High Speed Steel, соответственно, сверла из быстрорежущей стали. Правда соль в том, что HSS — это общее название быстрорезов без учета их химического состава. И попасться может все, что угодно, от очень низкого качества HSS до высокого качества.
_________________
Want to fly? Get out of the plane!
Добавлено: Пт мар 09, 2012 01:48:46
Цитата:
По русски зовутся быстрорезом, марка Р6М5, кажется.
Обычная быстрооежущая сталь не годится для плат. через 20 отверстий начинаешь чувствовать что сверло начало тупиться. а через 50-100 отверстий оно уже пропаливает/продавливает дырки вместо того чтобы сверлить.
Быстрорежущая сталь применяется в основном для сверления обычных цветных и черных металлов не прошедших термическую обработку. ну и все что более мягкое (пластик/дерево и т. д.). но для стеклотекстолита они не годятся.
_________________
Изготовление печатных плат + материалы для изготовления плат
Добавлено: Пт мар 09, 2012 10:14:44
sputnic1436 писал(а):
Цитата:
По русски зовутся быстрорезом, марка Р6М5, кажется.
Обычная быстрооежущая сталь не годится для плат. через 20 отверстий начинаешь чувствовать что сверло начало тупиться. а через 50-100 отверстий оно уже пропаливает/продавливает дырки вместо того чтобы сверлить.
Быстрорежущая сталь применяется в основном для сверления обычных цветных и черных металлов не прошедших термическую обработку. ну и все что более мягкое (пластик/дерево и т. д.). но для стеклотекстолита они не годятся.
Правильно = быстро тупятся(и быстро затачиваются). А утверждение: не годиться = в корне неправильное. Много лет и много людей сверлят такими свёрлами, потому что они дешевы и не хрупкие. Я за всю жизнь карбидным(или как там его правильно зовут, которое при прикосновенни рассыпается на кусрчки = слишком хрупкое) сверлом так ни одной дырки и не сделал. Хотя я их покупал.
По 30 рублей/штука(насколько помню). Но нет станка, а ручным тыком таким сверлом пользоваться невозможно.
А обычное сверло = просто не любит перегрева. Умерьте обороты привода и Вам его хватит и на 200 отверстий. (вполне достаточно для любительской ПП средней сложности).
Добавлено: Пт мар 09, 2012 23:00:55
Brigadir
Китайский твердосплав не такой хрупкий. Я в свое время сверлил ими ручной бормашинкой. Бывало ломал конечно, но что в них нравится, это очень чистый выход, в отличие от сверел из быстрорежущей стали. Особенно заметно на одностороннем текстолите.
Добавлено: Пт мар 09, 2012 23:07:03
я не пробовал. Когда последний раз сверлил — в Китае ещё воробьев доедали. (давно не занимаюсь самоделками).
Добавлено: Сб мар 10, 2012 07:42:24
Недавно брал на рынке 2шт советских времен, видел упаковку из которой доставали.По 25руб за штуку, сломал быстро ибо сказался небольшой люфт в сверлильном станке
Добавлено: Пн мар 19, 2012 16:05:11
Brigadir писал(а):
sputnic1436 писал(а):
Цитата:
Умерьте обороты привода и Вам его хватит и на 200 отверстий. (вполне достаточно для любительской ПП средней сложности).

2 платы 2мм. по 260 отверстий СОВЕТСКИМ P6M5 на станке 560 об/мин. И думаю ещё посверлю. Кстати сплав марки ВК это и есть Карбид, вольфрама.
Добавлено: Пн мар 19, 2012 19:45:15
Цитата:
Правильно = быстро тупятся(и быстро затачиваются). А утверждение: не годиться = в корне неправильное. Много лет и много людей сверлят такими свёрлами, потому что они дешевы и не хрупкие. Я за всю жизнь карбидным(или как там его правильно зовут, которое при прикосновенни рассыпается на кусрчки = слишком хрупкое) сверлом так ни одной дырки и не сделал. Хотя я их покупал.
По 30 рублей/штука(насколько помню). Но нет станка, а ручным тыком таким сверлом пользоваться невозможно.
1. Человек спрашивал каким сверлом лучше сверлить FR4 а не то как и на чем сверлить
2. Свердение твердосплавным сверлом уже подразумивает наличие нормального станка без сильных биений и люфтов, например я сверлю обычным св. станком для плат времен СССР. есть и люфты и биение но в рамках допустимого
3. Пока затупится твердосплавное сверло Вы раз 100 переточите обычное из быстрорежущей стали, причем на эти 100 заточек может одного быстрорежущего сверла и не хватить (сточите подчистую). в общем считайте свое потраченое время и деньги
4. Твердосплавные сверла дают чистое сверление без дефектов которые присущи св. из быстрорежущей стали и эти дефекты сразу видно
5. Я карбидные сверла относительного большого диаметра (от 0,8мм и больше) частенько отбрасываю т. к. они затупились. но у меня объемы побольше конечно т. к. делаю платы под заказ поэтому при соблюдении некоторых правил даже твердосплавное сверло можно эксплуатировать пока оно не затупится не поломав его:))) .
Ну и вообще сейчас заказал импортные сверла — вроде их хвалят но они и дороже. как приедут буду сравнивать с нашими отечественными. Основные параметры это конечно качество сверления и сколько оно проживет пока не затупится и все это будет сопоставляться цене за 1 сверло. Если будут жить в 2-3 раза больше отечественных и меньше ломаться (для малых диаметров) то закуплю для себя набор из 50-100 сверл различных диаметров.
_________________
Изготовление печатных плат + материалы для изготовления плат
Добавлено: Сб май 19, 2012 13:59:08

у меня что то с подобными свёрлами не сложилось как то
Наверное из-за того что они не гибкие и дрюлька не отцентрированная.

