотрев кольцо можно заметить, что одна плоскость имеет прямой угол относительно кромки кольца. Именно она должна оказаться внизу. Правильно установленные кольца, стык которых попадает на стопор, должны легко скрываться в канавке при сжатии.
Если этого не происходит, ни в коем случае не следует применять силу, надо проверить правильность ориентации кольца. !Верхнее кольцо шире нижнего примерно на 0,5 мм (видно визуально)!
Перед установкой обязательно проконтролировать тепловой зазор в стыке кольца. Для этого заводим кольцо в цилиндр, примерно на 1см от его верхней кромки, выравниваем его поршнем, подперев изнутри, и, вооружившись щупом, проконтролируем зазор. Он должен составлять не менее 0,2-0,3 мм. Если зазор меньше или отсутствует, следует надфилем подточить кромки кольца. Проведя надфилем 1-2 раза с небольшим усилием, следует вновь проконтролировать зазор, пока он не составит ровно 0,2 мм.
Затем, установив в нижнюю канавку поршня подпорное проволочное кольцо, убедившись, что правильно ориентированно поршневое кольцо, произведём его установку в верхнюю канавку. Проводим пальцами по всему кольцу, подталкивая вперёд (от себя) и вниз.
Затем, несколько иначе, чем верхнее, а именно: поочерёдно извлекая крайне аккуратно из канавки кончики кольца, не разгибая его более чем на ширину канавки, заводим их (кончики) в нижнюю канавку. Затем, уперевшись в заведённые кончики большими пальцами, указательными проводим по всему кольцу, прикладывая усилие вперёд (от себя) и вниз. Нижнее кольцо установлено (узкое). Так же, как описано выше, устанавливаем верхнее поршневое кольцо (широкое), затем сориентируем их так, что бы стопор оказался в стыке колец. Проверяем правильность установки, сжимая кольца. Они должны двигаться легко и полностью скрываться в канавке
Установка поршня на верхнюю головку шатуна
Приготовив всё необходимое: прокладки, собранный поршень, инструменты, приступим к установке поршневой группы. Прежде всего, необходимо с помощью шприца смазать нижнюю головку шатуна, верхнюю головку шатуна, игольчатый подшипник. Перед установкой поршня ставим стопорное кольцо с одной стороны.
Стопорное кольцо должно входить в паз со щелчком и ни в коем случае не проворачиваться в пазе свободно. Вторичное использование стопорных колец нежелательно.
Поршень ориентируем так, что бы стрелка на днище поршня указывала в сторону выхлопа. Вставив не до конца поршневой палец в поршень, одеваем его на шатун, подталкивая палец до стопорного кольца. Устанавливаем второе стопорное кольцо. Извлекаем ветошь, устанавливаем нижнюю прокладку под цилиндр.
Сориентируем кольца так, что бы их стык попадал в стопор и кольца свободно сжимаясь, полностью скрываясь в канавке. Смазываем нижнюю часть цилиндра маслом с помощью медицинского шприца, надеваем цилиндр на шпильки и аккуратно, сжав верхние поршневые кольца пальцами, одеваем цилиндр. Внимание!
Если всё сделано правильно, цилиндр одевается с достаточным усилием, но без видимых препятствий. Ни в коем случае не применять чрезмерных усилий при сборке. Если установка не удаётся, следует проверить, всё ли сделано правильно, в частности, не провернулось ли кольцо относительно стопора, утоплено ли кольцо в канавку. Одев до конца цилиндр, устанавливаем сверху дюралевую прокладку, крышку, затягиваем крест- накрест крепёж.
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
Все цифры (зазоры, размеры и прочее), приведенные в данной главе являются усредненными для двигателей 50-кубовых скутеров. Точные значения указаны в руководстве по ремонту конкретной модели скутера.
Снимаем кольца с поршня. Кольца снимаем по очереди.
Под верхнее поршневое кольцо поочередно вставляются три или четыре пластины из тонкого металла или
Проверяем состояние поршневых колец, для этого вставляем кольцо в цилиндр и замеряем зазор в замке кольца при помощи щупа.
Номинальный зазор в замке кольца должен находиться в пределах 0,1—0,2 мм. При зазоре более 0,5 мм кольца подлежат замене.
Вставляем кольца в их проточки на поршне и замеряем торцевой зазор между стенкой канавки и кольцом (разницу ширины кольца и канавки).
