Преимуществ использования токарных пластин достаточно много.
- Во-первых, как было сказано выше, основная функция пластины — увеличить долговечность резца. Резцы стоят довольно дорого, а изнашиваются очень быстро. Пластины существенно удлиняют им «жизнь».
- Во-вторых, резцы гораздо менее универсальны, чем пластины. Имея при себе достаточный набор пластин, можно выполнять обработку металлов и сплавов разного состава и структуры.
- В-третьих, менять пластины в разы удобнее и быстрее, чем менять резцы. А это является существенной составляющей производительности на единице оборудования.
- В-четвёртых, существует огромный ассортимент насадок, а это значит, что подобрать пластину для какой-либо технологической операции гораздо проще, чем резец.
- Ну и наконец, в-пятых, экономия. Купить новую пластину взамен той, которая сломалась, обойдётся гораздо дешевле приобретения нового резца. В этом, пожалуй, одно из главных преимуществ токарных пластин.

Преимущества и недостатки резцов
Резьбовые резцы со сменными пластинами обладают следующими достоинствами:
- невысокая стоимость:стоят меньше резцов цельного типа;
- позволяют экономить большое количество временных ресурсов во время подготовки режущего инструмента к разным технологическим операциям;
- пластины способны выдерживать высокие нагрузки, потому что они изготовлены из твердосплавных материалов;
- отрезные резцы могут применяться для обработки деталей с небольшими габаритами и неровным рельефом;
- режущий инструмент можно переналаживать при необходимости;
- высокий срок службы державок, что позволяет прочно закреплять инструмент на токарном станке;
- не требуют дополнительных заточек или пайки;
- во время обработки снижают силу резания и температуру на 35 – 40%;
- предоставляют возможность изменять режимы резания на ходу;
- унификация всех моделей резцов: позволяет подобрать нужную пластину для обработки заготовок из определенных видов металлов.
Эксперты выделяют следующие недостатки резцов со сменными пластинами:
- из-за наличия множества креплений для твердосплавных пластин увеличивается общий вес режущего инструмента;
- резцы не способны обеспечить оптимальные геометрические параметры режущей кромки из-за различной формы пластин и особенностей их крепления;
- высокая сложность изготовления режущего инструмента.

Качество резьбового резца зависит от вида обработки и режима резания. Резец дольше сохраняет свои преимущества при низкой скорости резания и во время внутреннего поперечного точения. Режущий инструмент изнашивается быстрее при наружном продольном точении. Для увеличения его стойкости используются смазочно-охлаждающие среды. Также повысить жесткость инструмента можно при увеличении площади державки.
Классификация твердосплавных сменных пластин по металлу
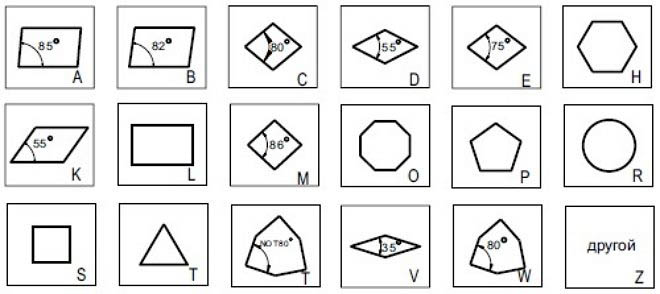
- По форме — ромбическая, квадратная, треугольная, круглая и др.
- По обрабатываемому материалу — сталь, чугун, цветные металлы, твёрдые металлы и др.
- По радиусу (от 0.1 до 2.4) и размеру (от 6 до 33).
- По виду обработки — от тяжёлой черновой до финишной чистовой.
- По назначению — пластины для точения, для нарезания резьбы, для обработки канавок, отрезные.

Режимы резания
Режимы резания – совокупность параметров, определяющих условия обработки деталей при помощи токарного резца. На процесс нарезания влияют следующие факторы:
- Скорость резания –путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки в единицу времени. Измеряется в м/мин или в м/с. На чертежах обозначается латинской буквой V.
- Подача – путь, пройденный режущей кромкой за 1 ход или оборот обрабатываемой заготовки. Измеряется в мм/об. На чертежах маркируется латинским символом S.
- Глубина резания – расстояние между обработанной и обрабатываемой поверхностями. Она показывает величину снимаемого слоя металла. На схемах обозначается латинской буквой t.
- Площадь сечения срезаемого слоя – произведение глубины резания на подачу. Является номинальной величиной и влияет на наличие шероховатостей. На схемах обозначается латинским символом f.