предпочитаю сверлить простыми свёрлами
_________________
Лечу лечить WWW ашу покалеченную технику.
Добавлено: Ср сен 26, 2012 13:02:18
sputnic1436 писал(а):
1. Человек спрашивал каким сверлом лучше сверлить FR4 а не то как и на чем сверлить.
Аполитично рассуждаешь дарагой! (с) «Кавказкая пленница»
Все имеет значение. Если сверлить отверстия диаметром менее 1 мм станочек желателен, а если менее 0,5 мм — то просто необходим. Иначе свёрл не напасешся.
Что касается выбора сверл, то здесь уместно следующее правило — чем меньше диаметр отверстия, тем более гибким должно быть сверло, пусть даже в ущерб износостойкости. Поэтому, для диаметров 0,3-0,5 мм наилучшим выбором будет «быстрорез» марки Р6М5, покрытый нитридом титана («золотой» кончик), для диаметров 0,4-0,8 мм твердосплавные марки ВК20-ВК8, для больших диаметров — ВК8 или даже титанокобальтовые сплавы — ТК, обладающие высокой твердостью и износостойкостью, но очень хрупкие.
Наибольшие динамические усилия, ломающие сверла, возникают в момент выхода сверла насквозь, из-за резкого уменьшения сопротивления резанию. В этот момент, при ручной сверловке или на станке с ручной вертикальной подачей, человек не успевает скомпенсировать давление на инструмент, сверло «проваливается», «закусывает заготовку» и ломается. Поэтому, при ручной сверловке отверстий малых диметров, под заготовку подкладывают материал со схожими характеристиками и к концу сверления уменьшают вертикальную подачу (уменьшают давление на инструмент). Отсутствие перпендикулярности инструмента и заготовки, также увеличивает ударные нагрузки на сверло в несколько раз.
Особо сильные нагрузки возникают при сверлении «глубоких» отверстий (отношение глубины к диаметру более 3) из-за трения, поэтому при их сверловке применяют смазывающе-охлаждающие жидкости (СОЖ), в нашем случае — вода, и/или сверловку в несколько заходов (при этом страдает форма отверстия).
Также большое значение имеет скорость вращения инструмента, его материал и геометрия, и материал заготовки, так как эти параметры определяют оптимальную скорость резания. Эти данные приводятся в справочниках по мех. обработке, для нашей цели — сверление текстолита ТС сверлами диаметром 0,5-1,0 мм подойдет инструмент со скоростью вращения 8-12 тыс. об/мин. и с отсутствием биений. Отсутствие биений проверяют при высоких оборотах шпинделя, глядя на просвет — вокруг сверла не должно быть размытого контура — «ауры».
Качественный инструмент, как правило, тщательно маркирован, т.е. на него нанесена марка материала и лейбл изготовителя (на советском инструменте частенько маркировка только на упаковке). Инструмент из твердых сплавов упаковывается по отдельности в пластиковые пеналы. Хранить его нужно в индивидуальной заводской упаковке, не в коем случае не внавал.
В качестве приспособления для сверления мелких отверстий я использую, вертикально закрепленную в плите ДСП, направляющую и каретку от матричного принера. В качестве мотора — распостраненный двигатель ДП с цанговым патроном (правда пришлось повозится с центровкой). Пальцами прижимаю движок к каретке и сверлильный станочек готов к применению. По окончании работы также легко разбирается. Несмотря на простоту конструкции, количество сломанных сверл упало до нуля (важно не лениться затачивать).
Затупившиеся сверла диаметром 0,4-0,8 мм из быстрореза, затачиваю вручную на очень мелком наждачном камне или мелкой шкурке (лучше «алмазной»), при помощи цангового патрона моторчика. Зажимаю сверло, оставляя 5 мм длины, и мягким карандашом помечаю плоскость заточки сверла на патроне с обеих сторон. Затем выдерживая угол наклона сверла к абразиву 50-60 градусов, слегка прижимая и блокируя проворот патрона, делаю 10-15 горизонтальных движений сверлом по абразиву, амплитудой 10-15мм. Затем проворачиваю патрон на 180, ориентируясь на карандашную метку на противополжной стороне, с тем же усилием и углом затачиваю вторую сторону сверла.
Симметричность заточки контролирую при помощи лупы. Важна именно симметричность заточки, иначе сверло будет «гулять» в материале и быстро сломается.
Твердосплавные сверла затачивать таким образом не пробовал, так как пока в этом нет нужды. Однако, я думаю их нужно затачивать на заточном станке алмазным кругом.
Источник: www.radiokot.ru
Как правильно сверлить металл дрелью


Напильники чаще всего изготовляют из каленой стали и твердоплавких материалов, поэтому обычным сверлом отверстие в нем не проделать. Напильник взят для примера, в реальной жизни необходимость проделать отверстие в прочных сплавах появляется чаще. Например, необходимо сделать прорезь в ноже, ножовке и другом инструментарии. Какие способы решения есть, описано в статье.
Победитовоe сверло
Прежде чем сверлить твердую сталь, необходимо изучить ее свойства. Если материал хоть немного поддается изгибу, то отверстие в нем можно сделать с помощью победитова сверла для бетона. Сверло во время работы должно быть острым, возможно в процессе его потребуется затачивать на алмазном точиле. Для начала используется сверло небольшого диаметра для того, чтобы соприкосновение с поверхностью напильника было меньшим. После берется сверло нужного диаметра.