Зазор не должен превышать 0,07 — 0,08 мм. Однако, кольцо должно свободно, без усилий перемещаться в канавке, как в продольном, так и в поперечном направлениях.
Проверяем состояние цилиндра и поршня. Есть несколько методов проверки. Вот наиболее распространенные:
Инструментальный метод (наиболее точный).
- Измеряем микрометром диаметр в центральной части поршня, в направлении, перпендикулярном оси поршневого пальца. Место измерения обусловлено тем, что поршень имеет овальную форму в поперечном, и бочкообразную, в продольном разрезе. Необходимо измерить зазор в самой «толстой» части поршня.
- Нутромером измеряем диаметр цилиндра в нескольких местах (снизу, в центре и сверху).
Сравниваем полученные измерения. Разница в числах (зазор) не должен превышать 0,07 — 0,08 мм. Если зазор в паре цилиндр — поршень больше, то поршень и цилиндр подлежат замене.
Визуальный метод (менее точный, но более доступный)
- Опускаем поршень в цилиндр, сориентировав его в рабочее положение.
- Измеряем зазор при помощи щупа в средней части поршня, в плоскости поперечной оси поршневого пальца. Наиболее простой, но не точный способ измерения зазора в цилиндропоршневой группе — визуальный.
- Устанавливаем цилиндр на плоскую ровную поверхность.
- Протираем поршень от пыли и смазываем тонким слоем моторного масла.
- Вставляем поршень в цилиндр в рабочем положении и отпускаем его. Поршень должен без заеданий, равномерно опуститься в цилиндр полностью примерно за 1 секунду. Если поршень застрял на половине пути — зазор мал, либо на поверхности поршня имеются задиры. Если провалился со стуком — зазор велик и поршень подлежит замене.
- Осматриваем трущиеся поверхности поршня и цилиндра на предмет повреждений.
- На трущихся поверхностях цилиндра и поршня возможно возникновение царапин и задиров, которые возникают в результате перегрева двигателя, масляного голодания, использования некачественного масла или повреждения воздушного фильтра. Осматриваем юбку поршня. Если на ней есть глубокие ( Грань между «глубокой» и «мелкой» царапинами можно определить на ощупь. Проводим пальцами по поверхности поршня, если царапины ощущаются — считаем ее глубокой. Если же царапину на ощупь почувствовать не удается, считаем ее мелкой ) царапины и задиры — поршень подлежит замене. Если царапины не глубокие — допускается зашлифовать их мелкозернистой наждачной бумагой ( В отличие от юбки, днище поршня можно и даже нужно отполировать до «зеркала» (мелкозернистой шкуркой и пастой ГОИ). К гладкой поверхности гораздо хуже прилипает нагар, что способствует улучшению охлаждения поршня и снижает вероятность возникновения калильного зажигания ) (№№ 600-800). При этом следует определить и устранить причину появления глубоких задиров и царапин.
Юбку поршня нельзя полировать до зеркального блеска. Шероховатая поверхность юбки удерживает большее количество бензо-масляной смеси, что значительно улучшает смазку пары цилиндр-поршень.
- Если на поршне обнаружены прочие повреждения (сколы, нарушения геометрии, отверстия, и прочее), он подлежит замене).
Осматриваем цилиндр на предмет повреждений. Если на зеркале цилиндра обнаружены глубокие царапины, цилиндр подлежит замене.
Проверяем игольчатый подшипник верхней головки шатуна. Подшипник с шатуном должен свободно надеваться на поршневой палец, но при этом не должен иметь радиального люфта на нем. Заводим подшипник с вставленным в него поршневым пальцем в верхнюю головку шатуна и подкачаем палец в поперечном направлении относительно оси установки пальца. Если в сочленении чувствуется даже минимальный люфт, подшипник подлежит замене.
Проверяем коленчатый вал.
- Покачаем шатун в направлении, поперечном оси кривошипа (вверх-вниз). Шатун не должен иметь люфта в нижней головке (месте крепления его к коленчатому валу). Если радиальный (Продольный (по оси) люфт шатуна в нижней головке допускается) люфт есть — коленчатый вал подлежит замене.
- Желательно (при возможности) измерить биение цапф коленчатого вала. Для этого устанавливаем его в токарных центрах и индикатором измеряем биение каждой цапфы.
Осматриваем лепестковый клапан. Если рабочие пластины потрескались, имеют физические повреждения или неплотно прилегают к плоскости корпуса, клапан подлежит замене.
Источник: krutilvertel.com