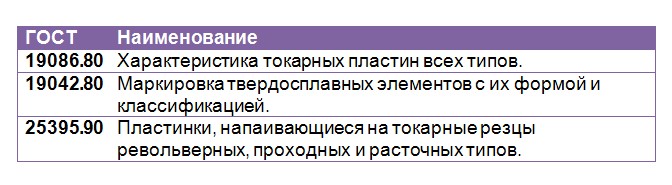
Данные параметры являются табличными значениями и указаны в ГОСТ 25762—83.
Каждой разновидности режущих инструментов с механическим креплением пластин соответствуют дополнительные режимы резания. Отрезные резцы осуществляют поперечные движения, расточные двигаются продольно относительно поверхности обрабатываемой детали. Во время работы средняя скорость режущих кромок составляет десятые доли мм. Подача равняется 0,1 мм/об.
Как маркируют, и кто их производит?
Маркировка пластины даёт информацию о составе материала изготовления, а также о форме, углах, длине режущей кромки, различных допусках и др.
Буквы и цифры в маркировке пластины всегда нужно расшифровывать слева направо.
Каждый символ обозначает конкретный показатель. Первая буква характеризует форму пластины, вторая — задний угол, третья — допуски по высоте, толщине и размеру вписанной окружности, а четвертая обозначает наличие стружкомола либо отверстия.
После букв идут цифры. Первые две определяют длину пластины, две следующие — толщину, и две последние — радиус угла. Две буквы после этого обозначают тип стружкомола, либо его отсутствие.
В последнем случае вместо двух букв написано «None». Наконец, самое последнее обозначение (подряд две буквы и четыре цифры) характеризуют сплав пластины.

К наиболее популярным производителям относятся производители из Украины — Новомосковский трубный ; из Германии — Компания Proxxon и Компания BDS-Machinen; из Люксембурга — Компания Ceratizit
Нюансы подбора резца
При покупке режущих инструментов необходимо обращать внимание на следующие критерии:
- Разновидность режущего инструмента. Разные типы резцов отличаются формой профиля, определяемый техническими особенностями твердосплавных пластин.
- Размерные характеристики. Различные габариты изделий, обрабатываемых на токарном станка, определяютразмеры режущего инструмента. К современным типам резцов можно подобрать заготовки с отличительными размерными характеристиками.
- Значение заднего угла. Этот показатель влияет на точность чистовой обработки материала. Чистота нарезания поверхности прямо пропорциональна значению заднего угла. Этот параметр учитывается при токарной обработке металлических заготовок с мягкими поверхностями.
- Класс точности. Данный параметр используется для расчета точности выполненной нарезки. Согласно ГОСТу 9253-59, установлены 3 основных класса точности для пластин. При измерении этого параметра можно производить нарезание заготовок инструментами с различными значениями допуска.
Если не учитывать эти критерии, то резьбовые резцы не смогут прочно закрепиться на токарном станке и производить точную обработку металлических деталей.