Как Просверлить Диск От Циркулярки Видео
Заточка циркулярных пил
Материал и свойства карбидных зубьев
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки в лучшем случае используются серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
Геометрия карбидных зубцов
В форме различают следующие типы зубов.
. Обычно используется в пилах для продольной быстрой распиловки, качество которых не особенно важно.
Наклонный (косой) зуб
с левым и правым углом наклона задней плоскости. Зубы с различным углом наклона чередуются между собой, из-за того, что они называются чередующимися. Это наиболее распространенная форма зуба. В зависимости от размера углов шлифования пилы с чередующимся зубом используются для распиловки самых разнообразных материалов (дерева, ДСП, пластмасс). как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона
задней плоскости используются в качестве подрезки при резке пластин с двухсторонним ламинированием. Их использование позволяет избежать сколов по краям разреза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает прочность и прочность зуба.
Зубы могут быть склонны не только к тылу, но и к передней плоскости.
Трапециевидный зуб
. Особенностью этих зубов является относительно медленная скорость притупления режущих кромок по сравнению с чередующимися зубьями. Обычно они используются в сочетании с прямым зубом.
Перемещаясь с последним и слегка поднимаясь над ним, трапециевидный зуб выполняет сквозное резание и прямую линию, следуя за ним. чистый. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двухсторонним ламинированием (ДСП, МДФ и т. Д.), А также для распиловки пластмасс.
Конический зуб
. Пилы с коническим зубцом являются вспомогательными и используются для забора нижнего слоя ламината, защищающего его от сколов во время прохождения основной пилы.
В подавляющем большинстве случаев передняя сторона зубов имеет плоскую форму, но есть пилы с вогнутой передней поверхностью. Они используются для отделки поперечной резки.
Углы шлифования зубов
Значения углов шлифования определяются с помощью пилы. те. один для резки материала и в каком направлении он предназначен. Пилы для продольной распиловки имеют относительно большой передний угол (15 °.25 °). В поперечных пилах угол γ обычно колеблется от 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной распиловки, имеют среднее значение переднего угла. обычно 15 °.

