
По просьбам отписавшихся в комментариях к моему небольшому отчёту, пилю отдельный пост про технологию лужения и шпатлевания припоем.
Начну с материалов и оборудования. Для подобного ремонта нам понадобится:
1.Источник тепла
2.Припой
3.Флюс
4.Инструменты и расходники под мехобработку
Источников тепла огромное множество, условно разделю их на паяльники и горелки с фенами.
Почему именно так? Всё просто: паяльники (обычный, молотковый радиаторный, неэлектрический топориком) являются, по сути, точечными источниками тепла. Они концентрированно нагревают небольшую площадь, ограниченную размерами жала и полностью расплавляют припой на этой площади, не позволяя удерживать большое количество припоя в кашеобразном состоянии.
Однако, для выравнивания горизонтальных поверхностей типа крыши или съёмных элементов типа передних крыльев, капота, багажника, дверей вполне подходят. Так же с помощью обыного паяльника можно просто лудить горизонтальные и вертикальные поверхности, например, рамки лобового или заднего стёкол. К достоинству следует отнести дешевизну этих инструментов — обычный 100вт паяльник, каким я сам пользуюсь, стоит в районе 300 рублей. Про недостатки я уже упомянул.
Супер-флюс для пайки железа в домашних условиях.

Полный размер
Молотковые и топориковые паяльники применяются, как правило, для пайки радиаторов, и вследствие их большей дороговизны и специфичности, применять для пайки кузова их я смысла не вижу, так как они обладают точно такими же недостатками.
Что касается различных горелок, то их тоже большое множество. Для удобства просмотра перечислю списком сразу с достоинствами и недостатками:

+Большой факел, позволяющий равномерно нагревать большую по площади поверхность
+ Относительно невысокая (900-1000 градусов) температура пламени, что облегчает удерживание припоя именно в кашеобразном, а не жидком состоянии
+Дешевизна самой лампы (порядка 700-800р), дешевизна и доступность топлива (бензин)
— Большой вес (порядка 1 кг вес лампы, плюс около кг плескающегося в ней бензина) и габариты лампы, что затрудняет длительную работу
— Лампе необходим довольно долгий прогрев, по хорошему не менее 15 минут, иначе в непрогретой лампе пламя перенасыщенно парами бензина, что приводит к мгновенному оседанию сажи на поверхности и делает пайку невозможной
Газовые горелки с одноразовыми сменными баллонами

+Компактность и малый вес
+Дешевизна (порядка 400 рублей за насадку)
— Ненадёжность и плохое качество исполнения дешевых горелок
— Одноразовость баллонов
— При долгом использовании одноразовые баллоны могут влететь в копеечку
— Затруднённая или невозможная работа при отрицательных температурах
Газовые горелки и резаки
Пайка (лужение) железа. Тест флюсов.

+Наибольшая тепловая мощность и производительность
+Удобство и лёгкость
+Возможность подбирать мундштук и горелку под каждую конкретную вмятину
-Дороговизна оборудования
-Необходимость иметь газовые баллоны и периодически заправлять их
-При неаккуратном использовании очень легко перегреть основной металл

Полный размер
+Питание от электричества (впрочем, для кого то это может стать минусом)
+Равномерный нагрев по большой площади
+Полное отсутствие загрязнения поверхности
-Малая мощность
-Дороговизна
Если любую из горелок можно использовать как единственный самостоятельный источник тепла, то мощности фена хватит только на лужение, и то, довольно медленное, паять с одной лишь его помощью не получится. Лично я использую фен вместе с паяльником, вместе они дают хороший результат, но только вместе. Также иногда прибегают к помощи паяльной лампы, другими видами горелок не пользуясь так как не располагаю 🙂
С источниками тепла разобрались, идём дальше. Самый главный расходный материал — припой.
Наиболее распространены марки припоя ПОС-60(61, 63), ПОС 40 и ПОС 30.
В чём их отличие для нас, как для кузовщиков? Обратимся к диаграмме состояния свинец-олово.
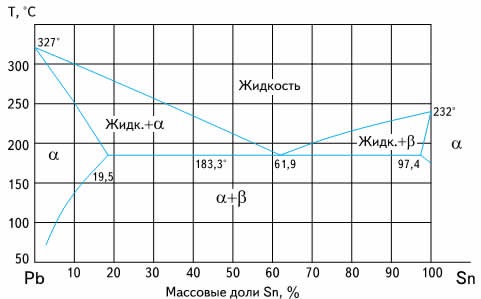
Как мы видим, сплав содержащий примерно 62 процента олова имеет не только наименьшую температуру плавления и кристаллизации, что для нас мало важно, но также имеет чёткую границу между твёрдым и жидким состоянием, на научном языке точки ликвидуса и солидуса совпадают. Для нас это значит то, что припой ПОС 60 при достижении температуры 183 градуса и выше мгновенно расплавится и потечёт. Припои ПОС 40 и ПОС 30 при температурах свыше 183 градусов сперва переходят в смешанное кашеобразное сотояние (Жидк+ a), и только после плавятся полностью, что нам, собственно и нужно.
Поэтому применяем припои ПОС 40 и ПОС 30. Ещё одним их плюсом является заметно меньшая стоимость, чем у припоя ПОС 60.
В продаже можно встретить припои в тонких прутках и в 8мм прутках. Первые предназначены для пайки электроники и почему то всегда стоят значительно дороже (в перечёте на вес) 8мм прутков. К тому же, в процессе заполнения неровностей припоя будет уходить очень много, 100 граммовые катушки нам не подойдут. Поэтому берём припой в прутках 8мм, я беру на Авито и иногда на одной местной барахолке, цена составляет от 90р/пруток (в прутке около 200 грамм) на Авито. Также на Авито можно встретить плиты, бруски, кубы из припоя массой от нескольки грамм до нескольких десятков килограмм.