Во время приобретения режущих инструментов важно правильно выбрать пластины. Эти детали изготавливаются из твердых металлических сплавов. Соотношение металлов определяет особенности эксплуатации режущего инструмента. Существует 2 основных разновидности пластин:
- С повышенной прочностью. Они устойчивы к воздействию вибраций, ударов и других физических нагрузок, возникающих во время нарезания. Рекомендуется приобретать эту категорию пластин, если требуется отрезать большое количество металла с обрабатываемого изделия.
- С увеличенной теплостойкостью. Они могут переносить высокие температуры, возникающие во время длительной обработки заготовок и воздействия силы трения. Теплостойкие пластины фиксируются механическим методом. Они применяются при работе на высоких скоростях.
Для больших объемов токарных работ рекомендуется приобретать набор токарных резцов со сменными пластинами, что позволит быстро настраивать инструмент во время проведения различных технологических операций. При выборе наборов важно учитывать марку производителя. Наибольшей популярностью на рынке пользуются сменные пластины от следующих компаний:
- ООО “Инструмент-Сервис”: украинская компания, изготавливающая детали для режущих инструментов.
- Интерпайп: является крупнейшей организацией по изготовлению трубных и резьбовых соединений на территории Восточной Европы. Продукция производится на Новомосковсокм трубном заводе, расположенном в украинском городе Днепр.
- BDS-Machinen: немецкая компания, производящая устройства и детали для магнитных сверлильных станков.
- Proxxon: организация, разрабатывающая детали для нарезания малогабаритных заготовок. Производство осуществляется на территории Германии.
- Ceratizit: фирма по производству металлорежущих инструментов и их основных комплектующих. Штаб-квартира находится на территории Люксембурга.
Стоимость набора токарных резцов зависит от затрат производителя и финансовой политики поставщиков. Наибольшей ценой обладают импортные детали. Средняя цена набора составляет 15 000 руб. Дополнительно можно приобретать отдельные виды пластин. Их средняя цена равняется 164 руб.
Стоимость
Пластины всегда продаются наборами, и их цена достаточно варьируется от ряда показателей. В частности, от комплектации, форм и размеров. В среднем цена одного набора равна около 5300 рублей.
Часто в набор входит корпус резца, тогда цена его существенно повышается. В этом случае она составляет около 8000 рублей. В целом использование токарных пластин на одном резце создаёт в месяц экономию примерно в 450 рублей.
У токарных пластин масса плюсов — от высокой производительности и долговечности до существенной экономии. Это значит, что их использование значительно повысит качество выполнения работы, а также удовольствие от неё.
Виды токарных резцов со сменными пластинами
Выделяют следующие виды режущих инструментов со сменными пластинами:
- Расточные резцы: обладают державкой в форме конуса и механическим креплением для проделывания сквозных и глухих отверстий в деталях. Они также могут использоваться для нарезания внутренней и внешней резьбы в изделиях цилиндрической формы. При проделывании глухих отверстий режущая кромка должна располагаться под углом 90°, для сквозных – под углом 60°.
- Проходные: применяются во время наружной обработки металлических деталей. Их режущая кромка располагается под углом 45°.
- Фасонные: необходимы для обработки фасонных поверхностей. Эти режущие инструменты способны обеспечить идентичность формы и точность размера обрабатываемых заготовок. Фасонные резцы изготавливаются из высококачественных быстрорежущих сталей.
- Отрезные резцы: используются для разрезки заготовок на несколько частей.Применяются при обработке маленьких и крупных прутковых деталей. Главная режущая кромка инструмента находится под углом 90°.
- Резцы с многогранными твердосплавными пластинами: оснащены пластинами, имеющими форму многогранника.
- Канавочные: предназначения для прорезки канавок в цилиндрических и конических изделиях. Они отличаются высокой жесткостью конструкции и высокой производительностью.Данные инструменты способны выдерживать высокие нагрузки во время проведения токарных работ.
Выбор типа резьбовых резцов со сменными пластинами зависит от разновидности технических операций, выполняемых во время обработки металлических деталей. Качество работы инструмента зависит от точности изготовления и профессиональных навыков мастера.
Источник: stepplay.ru
Статья: Подбор токарных пластин
Применяются два основных способа крепления пластины на державке, которые обеспечивают надежность работы и стабильность положения пластины.
- Прижим сверху и поджим за отверстие. Применяется для негативных пластин без задних углов. Это крепление повышенной жесткости.
- Крепление винтом через отверстие пластины. Применяется для позитивных пластин с задними углами. Крепление особенно актуально для державок для внутреннего точения. Узел крепления не увеличивает размер державки и не мешает выходу стружки из отверстия.

Тип пластины
У негативных пластин задний угол равен 90°. У позитивных пластин этот угол меньше 90°.

Для негативной пластины необходимый угол наклона обеспечивает конструкция державки.
Форма пластины
На прочность режущей кромки влияет и форма пластины. Также форма, вместе с типом державки, определяет главный угол в плане (угол между режущей кромкой и направлением подачи).
Токарная пластина может иметь разную форму: от квадрата до ромба с углом при вершине 35°.