Значения углов шлифования определяются не только по направлению резания, но и по твердости материала пилы. Чем выше твердость, тем меньше передний и задний углы (меньше сужения зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с этим углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
При распиливании массивных заготовок боковые поверхности также подвергаются быстрому износу.
Не перегоняйте пилу. Радиус закругления режущей кромки не должен превышать 0,1-0,2 мм. В дополнение к тому факту, что, когда лезвие сильно тупые, производительность резко падает, для того, чтобы измельчить его, требуется в несколько раз больше времени, чем точить лезвие с нормальным притуплением. Степень притупления может быть определена как самими зубами, так и типом разреза, который они оставляют.
Правильная заточка циркулярных пил должна обеспечивать, в то же время, что режущая кромка должным образом заточена, чтобы обеспечить максимальное количество резцов, что в оптимальном случае может достигать 25-30 раз. Для этой цели рекомендуется использовать твердосплавный зуб, который следует шлифовать вдоль передней и задней плоскостей. Фактически, зубы могут быть измельчены и вдоль одной передней плоскости, но количество возможной заточки оказывается почти в два раза меньше, чем при заточке на двух плоскостях. На рисунке ниже ясно показано, почему это происходит.
Последний прогон дисков рекомендуется делать на задней плоскости зуба. Стандартное значение удаления металла. 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от грязи, например смолы, и проверить значения углов шлифования. На некоторых пилах они записываются на диск.
Оборудование и материалы для заточки пильных полотен
При использовании абразивных дисков (особенно алмазных колес) желательно их охлаждать.
По мере повышения температуры микротвердость абразивных материалов уменьшается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° C приводит к уменьшению твердости абразивных материалов почти в 4-6 раз.
Сверлим диск для дисковой пилорамы
сверлим диск
для дисковой пилорамы
Диск
пильный 350х30 мм 24 зуб. по дереву CONSTRUCT WOOD BOSCH
Чем сверлить каленую сталь. Сверлим пилу из быстрореза
Маленькие хитрости. Сверлим каленую сталь. Есть много способов сверления каленой стали. Кто-то прожигает
Использование воды для охлаждения может привести к ржавчине на деталях и компонентах машины. Для устранения коррозии к воде добавляют воду и мыло, а также некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При обычном шлифовании чаще всего используются мыльные и содовые растворы и с тонким шлифованием. низкоконцентрированные эмульсии.
Однако при шлифовании пильных дисков дома с низкой интенсивностью шлифовальных работ круг часто не используется для охлаждения круга. не желая тратить время на это.
Чтобы увеличить шлифовальную способность абразивных дисков и уменьшить удельный износ, следует выбрать наибольший размер зерна, который обеспечивает требуемую чистоту поверхности заостренного зуба.
Чтобы выбрать размер зерна абразива, в соответствии со стадией измельчения, вы можете использовать таблицу в статье о шлифовальных стержнях. Например, если используются круги с бриллиантами, для черновой обработки можно использовать круги с размером зерна 160/125 или 125/100. 63/50 или 50/40. Круги с размерами зерен от 40/28 до 14/10 используются для удаления зубцов.
Окружная скорость круга при заточке зубов карбида должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
При использовании заточных станков для пильных полос изменение относительного положения пилы и шлифовального круга может осуществляться по-разному. перемещение одной пилы (двигатель с кругом неподвижен), одновременное движение пилы и двигателя, перемещение только мотора с кругом (пильный диск неподвижен).
Производится большое количество шлифовальных машин различных функций. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим шлифования, при котором все операции выполняются без участия рабочего.
В простейших и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции. поворот пилы вокруг ее оси (включение зуба), подача на шлифовку (контакт с кругом) и контроль толщины металла, удаляемого с зуба. производятся вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
Примером самой простой машины для является система, фотография которой показана на фотографии ниже. Он состоит из двух основных узлов. двигатель с кругом (1) и опорой (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов скошенной передней плоскостью).
