При проектировании подшипниковых узлов принципиальное значение имеет сопряжение (посадка) внутренних колец с валом и наружных с корпусом. Поскольку подшипники являются стандартными узлами, то валы и корпуса следует приспосабливать к ним. Внутренние кольца сажают на вал по системе отверстия, а наружные в корпус по системе вала (рис. 32) . При том, что поле допусков внутреннего кольца направлено не в тело, а к центру, посадки на вал получаются более плотными, чем обычно в системе отверстия.
При выборе посадки необходимо обеспечить неподвижное соединение того кольца подшипника, которое сопрягается с вращающейся частью машины, передающей внешнее усилие на подшипник. В противном случае оно будет обкатываться и проскальзывать по посадочному месту, что приведет к его износу и выходу из строя подшипника. В то же время посадка должна быть с минимальным натягом, чтобы зазоры между кольцами и телами качения не претерпевали значительных изменений.
Второе кольцо подшипника, сопрягающееся с неподвижной частью машины, устанавливают с небольшим зазором или с очень небольшим натягом для облегчения осевых перемещений кольца при монтаже, температурных деформациях вала и при регулировке зазоров в подшипниках. Кроме того, такой вид сопряжения позволяет кольцу под действием толчков и вибраций периодически поворачиваться вокруг оси подшипника, вследствие чего в работе участвует не ограниченный участок кольца, а вся дорожка качения.
Монтаж и демонтаж подшипников SKF — Радиальные шарикоподшипники
В зависимости от режима работы машины, чем больше нагрузка и сильнее толчки, тем более плотными должны быть посадки. Чем быстроходнее машина (меньше нагрузки, выше температуры), тем посадки должны быть свободнее.
Посадки роликоподшипников требуются более плотные в связи с большими нагрузками. Посадки радиально-упорных подшипников плотнее, чем у радиальных, у которых посадочные натяги искажают зазоры. Посадки крупных подшипников из-за больших сил назначают плотнее, чем у средних и мелких.
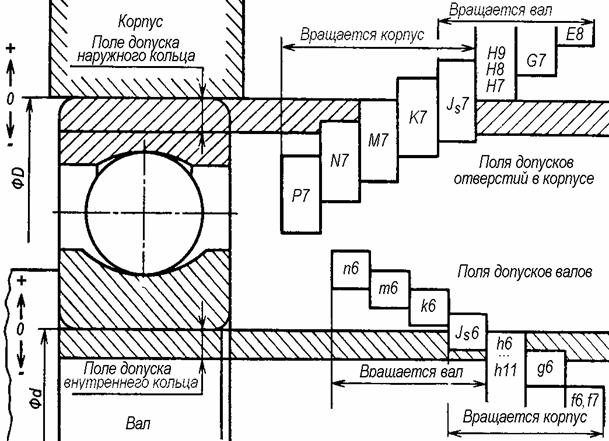
Рис. 32. Поля допусков вала и корпуса при посадке подшипника
Рекомендации по выбору посадок по мере роста нагрузок в опорах можно сформулировать следующим образом:
— допуски валов при вращающемся корпусе – g6; h6;
— допуски корпуса при вращающемся корпусе – K7; M7; N7; P7.
Источник: studopedia.ru
Как правильно запрессовывать подшипники?
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
Как легко посадить подшипник на вал
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревом
По-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
Оправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее

Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра

Вырезаем сваркой внутреннею обойму


Для удобства работы — навариваем на обойму шайбу

Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос



На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Driver
7 комментариев
Не, ну ведь по идее подшипники не так немного сажают. Сам подшипник лучше заморозить(в морозилке на всю ночь и более), а само посадочное место греют, хорошенько греют. Потом этот холодный подшипник влетает в посадочное место как по маслу.На холодную запрессовывать подшипники не очень айс..
Pocik29: то о чем вы говорите это способ хорош. Но видели ли вы где-нибудь , чтобы таким способом запрессовывали подшипники на заводе?
Источник: alisa-motors.ru
Технология горячей запрессовки подшипников

Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
- Масляные ванны — применяются редко, т.к. есть риск загрязнения подшипника и быстрого выхода его из строя (14% всех отказов подшипников происходят из-за его загрязнения)
- Нагревательные плитки с электронагревом — также применяются не часто, из-за одностороннего нагрева
- Установки с применением индукционного нагрева — самый используемый вид оборудования для горячей установки подшипников. О них дальше и пойдет речь.
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
- Стационарные установки индукционного нагрева
- Мобильные системы индукционного нагрева
- Портативное оборудование, как показано на схеме
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля.
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
Как и обещали, русскоязычный сайт компании SKF Group
Источник: heattreatment.ru
Сборка электродвигателей после ремонта
На вал ротора напрессовывают подшипники. Шариковые подшипники устанавливают целиком. При установке роликовых подшипников насаживают на вал внутреннее кольцо с телами качения, а внешнее кольцо устанавливают в подшипниковый щит. Перед насадкой на тщательно протертые поверхности наносят тонкий слой смазки. Принятые в электрических машинах способы неподвижной посадки внутреннего кольца на вал указаны в таблице ниже.
| Мощность электрических машин, кВт | Диаметр подшипников, мм | Посадка | |||
| радиальных | радиальноупорных | ||||
| шариковых | роликовых | шариковых | роликовых | ||
| До 100 | До 100 | до 40 | До 100 | До 100 | Напряженная |
| Свыше 100 | 100 | Свыше 100 | 180 | Плотная | |
| Тугая | |||||
| 250 | 250 | Глухая | |||
Внешнее кольцо устанавливают в посадочное гнездо подшипникового щита с подвижной посадкой (скользящей или движения). Перед сборкой посадочные поверхности протирают и смазывают. В тех случаях, когда у подшипников имеются внутренние крышки, их устанавливают на вал до посадки подшипников.
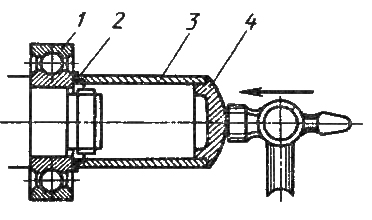
Рис. 113. Приспособление для насадки подшипников качения
Подшипники небольших диаметров насаживают на вал в холодном состоянии, для чего используют монтажную трубу 2, передающую ударные усилия запрессовки только на внутреннее кольцо подшипника 1 (рис. 113). Трубу снабжают медным кольцом 2 и сферическим оголовком 4, способствующими центрированию ударного усилия.
Подшипники более крупных размеров устанавливают с предварительным нагревом до 80—100 С в масляной ванне или индукционным способом, сокращающем время нагрева в 2 — 3 раза. Для посадки применяют прессы с передачей усилия на внутреннее кольцо подшипников через монтажные стаканы. Внутреннее кольцо подшипника должно плотно прилегать к заплечику вала; наружное кольцо — легко вращаться от усилия руки.
Неразъемные вкладыши подшипников скольжения запрессовывают в посадочные гнезда подшипниковых щитов и фиксируют стопорным винтом. Для этого применяют те же приспособления, что и при разборке. При посадке вкладышей смазочные кольца в резервуаре щита располагают в прорези участка шейки вала. Для крупных вкладышей используют прессы.
При проверке зазоров их размер, измеренный с помощью щупов, сравнивают с заводскими данными. Подшипники качения устанавливают так, чтобы один из них имел возможность перемещаться в подшипниковом щите на 0,5—1,5 мм в осевом направлении. Если зазор уменьшить, то удлинение вала при нагреве повлечет заклинивание подшипников.
Ротор вводят в статор, используя те же способы и приспособления, что и при выводе ротора. В подшипники качения закладывают смазку. Подшипниковые щиты устанавливают на подшипники, вал вывешивают подъемными устройствами и удаляют из-под ротора картонную прокладку.
При установке на вал щитов с подшипниками скольжения смазочные кольца выводят из прорези вкладыша, чтобы не повредить их валом. Совмещают риски на станине и щитах, крепят щиты к станине крепежными болтами. Подъемные приспособления снимают. Затем проверяют свободу вращения ротора и затягивают крепежные резьбы щитов. Устанавливают мелкие детали (фланцы, крышки) и заливают масло в подшипники скольжения.
Напрессовывают на рабочие концы валов соединительные или передаточные детали (полумуфты, шкивы, тормозные диски, шестерни). Успешность центровки вала электродвигателя с валом производственного механизма или с валом редуктора прямо зависит от точности посадки соединительных деталей. Посадку выполняют как в холодном состоянии, так и с нагревом до 200—300 С.
После сборочных операций проводят замер воздушных зазоров. В машинах постоянного тока воздушные зазоры измеряют под серединой каждого полюса с обоих торцов машины. В машинах с петлевой обмоткой якоря зазоры под главными полюсами могут отличаться от среднеарифметического значения не более чем на 10% (при нормальном зазоре 3 мм и ниже) и не более чем на 5 % (при нормальном зазоре выше 3 мм). Эти допуски вдвое больше для машин с волновой обмоткой якоря. Под серединами добавочных полюсов во всех случаях отклонения воздушных зазоров должны быть не более 5 % от среднеарифметической суммы всех зазоров.