Квадратная пластина обеспечивает максимальную прочность и может работать с высокими подачами. При этом необходим большой крутящий момент. Увеличивается также вероятность возникновения вибрации. Система должна быть жесткой.
Для черновой обработки часто применяют ромб с углом при вершине 80°. Это более универсальная форма, чем квадрат. Можно выполнять как продольное точение, так и подрезку торца, кроме черновой обработки можно делать и получистовую. Требования к мощности станка ниже.
Ромб с углом 35° имеет лучшую геометрическую проходимость. Форма пластины позволяет выполнять профильную обработку. Минимальная вероятность возникновения вибрации, небольшие силы резания. Пластина обычно используется для чистовой обработки.
Радиус при вершине
Еще одним важным геометрическим параметром пластины является радиус при вершине.

Лучше, чтобы глубина резания была больше радиуса при вершине. В этом случае уменьшается радиальная составляющая силы, действующей на пластину, а значит уменьшается и вероятность возникновения вибрации.
Увеличение радиуса при вершине приводит к усилению режущей кромки. Пластина с большим радиусом способна работать с большими подачами и глубинами резания. Малый радиус при вершине лучше использовать для чистовой обработки с небольшой глубиной резания (обычно, выбирают пластины с радиусами 0,4 или 0,8 мм).
Стружколомы
При токарной обработке очень важно устойчивое стружкодробление. Сливная стружка может ухудшать качество обрабатываемой поверхности, снижать срок службы пластины и приводить к остановкам в процессе работы.
На процесс стружкодробления влияют подача, глубина резания и геометрия пластины (стружколом). Подробное описание представлено на Стружколомы токарных пластин AdvaCut.
В таблице представлены обозначения стружколомов, их особенности и диапазоны применения в виде диаграмм.

По горизонтальной оси отложены значения подачи в миллиметрах на оборот, а по вертикальной оси глубина резания в миллиметрах. Для качественного стружкодробления нужно находиться внутри заштрихованной фигуры.
Можно выделить три основные области применения токарных пластин:
- черновая обработка с большими глубинами резания и подачами;
- получистовая обработка;
- чистовая обработка с небольшими силами резания.
Сплавы и покрытия
При выборе пластины необходимо также обращать внимание на сплав, из которого она сделана, и покрытие. Правильно подобранные сплав и покрытие уменьшают возможный износ и продлевают срок службы пластины. Их выбор зависит от материала заготовки и условий обработки.
В первую очередь нужно обратить внимание на материал заготовки. Обрабатываемые материалы разделены на 6 основных групп: Сталь (P), Нержавеющая сталь (M), Чугун (К), Цветные металлы N), Жаропрочные сплавы и титан (S), Материалы высокой твердости (H).
Условия обработки согласно классификации ISO также делятся на 6 групп: 01, 10, 20, 30, 40, 50. От легких условий обработки без удара (01) до тяжелых условий обработки с сильным ударом (50).
Твердые сплавы токарных пластин могут быть с покрытием CVD или PVD. Покрытие PVD обычно тоньше и прочнее, чем покрытие CVD. Пластины с таким покрытием часто применяют для обработки нержавеющих и жаропрочных сплавов. Платины с покрытием CVD используют при обработке различных углеродистых и легированных сталей и чугунов, когда не требуется очень острая режущая кромка. При этом покрытие CVD обеспечивает отличную износостойкость и высокую термостойкость.
Для обработки различных алюминиевых сплавов применяют твердосплавные пластины без покрытия, а для обработки закаленных сталей часто используют платины из кубического нитрида бора CBN.
Подробное описание сплавов токарных пластин AdvaCut с таблицами применяемости можно найти на Обзор сплавов для токарных пластин AdvaCUT.

Современные инструментальные материалы и покрытия позволяют вести обработку с высокой производительностью. Правильный выбор режущего инструмента очень важен для успешной и эффективной работы.