С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Процесс заточки пильных дисков
Пила устанавливается на оправке, зажатой с помощью конической (центрирующей) втулки и гайки, а затем устанавливается в строго горизонтальном положении с помощью механизма (3). Это обеспечивает угол наклона передней плоскости (ε1) равна 0 °. В машинах для шлифовальных дисков, которые не имеют встроенной угловой шкалы в механизме наклона, это делается с помощью обычного гониометра маятника. В этом случае проверьте горизонтальность машины.
Вращение винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, задает необходимый угол резания. Другими словами, пила перемещается в положение, где передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер отмечает зуб, с которого начинается заточка.
Двигатель включен, а передняя плоскость заострена. вставка зуба в контакт с кругом и несколько перемещений пилы назад и вперед с одновременным нажатием зуба на круг. Толщина удаляемого металла регулируется количеством затачивающих движений и силой нажатия зуба на абразивное колесо. После заточки одного зуба пила извлекается из контакта с кругом, она включает один зуб и повторяется операция заточки. И так далее, пока маркер маркера не сделает полный круг, показывая, что все зубы заострены.
Заточка зуба наклонена на передней плоскости
. Разница между заточкой скошенного зуба и заточкой прямого зуба заключается в том, что пилу нельзя устанавливать горизонтально, но с наклоном. с углом, соответствующим углу наклона передней плоскости.
Угол пильного диска устанавливается с использованием того же маятникового гониометра. Сначала устанавливается положительный угол (в данном случае 8 °).
После этого каждый второй зуб затачивается.
После затачивания половины зубов угол наклона пильного диска изменяется от 8 ° до 8 °.
И каждый второй зуб затачивается снова.
Заточка задней плоскости
. Чтобы затачивать зуб на задней плоскости, необходимо, чтобы шлифовальный станок пильного диска позволял устанавливать пилу таким образом, чтобы задняя плоскость зуба находилась в одной плоскости с рабочей поверхностью абразивного колеса.
Если нет машины для заточки пильных дисков
Точно выдерживайте необходимые углы заточки, удерживая пилу в руках от веса. Задача невозможна даже для человека с уникальным глазом и завидной жесткостью рук. Самое разумное в этом случае. для создания простого устройства для заточки, что позволяет фиксировать пилу в определенном положении относительно круга.
Простейшим из таких инструментов для шлифовальных подставка, поверхность которой находится на том же уровне, что и ось шлифовального круга. Расположив на нем пильный диск, вы можете убедиться, что передняя и задняя плоскости зуба перпендикулярны пильному лезвию. И если верхняя поверхность стенда сделана мобильной. фиксируя одну сторону навесной, а другую. Опираясь на пару болтов, которые можно прикрутить и скрутить. то он может быть установлен под любым углом, получая возможность затачивать наклонный зуб на передней и задней плоскостях.
Правда, в этом случае одна из основных проблем остается нерешенной. Извлечение одного и того же переднего и заднего углов. Эта задача может быть решена путем фиксации центра пилы по отношению к абразивному колесу в нужном положении. Один из способов реализовать это. Сделать паз на поверхности опоры оправки, на которой установлена пила.
Двигая оправу с кругом в канавке, можно будет выдержать требуемый угол реза зуба. Но для заточки циркулярных пил разного диаметра или угла заточки должна быть возможность либо переместить двигатель, либо опору, а вместе с ней и канавку. Другой способ обеспечить желаемый угол заточки более прост и установить на ступеньку стопов, фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такой адаптации.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков для параметров шлифования. Конечные удары кончиков зубов не должны превышать 0,2 мм (для пил диаметром до 400 мм), радиальные. 0,15 мм. Биение проверяется с помощью обычного индикатора.
Отклонение углов шлифования не должно превышать:
- для переднего угла. ± 1 ° 30 ‘;
- для заднего угла и углов скоса передних и задних плоскостей. ± 2 °;
Источник: oreninstrument.ru
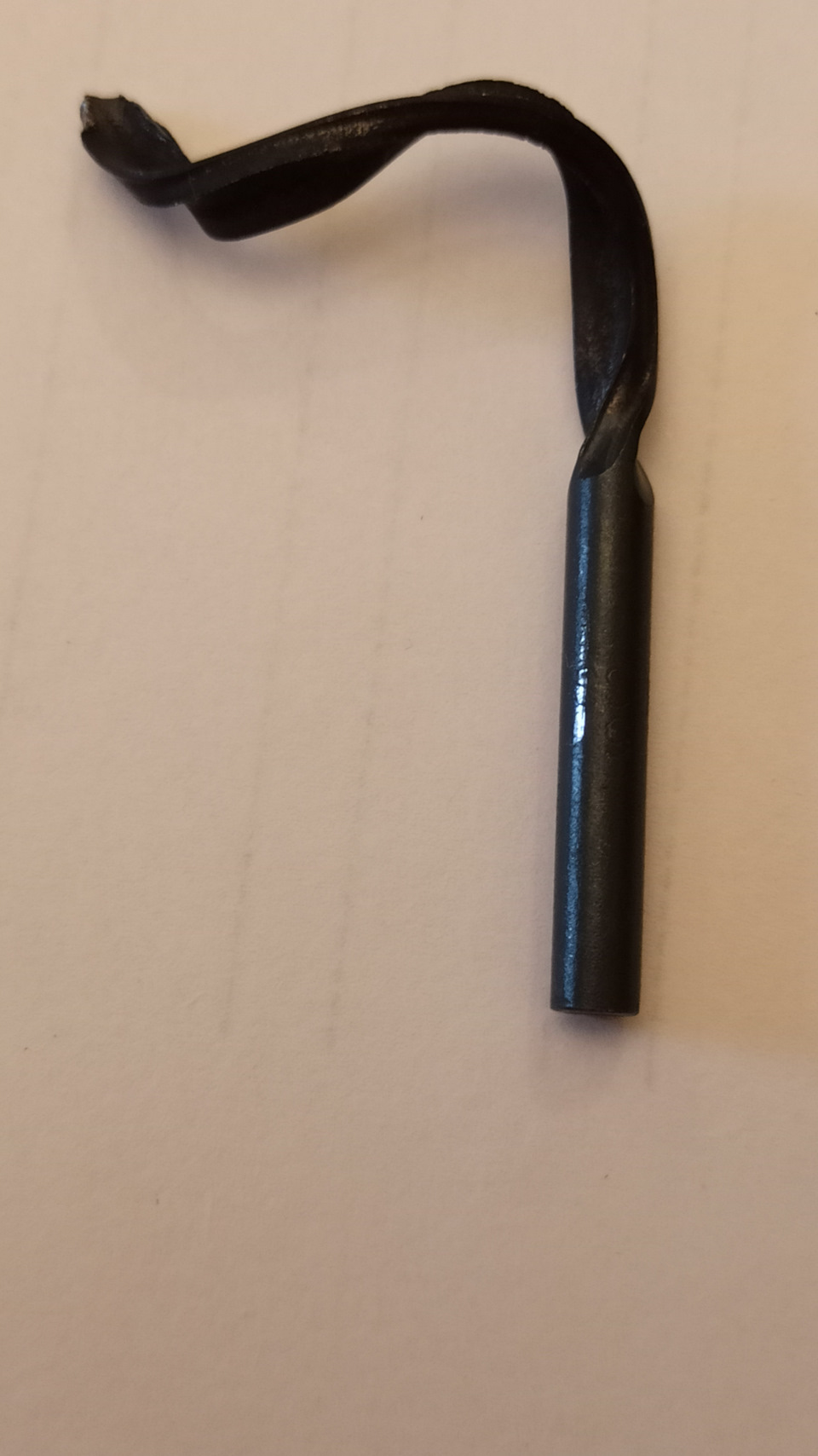
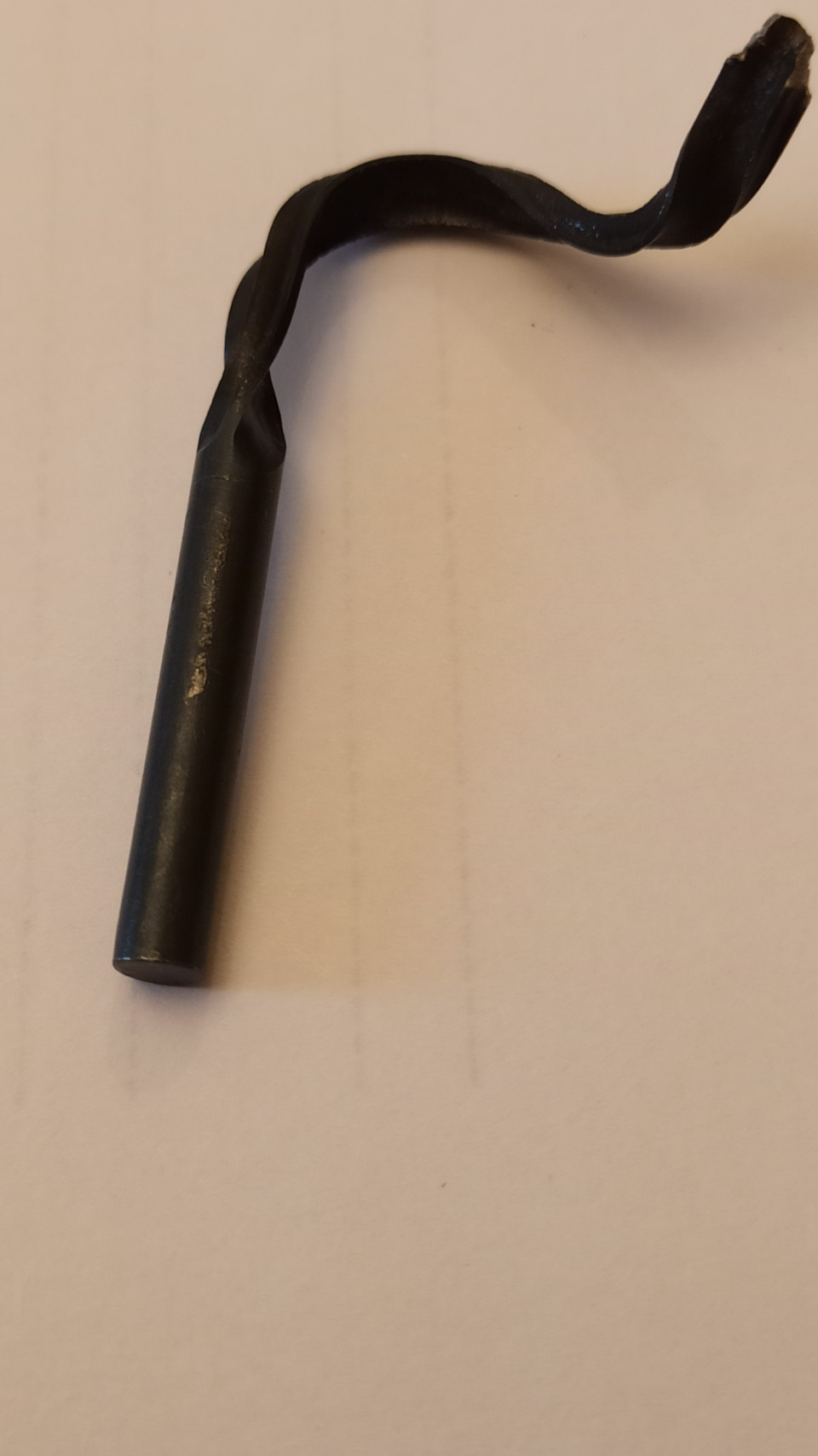
Вот такие сверла…