Полный размер
Пруток 8мм
Я примемняю обычную паяльную кислоту — хлорид цинка. Моё мнение, что со своими задачами справляется полностью. Отмечу лишь то, что довелось мне как то паять железо с флюсом ЗИЛ-2, лудилось и паялось немного лучше, однако ЗИЛ-2 я встречал только в маленьких баночках по 60р за 20мл, что совершенно небюджетно ибо уходит кислоты очень много. Я покупаю кислоту в Чип и Дипе — 300р за 0.5л бутылку и 500 за 1л.

Что касается канифоли и её нейтральности по отношению к железу, скажу, что железо с её помощью лудится и паяется довольно плохо, плюс она загрязняет поверхность, что дополнительно забирает время на очистку и мешает ориентироваться в количестве наплавленного припоя.
4.Инструмент для мехобработки.
Припой слишком мягкий, чтобы обрабатывать его как сталь и слишком твёрдый, чтобы обрабатывать как шпатлёвку. Шлифовальные (зачистные) абразивные круги на болгарке мгновенно забиваются и засаливаются, а бруском и наждачкой можно тереть до бесконечности. Поэтому основным инструментом мех.обработки является большой напильник с крупной риской.

Жаль, нет возможности сегодня сфотать свою коллекцию напильников, но, думаю, по фото понятно, какие они должны быть. Обратите внимание на величину рисок, она должна быть именно такая и не меньше, на крупном напильнике между двумя рисками должна помещаться спичка, на более мелком толстая иголка. Напильники с меньшей риской будут очень быстро забиваться и приходить в негодность.
Также неплохие результаты можно достигнуть с помощью шлифования абразивными кругами на липучке. Зерна P60-P90, подходят оптимально, я чаще всего использую P60. Шлифовать лучше всего полировальной машинкой, у неё как раз низкие обороты и большая мощность, можно болгаркой. Эксцентриковой машинкой шлифовать не советую так как её мощности тупо не хватит.
И ещё — при механической шлифовке в воздухе витает свинцовая пыль, что для лёгких ни разу не полезно. Лучше сразу позаботиться о защите органов дыхания или вытяжке.
Чтобы не делать пост слишком длинным, о непосредственно технологии пайки кузова расскажу в следующей части.
Так как я человек хоть и знакомый с технологией и знающий много нюансов, но всё таки, по большому счёт, ещё новичок в этом деле, рад буду услышать дополнения и конструктивную критику от опытных паяльщиков.
На этом всё. Ждите третью часть!
Источник: www.drive2.ru
Как спаять сталь
Некоторые сорта стали весьма хорошо поддаются пайке. Использовать для осуществления этой операции кислоту не придется. Подойдут обыкновенные флюсы, которые используются и при пайке меди: канифоль или ЛТИ-120.