Ваш надежный поставщик промышленного оборудования и производственных станков с ЧПУ для металлообработки
О компании
Интернет-магазин
Бесплатный звонок по России
Написать нам



Предложения товаров в интернет-магазине не является публичной офертой. Договоры купли-продажи товара с посредниками оформляются через отдел продаж ближайшего регионального офиса.
Города бесплатной доставки до транспортных терминалов ТК»Деловые линии»: Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас, Армавир, Артем, Архангельск, Асбест, Астрахань, Ачинск, Балаково, Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск, Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук, Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж, Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов, Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово, Евпатория, Ейск, Екатеринбург, Елец, Железнодорожный, Забайкальск, Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань, Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин, Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы, Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас, Красногорск, Краснодар, Краснокамск, Красноярск, Кропоткин, Кузнецк, Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магнитогорск, Майкоп, Махачкала, Миасс, Мичуринск, Москва Север, Мурманск, Муром, Мытищи, Набережные Челны, Нальчик, Находка, Невинномысск, Нефтекамск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск, Новоуральск, Новочебоксарск, Новочеркасск, Новый Уренгой, Ногинск, Норильск, Ноябрьск, Обнинск, Одинцово, Озерск, Октябрьский, Омск, Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь, Петрозаводск, Подольск, Прокопьевск, Псков, Пушкин, Пушкино, Пятигорск, Ржев, Рославль, Россошь, Ростов-на-Дону, Рубцовск, Рыбинск, Рязань, Салават, Самара, Санкт-Петербург, Саранск, Саратов, Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов, Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино, Томск, Туапсе, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск, Усть-Кут, Уфа, Ухта, Феодосия, Хабаровск, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Чехов, Чита, Шадринск, Шахты, Энгельс, Южно-Сахалинск, Юрюзань, Якутск, Ялта, Ярославль.
Источник: www.abamet.ru
Основные преимущества и недостатки сменных твердосплавные пластины для токарных резцов
В обработке деталей различных размеров, форм, материалов и точностей применяются токарные резцы, которые являются основными режущими приборами.
К сожалению, они имеют свойство изнашиваться. Поэтому появились твердосплавные токарные пластины, которые надеваются на резец. Подробную информацию о них вы найдёте в этой статье.

Зачем они нужны
Токарные пластины применяются для увеличения производительности, а также для уменьшения изнашиваемости. Также, если пластина сломалась, её можно легко заменить, в отличие от резца. Это зависит от стоимости и универсальности.
Преимущества использования
Преимуществ использования токарных пластин достаточно много.
- Во-первых, как было сказано выше, основная функция пластины — увеличить долговечность резца. Резцы стоят довольно дорого, а изнашиваются очень быстро. Пластины существенно удлиняют им «жизнь».
- Во-вторых, резцы гораздо менее универсальны, чем пластины. Имея при себе достаточный набор пластин, можно выполнять обработку металлов и сплавов разного состава и структуры.
- В-третьих, менять пластины в разы удобнее и быстрее, чем менять резцы. А это является существенной составляющей производительности на единице оборудования.
- В-четвёртых, существует огромный ассортимент насадок, а это значит, что подобрать пластину для какой-либо технологической операции гораздо проще, чем резец.
- Ну и наконец, в-пятых, экономия. Купить новую пластину взамен той, которая сломалась, обойдётся гораздо дешевле приобретения нового резца. В этом, пожалуй, одно из главных преимуществ токарных пластин.

Классификация твердосплавных сменных пластин по металлу
- По форме — ромбическая, квадратная, треугольная, круглая и др.
- По обрабатываемому материалу — сталь, чугун, цветные металлы, твёрдые металлы и др.
- По радиусу (от 0.1 до 2.4) и размеру (от 6 до 33).
- По виду обработки — от тяжёлой черновой до финишной чистовой.
- По назначению — пластины для точения, для нарезания резьбы, для обработки канавок, отрезные.

Как маркируют, и кто их производит?
Маркировка пластины даёт информацию о составе материала изготовления, а также о форме, углах, длине режущей кромки, различных допусках и др.
Буквы и цифры в маркировке пластины всегда нужно расшифровывать слева направо.
Каждый символ обозначает конкретный показатель. Первая буква характеризует форму пластины, вторая — задний угол, третья — допуски по высоте, толщине и размеру вписанной окружности, а четвертая обозначает наличие стружкомола либо отверстия.
После букв идут цифры. Первые две определяют длину пластины, две следующие — толщину, и две последние — радиус угла. Две буквы после этого обозначают тип стружкомола, либо его отсутствие.
В последнем случае вместо двух букв написано «None». Наконец, самое последнее обозначение (подряд две буквы и четыре цифры) характеризуют сплав пластины.