Доброе время суток, уважаемые!
Понадобилось давеча просверлить пару отверстий… Вот что произошло с «немецким» сверлом, купленным в нормальном (до этого случая) магазине.
Пришлось сверлить проверенным китайским…
Полный размер
Полный размер

Полный размер
29 августа 2020
Поделиться:

в инструкции к свелу «перед использование произвести закалку!»

dewalt сверла не плохие

Хорошая дрель и руки крепки!

Я езжу на Opel Zafira B
Обо что его так?

У моего тоже рученьки под стакан заточены)))
Таким сверлом стаканы из льда хорошо высверливать)))



У меня по бетону с победитовым наконечником так же свернуло…

Вот за что я люблю такие посты, так это за то, что можно искренне поржать с комментариев на подобные темы…))) А если всерьёз, то фактически примерно точно такой же вид был когда-то давно у сверла и у меня самого, когда оно «перезавилось» в обратную сторону…так что дружище — вы не одиноки в сей оказии…ну да удивляться не чему, если свою промышленность «положили на лопатки» и вся мелочёвка(не говоря уже о чем-то более серьёзном) отдана на откуп китайским «ремесленникам»…буквально сегодня психовал, когда пытался просверлить державку резца, чтобы нарезать резьбу зажима пластины…как ни пытался заточить — всё без толку…пришлось нагревать его до красна и отпускать закалку в печке…

Надо было реверсом выровнять)

Попробовал я кобальтовые сверла, теперь других не беру, 12 м сверлом без особых усилий рельс просверлил

За тобой уже выехали)
Рельс это ж хлопцы муляж, а вы о чем подумали

Это сверла для дерева.

Я езжу на Hyundai Elantra (3G)
Это специальные свёрла для извилистых отверстий.

Я тоже так согнул оказалось надо ещё уметь сверлить)))

Охренеть… как такое вообще возможно было…

По состоянию заточки, «дело было не в бабине…»

Сделай сам — это типа согнуть сверло нужно?
Или какой смысл данной записи?
сначала попробуй найти сверла из каленого пластилина))) их хер де купить
Ваше мнение очень важно для нас.

Это самое дешевое китайское сверло по дереву, такие в Леруа в самом низу насыпаны за копейки.
Неудивительно, что оно завязалось узлом.

это сверла так называемые DIY для самодельщиков… просверлить можно фанерку пластмаску и все…
нормальные сверла стоят нормальных денег и то не вечные, метал сверлить нужно на низких оборотах с добавлением смазки.
я так со ступенчатыми сверлами приип. купил на алике и повезло нормальные сверла. в след раз купил у того же продавца … об фанеру затупилось сверло :))) потом только разобрался че к чему… щас дома лежит три комплекта разной ценовой категории. последние кобальтовые… раньше было проще взял удеда сверло и сверли хоть молоток…

Причем молоток тоже не простой, а каленый, да не просто из советского железа, а из немецкого трака отлитый — деды-то раньше вещи домой тащили, а не айфоны заграничные))

Я езжу на Toyota Auris (2G)
Такое «немецкое» качество, я покупал в китайском магазине ширпотреба за копейки

А зачем вы покуете сверла по дереву, и пытаетесь сверлить ими металл?


Несуществующий пользователь
Без машины
немецкое качество испортилось вообще… Нафига все европейское покупать? Только деньги на ветер

У меня тоже такие есть

Вот эконом вариант



У меня таких сверел bosh целый набор. По недостающим сверлам и молотку видно, Немецкое качество.


Совсем плохого качества сверла ?
Себе такой набор присмотриваю.
Китайщина. Тупятся на раз. По бетону сверла, победитовый наконечник стирается очень легко. Молоток мягкий, на трубочке, бошка отпала на второй день, следы от гвоздей оставались.
Вердикт — говно.
Совсем плохого качества сверла ?
Себе такой набор присмотриваю.
Лучше поштучно бош брать, они хоть нормальные, а это видать китайская подделка.
У меня таких сверел bosh целый набор. По недостающим сверлам и молотку видно, Немецкое качество.
Зелёный Бош хрень полная
Я давно покупал перфоратор бошевский, производство германия, он зеленый, в зеленом кейсе, уже лет 7 работает.
Зелёный Бош хрень полная
Видимо сейчас просто подделку гонят, и нам везут.

У меня таких сверел bosh целый набор. По недостающим сверлам и молотку видно, Немецкое качество.
Зелёный бош — говно.

А теперь прикинь, автор — кетаццкий авто весь из такого пластилина собран.
Китай Китаю рознь.
Взаимно. Прежде чем писать, пруфы прилагай.
Пруф кетаццкого пластилина:
Глаза разуй — это 2019 год.
Ясно, аргументов ждать бесполезно.

А теперь прикинь, автор — кетаццкий авто весь из такого пластилина собран.
мне тут один владелец китайского авто сказал, что оригинальная китайская рейка стоит 28 тыр, а не оригинальная 8 тыр…так что у них там тоже градация…=) те сверла просто не оригинальные китайские =)))))
Оригинальная — это та же, что и неоригинальная, только с наценкой офдилера

Ну не сломало же, значит качественное)

Без машины
Надо здесь на просторах драйв2 создать Народный музей Инструмента.
Впервые вижу ТАКОЕ.
Рядом мужики чё только не делают и свёрла и метчики и развертки.
Кстати покупной инструмент не весь конечно…сразу либо назад отправляют либо переделывают.
А СКОЛЬКО готового инструмента выкинуто((( я р̶у̶к̶о̶в̶о̶д̶я̶т̶л̶а̶м̶ менеджерам.продали бы лучше людям по цене чуть выше металлолома.не хотят…

А меня так же сверла из Леруа разворачивались. а бур по бетону об кирпич стерся:)

Ничего удивительного тут нет, просто отсутствует закалка и при чем повидимому из за стали так как воронение присутствует. У нас на производстве вылез здоровенный ящик подшипников с местного подшипникового завода( он тогда был в предсмертном состоянии), проблема была в том что «с ними что то не так» оказались из стали 20♂️. Как вообще сталь 20 могла попасть на производство подшипников остается неясно, но факт.

Набор дешёвых сверел использую для черновой работы, а для деликатной только Dewalt и Hilti


Я езжу на Toyota Hilux (8G)
Не раскрошились как графит и на том скажите спасибо «немеському» бленду.



Вот это сверла! Агонь! Продай, давно ищу, плачу любые деньги нИмеТСкое качество, однако

Срань господня… Из фольги говна и палок столь лепят.

Это сверла для хлеба, сосиски вставлять.
Хлеб чёрствый попался…

Я такие полотна к ножовке покупал, не пилят, зато в узел завязываются и не ломаются.

Наверное я не в той Германии живу :))
Один раз попалось незакалённое, тупится даже когда по дереву работаешь но чтобы развернуть …

Это специальное сверло…
408й Москвич заводить, когда аккум сел.

