Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Свинец — химически устойчивый материал, широко используемый в химической промышленности для облицовки ванн, сосудов, аппаратов и трубопроводов. Температура плавления свинца низкая (327 °С), при нагревании свинец легко окисляется, покрывается пленкой окиси свинца PbО, имеющей температуру плавления 850 °С.
Для сварки свинца применяют водородно-кислородное, ацетилено-воздушное, ацетилено-кислородное пламя, а также газы-заменители ацетилена: пропан-бутан, городской газ, природный газ, пары бензина и керосина. Листы толщиной до 1,5 мм свариваютвстык с отбортовкой без присадочного материала.
Листы толщиной до 6 мм сваривают встык без скоса кромок, при большей толщине применяют односторонний скос кромок под углом 30—35°. Применяют также соединения внахлестку. В качестве присадочного прутка используют проволоку или полоску свинца. Диаметр прутка выбирают равным 2—2,5δ, где δ — толщина свариваемого металла.
Пламя не должно иметь избытка кислорода. При сварке листов мощность пламени равна 5—10, при сварке труб — 15—20 дм 3 /ч ацетилена на 1 мм толщины металла. Скорость сварки следует поддерживать максимально возможной (15/δ— 30/δ м/ч). Сварку ведут в нижнем или вертикальном положении. Применяют способ сварки отдельными ванночками.
При толщине металла свыше 8 мм применяют многослойную сварку. Для лучшего оплавления металла и удаления пленки окиси свинца рекомендуется применять флюс из равных частей канифоли и стеарина. При сварке внахлестку верхнюю кромку слегка отгибают и используют ее как присадочный материал. При малых толщинах применяют ацетилено-воздушное пламя.
Для предупреждения вытекания металла при сварке свинца в положениях, отличных от нижнего, рекомендуется использовать формирующие полоски из стали, располагаемые вдоль шва, или стальные дугообразные формочки, передвигаемые по шву в процессе заполнения его металлом. Эти формочки (так называемые кристаллизаторы или холодильники) ускоряют охлаждение металла шва и облегчают его формирование.
Основные марки, структура и механические свойства сплавов свинца
Сплавы свинца характеризуются высокой плотностью, твердостью, хорошими антифрикционными свойствами, коррозионностойки.
Свинец образует со многими металлами эвтектические сплавы, с щелочными и щелочно-земельными металлами — интерметаллиды. Добавка Sb и Sn к свинцу повышает его прочность и твердость, As делает Рb дисперсионно-твердеющим, таллий уменьшает ползучесть. Наличие Sb в свинце приводит к охрупчиванию металла шва, поэтому для сварки желательно использование бессурьмянистого свинца.
Сурьмянистый свинец имеет маркировку ССу и выпускается нескольких составов в зависимости от содержания примесей и назначения (ГОСТ 1292—81). Сурьмянистый свинец общего назначения марок ССу1, ССу2, ССу3, ССу8, ССу10 содержит от 2,5 до 12 % (по массе) сурьмы в качестве основного компонента.
Сплавы свинца легкоплавки, их используют в качестве припоев марок ПОС и типографских сплавов.
Сплавы типографские безоловянные изготавливают из свинца не ниже марки С3 (ГОСТ 3778—7,7), сурьмы Су2 (ГОСТ 1089—82) и мышьяка. Химический состав типографских сплавов марок МШ1, МШ2, МШЗ, МП1, МСМ1, МЛн1, определяется ГОСТ 5188—49 Сплавы этих марок содержат 9,5—15 % Sb, I—4 % As, примеси Sn, Cu, Ni, Fe, Zn, S составляют от 0,2 до 0,6 % (по массе), остальное Pb.
Свариваемость свинца и его сплавов
Низкая теплопроводность свинца позволяет сваривать металл при небольших тепловложениях. Малая растворимость в расплавленном свинце кислорода, азота и водорода позволяет при газовой сварке использовать водородно-кислородное пламя.
При сварке технического свинца металл шва получается крупнокристаллическим и малопластичным. Для повышения пластичности шва основной металл и присадочную проволоку легируют кальцием, оловом, селеном и другими модификаторами.
Технология сварки свинца и его сплавов
Подготовка под сварку
Перед сваркой свариваемые кромки должны быть зачищены до металлического блеска на ширину не менее 30 мм от каждой кромки. Допускается применение химического травления в растворе уксусной кислоты, содержащем уксуснокислый аммоний, или промывка в четыреххлористом углероде.
Очищенная поверхность свинца сохраняется незначительное время и может потребоваться повторная зачистка кромок непосредственно перед сваркой.
Сварка плавлением свинца и его сплавов может производиться в любом положении швов в пространстве. При двусторонней сварке металла толщиной до 10 мм скос кромок не производят. Для полного провара металла толщиной более 6 мм при односторонней сварке рекомендуется производить односторонний скос кромок под углом 35° с каждой стороны с притуплением до 4 мм. При вертикальной сварке вследствие легкоплавкости, жидкотекучести и большой удельной массы свинца следует применять передвижные формирующие планки-подкладки. Применять подкладки рекомендуется и при сварке других стыковых соединений, причем для толщины до 4 мм подкладки могут быть из асбеста.