К наиболее популярным производителям относятся производители из Украины — Новомосковский трубный завод и ООО «Инструмент-Сервис»; из Германии — Компания Proxxon и Компания BDS-Machinen; из Люксембурга — Компания Ceratizit
Правила выбора
Пластины устанавливаются на определённые резцы, а это значит, что нужно знать такие характеристики, как радиус, форма, режимы, марка пластины и прочее. В общем, нужно подбирать пластины так, чтобы они подходили под определённый резец.
При покупке токарных пластин обязательно нужно знать, для какого материала они подбираются, потому что есть более универсальные материалы, а есть те, к которым требуются узконаправленные пластины.
Особенности использования
Токарные пластины устанавливаются на державку. Фактически, способ обработки материалов остаётся тем же, но так как пластины в основном производятся из прочных материалов, то они легче реагируют на вибрации и удары во время обработки, а также на температуру. Кроме того, это увеличивает скорость и возможности обработки.
Стоимость
Пластины всегда продаются наборами, и их цена достаточно варьируется от ряда показателей. В частности, от комплектации, форм и размеров. В среднем цена одного набора равна около 5300 рублей.
Часто в набор входит корпус резца, тогда цена его существенно повышается. В этом случае она составляет около 8000 рублей. В целом использование токарных пластин на одном резце создаёт в месяц экономию примерно в 450 рублей.
У токарных пластин масса плюсов — от высокой производительности и долговечности до существенной экономии. Это значит, что их использование значительно повысит качество выполнения работы, а также удовольствие от неё.
Источник: vseostankah.com
Токарные резцы со сменными пластинами: виды, размеры, цены
Согласно предписаниям ГОСТ и в соответствии с модификацией, токарные резцы подразделены на несколько типов. Среди них детали со сменяемыми пластинами, крепящимися при помощи винта или специального прижима. Сменные пластины для токарных резцов – это расходный материал с несколькими гранями и режущими кромками. Они имеют большой рабочий ресурс.
Постепенно по мере износа заменяются новыми. Возможность перемены пластинки без извлечения основной конструкции значительно влияет на скорость выполнения работ.