сверла dewalt extreme с тонким наконечником, чуть дороже обычных но я только такими последние 5 лет пользуюсь


Сверлил по весне теплицу из 3 мм железа, так хваленые дидовские советские сверла отправлялись на переточку после 2-х дырок. Купил кобальтовые (фит, вроде), так одного сверла хватило на все 100+ дырок, оно реально как прокалывало металл.

После того, как я затупил все свои сверла, пытаясь высверлить обломок каленого болта, а потом поехал в магазин и купил кобальтовые, я полюбил их всем сердцем )))
Легко берут нержавейку, чугун и прочие материалы.

Совет бывалых — идёшь на блошиный рынок и дедушек покупаешь советские сверла, останется только найти того кто заточит
Деды уже давно новодел продают, запасы-то не вечные. Как ни как почти 30 лет прошло. Да и деды уже не те пошли… вот раньше времена были…
MASCHINIST161
Совет бывалых — идёшь на блошиный рынок и дедушек покупаешь советские сверла, останется только найти того кто заточит
При условии, что на сверле клеймо Р18, это путние сверла. Но это капец какая редкость обычно Р6М5

Р6М5 такие очень даже. сверлит все. тупится долго. заточить несложно. я про советские)
update.
У меня на сверлах Р6АМ5 оказывается
Р6М5 традиционный советский быстрорез, все сверла из него делались нынешние тоже, китай как правило делает из американской номенклатуры сталей, но тоже из быстрореза. А вот советский быстрорез Р18 это уже раритет) как говорил мне наш лабораторный токарь видишь клеймо, берешь в карман и уходишь))). Так же один дед бывший работник Томского инструментального завода, который продажей занимался на тот момент каких то активов потыренных, рассказывал что после открытия космической программы р18 перестали выпускать и эксплуатационные качества сверел упали, но это информация субъективная фиг знает так оно или нет. Но у меня есть сверла из р18 и не могу сказать что они прям как нож в масло) не все же от марки стали зависит) да и при бытовом применении ресурс не так важен.

Сейчас почти все сверла такие. Как то брал набор сверел развернулись так же. В советские времена следили за качеством продукции, был отк… Сейчас китайцы льют всё из одного котла. Поэтому беру сверла у дедушек на барахолке, которые успели их натырить при развале заводов. Ещё советские в солидоле…

Было мне лет 15, подарили набор из лобзика дрели и болгарки. Ну я так же решил просверлить в дереве отверстие. И сверло так же развернуло. Я перепугался и подумал что я не в ту сторону сверлил и этим самым сломал сверло

Тоже было такое. При сверлении в станке токарном, очень красиво развернуло.
Источник: www.drive2.ru
Как сверлить кирпич, чтобы его не испортить

По структуре кирпичи делятся на полнотелые, пустотелые и поризованные керамические блоки, которые еще называют теплой керамикой: последние отличаются сложной ячеистой формой. Разберем, где какие кирпичи используют.
Полнотелые кирпичи
Полнотелые кирпичи используют там, где зданию нужно обеспечить максимальную прочность: фундамент, цоколь, несущие стены и перегородки. Это прочные и тяжелые кирпичи, а количество пустот внутри них не превышает 13%. Полнотелые кирпичи почти не впитывают влагу и не деформируются при контакте с водой.
Один из самых популярных типов полнотелых кирпичей — кирпич М150. Маркировка «М150» означает, что 1 см² кирпича выдерживает нагрузку в 150 кг.

Пустотелые кирпичи
Пустотелые кирпичи весят на 1–2 кг меньше полнотелых из-за отверстий, заполненных воздухом. По этой же причине они менее прочные. Из таких кирпичей не выкладывают несущие стены, зато они незаменимы для заборов, хозяйственных построек и облицовки зданий. Главное преимущество пустотелых кирпичей — высокая теплоизоляция. Зимой стены из них удерживают тепло внутри, а летом почти не нагреваются, поэтому в доме всегда сохраняется комфортный микроклимат.
Из-за своей пористой структуры пустотелый кирпич гасит шум улицы, меньше растрескивается и стоит дешевле, чем полнотелый.
Теплая керамика
Теплая керамика универсальна, ее используют при строительстве многоквартирных домов до 9 этажей, для возведения стен каркасных домов, в том числе несущих. Незаменима теплая керамика и для заборов и перегородок. Такие кирпичи чаще называют поризованными керамоблоками, так как их стенки состоят из мелких ячеек, а доля пустот близится к 50%.
По своим характеристикам керамоблоки ближе к газоблокам и пеноблокам, чем к кирпичу, хотя их тоже делают из глины. Теплая керамика гораздо крупнее обычного кирпича: размеры классического кирпича — 250 х 120 х 65 мм, а керамоблока — 380 х 250 х 219 мм. Теплая керамика выдерживает нагрузку до 10 тонн.

Чем сверлить кирпич в зависимости от структуры
Отверстия в разных по структуре кирпичах делают при помощи разных инструментов. С полнотелым кирпичом, например, работают как и с бетоном — перфоратором в ударном режиме.
Пустотелый кирпич сверлят перфоратором или дрелью, но уже без ударного режима, потому что такой режим может повредить кирпич. Выбирайте коронку для керамогранита или сверло для бетона с наконечником из твердого сплава — победита. Им делают отверстия под дюбели.
В разбитый кирпич уже не получится вставить дюбель-гвоздь. Придется использовать более дорогой химический анкер. Однако даже этого сделать не удастся, если размер трещины большой или ее форма неудачная.
Большие отверстия для труб или розеток в пустотелых кирпичах делают дрелью с алмазной коронкой. Если стены толстые, возьмите удлинители — промежуточные насадки, с помощью которых можно просверлить отверстие глубже, чем позволяет размер сверла. Выбирайте среднюю скорость сверления, потому что низкой будет недостаточно для крупных отверстий, а на высокой скорости сверло быстро затупится.
Керамические блоки сверлят так же, как и пустотелый кирпич: в безударном режиме дрелью с коронкой по керамограниту нужного диаметра или победитовым сверлом по бетону.
Чем сверлить кирпич в зависимости от материала
Кирпичи отличаются не только по структуре, но и по материалу, из которого они изготовлены. Это тоже влияет на выбор инструмента для сверления.
Силикатный кирпич
Силикатный кирпич состоит из кварцевого песка и извести. Он похож по составу на пеноблоки и газоблоки, которые обычно сверлят сверлом по дереву, коронкой по дереву или керамограниту — получается быстро и точно. Для работы с силикатным кирпичом выбирайте шуруповерт на средней скорости или перфоратор в безударном режиме. Так уменьшается риск повредить кирпич. Маленькие отверстия под дюбель или большие под вытяжку либо розетку сверлят по одной и той же технологии, отличается лишь диаметр сверла или коронки.