Присадочную проволоку выбирают в соответствии с маркой свариваемого свинца.
Целесообразно присадочный металл закладывать в стык, что повышает производительность сварки и до некоторой степени предохраняет от вытекания металла.
Сварку свинца осуществляют преимущественно газовым пламенем, дугой угольным электродом или неплавящимся электродом в среде аргона.
Газовая сварка
Газовая сварка применяется для свинца и его сплавов толщиной от 0,8 до 30 мм и более. Используют ацетилено-кислородное и водородно-кислородное пламя. Как правило, газовую сварку применяют при облицовке гальванических ванн, сварке свинцовых трубопроводов небольших диаметров, наплавке свинца на черные металлы.
Ацетилено-кислородную сварку производят пламенем нормального состава (β= 1÷1,2). Мощность пламени (л/ч) W=100s, где s — толщина свариваемого металла, мм. Процесс сварки необходимо осуществлять с максимально возможной скоростью, чтобы не происходило вытекание свинца из стыка.
При толщине металла более 1,5—2 мм сварку производят в несколько слоев «левым» способом с наклоном горелки 30—45° к изделию. В качестве флюса применяют стеарин или расплав стеарина с канифолью, перед нанесением флюса на кромки свариваемые листы в стыке подогревают горелкой. Флюс химически не реагирует со свинцом и только защищает металл от окисления.
Вследствие высокой пластичности свинца не требуется мер по борьбе со сварочными напряжениями, однако при сварке сурьмянистого свинца возможно образование трещин.
Дуговая сварка угольным электродом
Дуговая сварка угольным электродом выполняется на переменном и постоянном токе, лучшие результаты получаются на постоянном токе прямой полярности. При бесфлюсовой сварке на поверхности расплавленной ванны образуется пленка оксида свинца, которую необходимо механически удалять.
Лучшее качество швов получают при использовании флюсов — стеарин или расплав стеарина с канифолью. Металл малых толщин (до 4 мм) сваривают встык за один проход, при больших толщинах— за два или три прохода. Сварку за первый проход осуществляют без присадочного металла за счет расплавления кромок.
При втором проходе используют присадочный металл, увеличение размеров сварочной ванны достигают круговыми движениями электрода. Третий проход выполняют при сварке свинца значительных толщин. Рекомендуется пульсирующая дуга: наряду с перемещением электрода в горизонтальной плоскости ему сообщаются небольшие колебания в вертикальной плоскости.
Сварку ведут без подогрева, в начале сварки путем задержки дуги подогревают первый участок стыка. Сварку ведут без перерыва. При случайном обрыве дуги необходимо вначале зачистить участок вокруг кратера до металлического блеска и лишь после этого продолжать сварку. С целью сглаживания сварного шва допускается его обрубка и проковка.
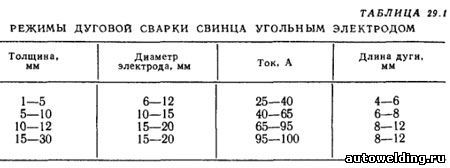
Режимы дуговой сварки свинца угольным электродом характеризуются малыми сварочными токами — не выше 100 А из-за возможной резки при более высоких токах и напряжении на дуге 10—12 В.
Ориентировочные режимы дуговой сварки свинца угольным электродом приведены в табл. 29.1.
Для механизации сварочных работ рекомендуется использовать дуговую сварку неплавящимся электродом в среде инертных газов. Сварку свинца малых толщин (до 3 мм) во всех пространственных положениях выполняют короткой дугой на постоянном токе прямой полярности в среде аргона.
Импульсно-дуговая сварка
Импульсно-дуговая сварка осуществляется точками, поэтому большое влияние на проплавляющую способность дуги оказывает величина шага точек: при толщине свариваемых листов 3 мм рекомендуется шаг 2,5—3,5 мм, при 5 мм — 1,5—2,5 мм. При большем шаге снижается величина провара. Для обеспечения максимальной проплавляющей способности дуги форма импульса тока должна приближаться к прямоугольной.
Холодная сварка свинца
Холодная сварка свинца используется для малых толщин—до 2—2,5 мм. Минимальная величина деформации при этом составляет 84%. Холодная сварка сдвигом позволяет снизить величину деформации до 50 %. Скорость нагружения мало влияет на деформируемость и прочность сварных соединений из свинца. Прочность сварных соединений составляет σв = 29÷49 МПа и близка к прочности основного металла, на уровне основного металла находятся электропроводность и другие свойства.
Свинец можно сваривать взрывом.