Статьи по теме:
- Как спаять сталь
- Как запаять нержавейку
- Как спаять нержавейку
Инструкция
Убедитесь, что изделие, которое вы хотите припаять, изготовлено из стали такого сорта, который поддается пайке. Очень хорошо паяются скрепки, гвозди. С большим трудом, а то и вовсе не поддаются этому процессу валы микроэлектродвигателей.
Возьмите паяльник такой мощности, чтобы он смог прогреть изделие. Небольшие гвозди и скрепки можно паять тем же прибором, которым вы привыкли припаивать обычные радиокомпоненты (25 — 30 Вт). Для более крупных изделий придется взять паяльник мощностью от 40 до 200 Вт, в зависимости от их габаритов.
Убедитесь в том, что нагрев стальной детали до температуры, при которой возможна пайка, не повредит другим деталям, находящимся с ней в тепловом контакте. Например, стальной мебельный гвоздь может иметь накладку из полипропилена, который плавится при температуре всего в 165 градусов Цельсия. Если снять детали, подвергающиеся риску, невозможно, используйте в качестве теплоотвода плоскогубцы, а пайку осуществляйте быстро.
Лужение стального изделия осуществляйте, используя обычный нейтральный флюс (подойдет даже канифоль). Вначале попробуйте залудить его без зачистки — если сталь поддается пайке, это обычно получается быстро. Единственное, что придется сделать — хорошо прогреть объект. Поскольку он массивнее, чем, например, вывод радиодетали, прогреваться он будет дольше. Разумеется, удерживать его необходимо при этом не пальцами, а пассатижами или аналогичным инструментом, во избежание ожога.
Если залудить поверхность изделия не удалось, несмотря на то, что оно выполнено из стали, поддающейся пайке, попробуйте зачистить его поверхность и повторить операцию.
Залудите аналогичным образом и вторую деталь. Спаяйте залуженные детали между собой.
Наконец, если сталь пайке с обычным флюсом не поддается, поступите так. Залудите ее, используя активный флюс. Будьте крайне осторожны, поскольку такие флюсы содержат кислоту. Можно использовать и таблетку отечественного аспирина (не шипучего). После этого тут же залудите деталь заново, используя на этот раз канифоль или иной нейтральный флюс.
Долговечность такого соединения не гарантируется.
Не подвергайте паяные соединения механическим нагрузкам. В отличие от сварных (да и то не любых), они на это не рассчитаны.
Совет полезен?
Статьи по теме:
- Как паять кислотой
- Как приклеить металл к металлу
- Как паять сталь
Добавить комментарий к статье
Похожие советы
- Как правильно паять
- Как нужно паять
- Как паять феном
- Как паять газовой горелкой
- Как запаять кастрюлю
- Как воронить сталь
- Как паять без паяльника
- Как плавить сталь
- Как покрыть цинком стальную деталь
- Как залудить паяльник
- Как научиться паять
- Как запаять бензобак
- Как лудить провода
- Как запаять радиатор
- Как сварить нержавейку
- Как облудить провода
- Что такое холодная пайка
- Как паять на паяльной станции
- Что такое жидкая канифоль
- Как сваривать нержавеющую сталь
- Как лудить железо
- Как запаять газовую колонку
- Как паять платы
- Как запаять провод
Источник: www.kakprosto.ru
Пайка железа


Соединять стальные заготовки можно не только посредством сварки электродами или флюсовой проволокой. На сегодняшнее время есть еще один популярный способ соединения, это пайка железа.
Такое соединение получается довольно прочным и надежным на разрыв, за исключением одного момента. Главное при пайке железа правильно выбрать все составляющие для этих целей. В первую очередь это соответствующие флюсы и припой, которыми и будет осуществляться пайка.
Как и чем паять железо
Паять металлические изделия из железа можно посредством электрического паяльника, газовой горелки или же паяльной лампы. При этом следует запомнить, что электрическим паяльником паяются только мягкие припои, которые содержат в своём составе большое количество свинца (Pb).

Паяльная лампа и газовая горелка подходят для пайки твёрдыми припоями, которые содержать большое количество олова в своём составе.
Паяют железо посредством оловянно-свинцового припоя. Как было сказано выше, это могут быть твёрдые или мягкие виды припоев. Поэтому главное определиться с подходящим оборудованием для пайки.

Что касается флюса, то для пайки железа используется хлористый цинк или аммоний. Также возможны и различные смеси на основе этих химических компонентов.

Во многом успех всей проделанной работы зависит от правильности выполнения подготовительных работ. Как и при сварке металла, осуществляя пайку железа, также необходимо основательно подготовить спаиваемые поверхности.
Пайка листов жести
Чаще всего именно жесть и подвергается пайке оловом. Поэтому рассмотрим более подробно на сайте https://mmasvarka.ru/, как именно происходит данный процесс.
Подготовка металла перед пайкой. Данный этап включает в себя очистку поверхности механическим способом. Если на поверхности металла есть ржавчина, то от неё нужно обязательно избавиться. Также, при наличии других загрязнений, рекомендуется предварительно обработать поверхности при помощи растворителя.