Керамический кирпич
Керамический кирпич сверлят так же, как пустотелый: победитовым сверлом по бетону или коронкой для керамогранита. Используйте дрель в безударном режиме на низких и средних оборотах.
Клинкерный кирпич
Клинкерный облицовочный кирпич — более плотный по сравнению с кирпичами из других материалов. Для работы с ним используют дрель со сверлами по керамограниту. Сверлите на средних оборотах в безударном режиме. Через каждые 10–15 секунд делайте перерыв, потому что сверла быстро нагреваются. В перерывах охлаждайте сверло в стакане с водой.

Как сверлить кирпич — пошаговая инструкция
- Просканируйте стену детектором скрытой проводки, чтобы при сверлении случайно не задеть электрику.
- Сделайте на стене разметку карандашом. Если, например, нужно повесить кухонные шкафчики, то определите высоту креплений и прочертите ровную горизонтальную линию, используя строительный уровень или лазерный нивелир.
- На месте будущих отверстий сделайте насечки специальным слесарным инструментом, похожим на отвертку, — керном. Им отмечают место установки сверла или коронки.
- Держите дрель или перфоратор ровно, чтобы сверло входило в стену строго горизонтально. Если оно будет под углом, то быстро затупится. Для того чтобы просверлить отверстие, которое находится выше уровня глаз, встаньте на стремянку.
- Начинайте работать дрелью или перфоратором на низких оборотах в режиме «без удара». Если кирпич пустотелый, то так и продолжайте сверлить в безударном режиме. Если полнотелый — включите ударный режим, когда углубитесь в кирпич на 0,5 см.
- Каждые 10–15 секунд охлаждайте сверло в стакане с водой, чтобы увеличить срок его службы.
Можно ли делать крепление в швах
Специалисты не сходятся во мнениях, можно ли делать крепления в швах. Одни категорически против высверливания швов кирпичей, потому что цемент в них со временем начинает крошиться и уже не может обеспечить надежное крепление.

Другие, наоборот, считают, что делать крепления в швах надежнее, потому что кладочный раствор плотный и не имеет пустот. Такое мнение не лишено оснований. Если вы планируете повесить что-то тяжелое на стену из пустотелого кирпича — например, телевизор или подвесные качели, — то дюбель может попасть в одну из пустот кирпича. А эти пустоты не так плотно заполнены цементным раствором, как швы. Так что велика вероятность, что дюбель выпадет из такого отверстия: может быть, не сразу, но с каждым днем он будет незаметно съезжать под нагрузкой габаритного предмета.
Если нужно сделать крепление для чего-то тяжелого в шве между кирпичами или в пустотелом кирпиче, используйте химический анкер. Работать с химическими анкером несложно: сделайте в стене отверстие под анкер, залейте в него клеевой состав и установите металлический стержень. Анкер полностью затвердевает через 30–90 минут в зависимости от температуры воздуха и материала.
Химический анкер поможет надежно закрепить любые предметы на стенах из пористых и рыхлых материалов: газобетона, пенобетона, поризованного керамического или пустотелого кирпича. По прочности на разрыв он в 2,5 раза превосходит металлические распорные анкеры. Это значит, что при сильной нагрузке на растяжение металлический анкер сломается гораздо раньше, а химический сможет долго держать тяжелый предмет.
Что в итоге
Выбирайте правильный электроинструмент, сверло и режим работы, чтобы не расколоть кирпич. Важно учитывать структуру кирпича, а также материал, из которого он сделан. Пустотелый кирпич сверлите в безударном режиме, полнотелый — в ударном, но не сразу, а когда сделаете отверстие глубиной 0,5 см.
Если вы знаете, из какого материала сделан кирпич на вашей стене, выбор инструмента очевидный:
- Силикатный кирпич — неплотный, поэтому его берет даже сверло по дереву.
- Керамический кирпич и поризованный керамоблок сверлите победитовым сверлом по бетону или коронкой для керамогранита.
- Клинкерный кирпич плотнее, поэтому для него выбирайте алмазные сверла и коронки. Сверлите его дрелью на средних оборотах.
Если не знаете, из какого кирпича состоят стены, можно воспользоваться универсальным способом — просверлить отверстия перьевым сверлом по керамограниту. Это самые высокоточные сверла, которые сейчас есть на рынке, однако они недолговечны: одного сверла хватает в среднем на 8–15 отверстий. Зато каких! Отверстия получатся четкими, ровными и без смещений.
Обязательно после каждых 10–15 секунд работы охлаждайте сверла в стакане с холодной водой, чтобы не сжечь наконечник.
Для крупных отверстий под розетку или вытяжку во всех видах кирпича используйте алмазную коронку по бетону или керамограниту. Это удобно, так как у нее есть разные диаметры и она способна просверлить даже самые твердые материалы.
А вы чем обычно сверлите кирпич? Расскажите в комментариях.
Узнайте больше:
- Нужно ли грунтовать гипсокартон перед шпатлевкой
- Как выровнять перепад пола
- Почему рабочие наливают воды меньше, чем в инструкции: как правильно разводить штукатурку
система крепежа, которая состоит из стального стержня с резьбой, клеевого состава (полимерная смола, кварцевый песок или цемент) и отвердителя
Источник: znaet.petrovich.ru