Определение и особенности
Деталь представляет собой сегмент с гранями различной плоскостной конфигурации, влияющими на вид нарезаемой резьбы. В зависимости от назначения могут иметь форму: ромба, квадрата, трапеции или прямоугольника. Конструкция с твердосплавными пластинами либо с элементами из быстрорежущей стали подразделяется на разновидности.
Из твердосплавных составов или из легированной стали:
- в большинстве случаев на элементы дополнительно наносится защитное покрытие;
- характеризуются высокой степенью теплостойкости;
- обладают большим ударно-механическим сопротивлением.
Снижение температуры и силы обработки при использовании твердосплавных пластин дает возможность:
- повысить стойкость резака более чем в 2 раза;
- увеличить скорость обработки на 20-60% без ущерба для качества конечного продукта.
Тип присоединения обусловлен модификацией крепежного отверстия:
- без него – прихват;
- тороидальное – винты;
- цилиндрическое – рычаг, штифт или прихват.
Выбор типа сменных элементов, их затачивание и остальные нюансы взаимосвязаны с модификацией изготавливаемой детали.
Маркировка пластин, их типы
Выпускаемые производителями сменные детали для токарного инструмента, обладают прочностными характеристиками, не уступающими целостным моделям резцов. Однако токарю, прежде чем купить изделие, стоит правильно выбрать сплав режущего элемента. Условия обработки и области использования указаны в специальных картах. Требования к конфигурации зафиксированы в соответствующих нормативах:
Сменный элемент может быть изготовлен только из материалов определенных категорий.
| Тип | Состав | Применение | |
| Металлокерамический | Вольфрамовые | (WC-Co) ВК | Обработка вязких материалов, растачивание чугуна при нагрузках |
| Титановольфрамовые | (WC-Ti-Co) ТК | Растачивание и резка стали | |
| Титанотанталовольфрамовые | (WC-TiC-TaC-Co) ТТК | Пластины используют при работе со стальными поковками | |
| Минералокерамический | Теплостойкий, хрупкий материал; основой является глинозем | Выдерживают нагрев до 1200 °С, сохраняя твердость | |
Комплект резцов со сменными накладками используется для точения при любой скорости вращения.
| Твердосплавные пластины | Способ | Маркирование | Особенности | |
| Обозначение | 1-4 разряд | Форма пластины | Бывает как цифровое, так и буквенное обозначение | |
| Задний угол | ||||
| Параметры допуска | ||||
| Тип конструкции | ||||
| 5-7 разряд | Размер пластины | 6 значное число | ||
| Рабочая толщина | ||||
| Форма и радиус вершины | ||||
| 8-10 разряд | Буквенная характеристика режущей кромки | Наносятся по усмотрению изготовителя | ||
| Буквенное обозначение направления точения | ||||
| Маркировка производителя | ||||
| Форма | Равносторонние; прямоугольные; круглые | H, O, P, R, S, T | Правильная форма | |
| Равносторонние; неравноугольные | C, D. E, M. V. W | Неправильная конфигурация | ||
| Неравносторонние; равноугольные | L | Прямоугольники | ||
| Неравносторонние; прямоугольные | A, B, K, F | Параллелограммы с разным видом фаски | ||
| Задний угол | Бывает больше либо меньше нуля. Перед тем как приобрести, нужно определить величину, используя для этого табличные данные. | |||
| Класс точности | Действует 12 классов, сформулированных в ГОСТ 19042.80 | |||
| Конструктивные характеристики | Число действующих граней | Односторонняя | R, М | |
| Двусторонняя | N, A, F, G | |||
| Форма передней грани пластинки | Со стружколомающими канавками | R, M, F, G, T | ||
| Без стружколомающих канавок | N, A, W | |||
| Наличие отверстия | Без отверстия | N, R, F | ||
| С отверстием | А, М, G, W, T | |||
| Размер | За основание берется ГОСТ 19042.80 | |||
| Толщина | Согласно нормативам | От 0,59 до 12,7 | В маркировке пластинок используются целые числа, перед которыми ставится ноль | |
| Форма вершины пластинки | Равна радиусу; указывается в десятых долях; перед первой цифрой ставится ноль. | |||
| Направление | R | Праворежущие | ||
| L | Леворежущие | |||
| N | Право-, леворежущие. | |||
Все применяемые токарные резцы обладают характерными формами работы:
- отрезные – необходимы для поперечного хода;
- резьбовые – движутся вращательно-поступательно;
- расточные — передвигаются поперечно-продольным способом.
Исходя из этих данных, подбирается конфигурация устанавливаемых элементов. Возможность смены деталей имеет множество положительных качеств. Одним из них является то, что режущий элемент можно приобрести по невысокой цене.

Советы по выбору, стоимость
Выбор пластин, особенности их заточки, вид сплава напрямую обусловлен типом планируемых работ.
- Для мягких металлов идеально подойдут элементы из быстрорежущей стали, в то время, как работая с калеными или тугоплавкими изделиями стоит устанавливать твердосплавные пластины.
- Многообразие размерной линейки, а также форм позволяет быстро установить сменную деталь, однако неточный ее крепеж может привести к поломке.
- Прежде чем начать работать с использованием заменяемых пластинок, стоит учесть, что для их установки не подойдут конструкции, у которых державка монолитна с режущим элементом.
- Использование в производстве резцов токарных с пластинами, изготовленными из сплавов различных составов, позволяет иметь набор для обработки заготовок любого формата.
- Наиболее целесообразным является использование технологическое оборудования с взаимозаменяемыми пластинами при автоматическом процессе производства с большим ассортиментом выпускаемых изделий.
Чаще всего купить пластины можно лишь наборами с резцами, что значительно повышает их стоимость. Однако, согласно статистике, использование сменных элементов ежемесячно дает экономию около 500 руб на один станок.
Кроме того, твердосплавные пластины позволяют увеличить эксплуатационный период державки, полностью исключив необходимость заточки и пайки резака. Цена зависит от бренда, модификации и конфигурации.
Источник: orgstanki.ru