Нанесение флюса. В качестве флюса, как уже было сказано ранее, для пайки железа необходимо использовать хлористый цинк, соляную или борную кислоту. Для этого флюс наносится на края заготовок, после чего осуществляться процесс лужения.
При помощи разогретого паяльника припой переносится в зону пайки и растирается по поверхности металла. От этого должна появиться тонкая пленка олова, которая сигнализирует о завершении процесса лужения. Точно такую же процедуру нужно провести и со второй заготовкой.

На завершающем этапе пайки железа лужёные заготовки с силой сдавливаются, после чего происходит их нагревание паяльником, мощность которого свыше 40 Ватт, газовой или паяльной лампой. При этом олово, находящееся между заготовками, начинает плавиться, заполняя собой пустоты внутри.
Таким образом, образуется прочное и надежное соединение, ничем не уступающее по своим характеристикам сварному.
Источник: mmasvarka.ru
Особенности пайки жестяных изделий

Виды сварки
На чтение 3 мин Просмотров 1.4к. Опубликовано 08.01.2021
Как в производстве, так и в бытовых целях часто приходится сталкиваться с необходимостью соединения различных деталей. В каждом конкретном случае существует отдельная наиболее оптимальная технология, позволяющая осуществить данный процесс.
Одной из распространенных задач является работа с холоднокатаной листовой сталью. При пайке изделий из жести применяют метод с использованием свинцово-оловянных припоев.
О пайке изделий из жести

Данный процесс достаточно распространен в изготовлении металлических емкостей. Однако нередко в бытовых условиях можно столкнуться с проблемой соединения листов из жести. Важным моментом поставленной задачи является необходимость формирования надежного герметичного шва.
Флюс применяется в качестве растворителя и окислителя. Таким образом, в данном случае смачивание и защита изделия осуществляется одновременно. В роли подобного материала отлично подойдет канифоль, соляная кислота или хлористый цинк.
Наиболее подходящий инструмент в осуществлении процесса спаивания – это обычный паяльник мощностью не менее 40 ватт.
Технология процесса
Осуществляют соединение жестяных деталей в соответствии со следующими этапами:

- зачистка деталей;
- нанесение флюса;
- подготовка паяльника и лужение;
- пайка;
- обработка сформированного соединения бензином.
Очистить соединяемые места можно механическим способом. В этих целях следует использовать наждачную бумагу или металлическую щетку. В случае наличия серьезных загрязнений, которые не удается удалить простыми методами, можно воспользоваться растворителями.
Если же и такой способ окажется недейственным, тогда следует прибегнуть к помощи соляной кислоты.
Затем приступают непосредственно к соединению. Листы железа подносят друг к другу на три десятых миллиметра. Края деталей необходимо обработать флюсом. Важно не забыть очистить жало паяльника перед работой. Выполнить такую зачистку можно с помощью простой наждачной бумаги.
Теперь проводится этап лужения. С помощью отмеченного выше ПОСа осуществляется обработка краев изделия. Это необходимо для покрытия их поверхности слоем олова, выполняющего защитные антикоррозионные функции.
Все подготовительные процедуры готовы и можно спаять две детали между собой. Жало паяльника подносится непосредственно к стыку, и с помощью оловянного припоя формируется соединение.
Важно понимать, что пайка железа оловом – процесс, требующий соблюдения техники безопасности. В связи с этим следует придерживаться основных мер предосторожности. Руки должны быть защищены специальными перчатками.
Не стоит забывать и о подставке под паяльник, чтобы исключить вероятность повреждения рабочей поверхности в результате соприкосновения разогретого жала со столом или подручным инструментом.
На первый взгляд данная процедура может показаться достаточно простой. Однако все не так просто. Относиться к ней следует с должным вниманием. Ведь даже незначительные ошибки в пайке могут привести к формированию шва низкого качества, не отвечающего ожидаемым требованиям.
Итог
Процесс спаивания жестяных изделий – трудоемкая задача. Чтобы получить качественный и надежный шов, необходимо выполнить тщательную подготовку в соответствии с инструкцией. Края изделия должны быть хорошо зачищены с использованием механических или химических методов.
Также важным является выполнение соединения с помощью паяльника мощностью не менее 40 Вт. Если правильно следовать все этапам, указанным в данной статье, тогда с пайкой жести не возникнет никаких проблем.
- Технология и особенности термической сварки
- Продукты нанотехнологий идут на замену бензину
- Как правильно варить сваркой: азы, технология, выбор тока, техника ручной дуговой сварки
- Как хромировать металл в домашних условиях: технологии, оборудование
- Как построить откатные ворота своими руками — пошаговая инструкция с фото, видео, схемами, эскизами и чертежами
Источник: tutsvarka.ru