В асинхронных машинах зазоры измеряют на обоих торцах машины в диаметрально противоположных точках окружности расточки статора по обеим осям симметрии. При больших диаметрах ротора зазор измеряют в восьми точках окружности ротора. Отклонения воздушных зазоров от среднеарифметического в асинхронных машинах должны быть не более 10% Для всех машин зазор в каждой из намеченных точек измеряют трижды, последовательно поворачивая ротор вокруг оси на 120°.
Обкатку электродвигателя производят на холостом ходу, контролируя ток холостого хода, нагрев подшипников и шумы. После обкатки повторно контролируют воздушные зазоры нагретой машины.
Проверку осевых зазоров (осевой разбег ротора) в подшипниках скольжения или измерение осевого температурного зазора проводят между наружным кольцом и крышкой подшипника в одном из шарикоподшипников. Осевой разбег ротора определяют смещением вала вдоль оси до упора сначала в одну, а затем — в другую сторону при неподвижном роторе. В обоих случаях измеряют расстояние от риски, специально нанесенной на доступную часть вала, до корпуса подшипника. Разность результатов измерений составляет осевой разбег ротора, равный удвоенному осевому зазору.
Односторонние осевые зазоры, которые должны быть одинаковы, измеряют на холостом ходу. Для этого смазанный торец надежно укрепленного деревянного бруска упирают в торец вращающегося вала и смещают ротор до упора. То же проделывают с другого конца вала. В обоих случаях измеряют расстояние от риски до корпуса подшипника перед нажатием на вал и во время него. Разности между результатами этих измерений равны соответствующим осевым зазорам.
При невозможности измерения осевых зазоров на вращающемся роторе их ориентировочно оценивают по осевому разбегу ротора. Результаты измерения осевого зазора сравнивают с допустимыми значениями.
| Мощность электродвигателя, кВт | Допустимый осевой зазор, мм | |
| для новых и перезалитых подшипников | для подшипников, не подвергавшихся перезаливке (не более) | |
| До 10 | 0,4-0,5 | 1 |
| 10-20 | 0,5-0,75 | 1,5 |
| 20-40 | 0,75-1,0 | 2 |
| 40-80 | 1,0-1,5 | 3 |
| 80-160 | 1,5-2 | 4 |
Температурный зазор шарикоподшипника, обеспечивающий свободное удлинение вала при нагреве, может быть определен по формуле: а = 12tl10 -6 + 0,15, мм, где: t — наибольший перепад температур вала, °С; l — длина вала между шарикоподшипниками, мм. Ориентировочно, в среднем а = 1,3 мм на каждые 1000 мм расстояния между опорами.
Особенности сборки двигателей постоянное тока
Особенности сборки двигателей постоянное тока состоят в сборке индуктора (станины с полюсами), сборке щеточного механизма на переднем щите, а также установке траверсы в нейтральное положение и расстановке щеток на коллекторе.
Полюсы собирают со станиной обычно при вертикальном положении ее оси, так как в этом случае удобнее использовать грузоподъемные устройства для тяжелых полюсов. При разъемных станинах проще собирать индуктор в горизонтальном положении.
При установке полюсов выверяют положение их сердечников по радиусам и равенство полюсных делений по окружности машины. Выверенные полюсы с обмотками закрепляют на станине и выполняют межкатушечные соединения в соответствии со схемой. Затем с помощью магнитной стрелки контролируют полярность полюсов при питании системы возбуждения от источника постоянного тока пониженного напряжения. В двигателях постоянного тока в направлении вращения за главным полюсом следует одноименный добавочный (в генераторах — противоположной полярности).
При вертикальной сборке передний щит с установленным на нем щеточным механизмом устанавливают сверху в центрирующие заточки вертикально расположенного индуктора и затягивают крепежные болты. Индуктор со щитом поворачивают свободным торцом вверх.
Якорь, собранный с задним щитом, вводят в расточку полюсов индуктора сверху свободным концом вала в подшипник переднего щита и запрессовывают в корпус крепежными болтами заднего щита. Для строповки задний конец вала якоря в этом случае должен иметь резьбу, на которую навертывают сборочный рым-болт. Двигатель переводят в горизонтальное положение, устанавливают траверсу со щетками в нейтральное положение и располагают щетки на коллекторе по правилам, рассмотренным ранее. Затем выполняют операции, описанные для асинхронных двигателей. Ввод якоря в индуктор может быть осуществлен и в горизонтальном положении по общим правилам.
- Неисправности электродвигателей
- Виды и объемы ремонтов
- Разборка электродвигателей
- Общие сведения об обмотках
- Ремонт обмоток
- Ремонт контактных колец и щеточного аппарата
- Ремонт подшипников
- Ремонт сердечников
- Испытания электродвигателей после ремонта
- Монтаж электродвигателей после ремонта
Источник: www.ess-ltd.ru