Волченко В.Н. «Сварка и свариваемые материалы», том 1. -М. 1991
Источник: www.autowelding.ru
Большая Энциклопедия Нефти и Газа
Пайка свинца производится с помощью газового пламени. В качестве горючих газов применяют водород или ацетилен в смеси с кислородом или воздухом. При использовании ацетилена качество пайки несколько ухудшается, так как при нарушении режима пайки углерод, содержащийся в продуктах горения, загрязняет шов. [2]
Пайка свинца и его сплавов практикуется довольно широко, хотя эта работа и является нелегкой ввиду сравнительно низкой температуры плавления свинца, которая очень близка к температуре плавления применяемых припоев. Чистый свинец плавится при температуре 327 С, так что его без особых трудностей можно паять обычными оловянно-свинцовыми припоями. [3]
Пайку свинца со свинцом или с другими сплавами рекомендуют производить методом предварительного облуживания свинца. После облуживания пайку ведут обычными способами. [4]
При пайке свинца применяют метод натирания припоя, содержащего 30 — 40 % олова, имеющего большой интервал кристаллизации. [5]
При пайке свинца применяется сильноактивный флюс, состоящий из 40 % хлористого цинка, 10 % хлористого аммония ( NH4C1) и 50 % воды. В качестве бескислотного флюса применяют и стеарин. [6]
При пайке свинца и его сплавов применяется также метод натирания припоя. [7]
При пайке свинца применяют метод натирания припоя, содержащего 30 — 40 % олова, имеющего большой интервал кристаллизации. [8]
Припои для пайки свинца , содержащие 30 — 35 % олова, называются третником. [10]
ПОС-18 применяется для пайки свинца , железа, латуни, цинка и оцинкованного железа, при наличии закатанных или склепанных швов, а также для пайки цинка, оцинкованного железа и луженой жести, если от спая не требуется особой прочности. [11]
ПОС-18 применяют для пайки свинца , цинка, оцинкованного железа, латуни. [12]
Припой ПОС 18 — пайка свинца , латуни, железа, цинка, оцинкованной и белой жести, если не требуется повышенной прочности паянного шва. [13]
В качестве флюса для пайки свинца и его сплавов используют стеарин. [14]
Применение водорода целесообразно при сварке и пайке свинца и сварке алюминия. В тех случаях, когда водород ( наряду с горючими газами) применяется как заменитель ацетилена, необходимо иметь в виду, что эго вызывает некоторое снижение скорости дроцесса, увеличение длительности начального подогрева и увеличение расхода кислорода. [15]
Источник: www.ngpedia.ru
Паяют ли свинец, чем и как?
Нужно припаять толстый медный провод на автомобиле к СВИНЦОВОЙ клемме, которая одевается на аккумулятор. Не советуйте прикрепить другим способом — интересна именно ПАЙКА. Подскажите температуру, инструмент и припой. Возможно, что-то вспомогательное, фенечки. С уважением, Алексей
Лучший ответ
хорошенько зафиксировать и свинцовую клемму и провод. припой ПОС30 и стеарин и горелка и опыт
Алексей ЗахаровЗнаток (293) 7 лет назад
Вот так — иной раз просто мастер даст точнее и прямее ответ на прямой и разжеванный вопрос, чем разные мыслители, гуру и просветленные. Ведь здесь — техника, а не философия. )) Философствовать, я как-нить сам.
Остальные ответы
Мощный паяльник и канифоль
свинцом плохо паять-паяйте припоем
Нет, так не паяют. Свинцовые клеммы заливают в формы, в которые предварительно вставлен медный провод.
Сейчас полно латунных клемм, к которым можно прикрутить.
фишка в том чтоб убрать оксид и не дать ему появиться тебе нужен паялькик с жалом тольщим чем провод большой мощьности для облегчения залуди цопом сам провод можно залудить клему припоем только при лужении нужно добиваться чтоб и свинец плавился вместе с припоем иначе просто отстанет предварительно в свинце можно просверлить отверстие чкть толще чем провод и лудить отверстие при лужении эсли отверстие заплавиш припоем ничего страшного так он плавиться раньше не економь в флюсе и не спеши при наплавлавлении всегда расплавляй чучуть предварительного слоя например первий сло наплавляеш расплавляеш вместе с 1-2 мм свинца в клеме второй слой мм припоя и так далее за карявость не беспокойся все можно отпилить напильником)) а вобще пойди в автомагазин и купи латунную клему под ключ )))
Алексей ЗахаровЗнаток (293) 7 лет назад
Это дизельный грузовик, там ток огромный при старте. Под ключ пробовал, греется очень, а крутит слабо. Затянуть латунь сильнее нельзя, рвется. Дизелю нужен рывок, а это ТОК. Так что пайка. Что такое «цоп» —
для облегчения залуди цопом сам провод .
И что, есть такие электропаяльники, толще плюсового провода к АКБ в грузовике?
Или паяльной лампой можно?
Иванов Оракул (63404) Я как раз с грузовика. Придите в магазин, купите импортную за . дорого. Не надо покупать для легковых латунные, маленькие и хлипкие. Тем более из какого дерьма сделана такая китайская «латунь».
зачистить концы, измазать флюсом, прикрутить провод, залить расплавленным свинцом. Глупо, но если хочется — можно.
Свинец, клеммы автомобильные не паяют. Не надо выдумывать велосипед. Люди уже наступили на эти грабли. Вам наступать нет необходимости.
Их только прикручивают болтом.
А на самом АКБ клеммы тоже не паяют, а наплавляют угольным электродом, используя ток самого АКБ. Я брал из батарейки уголек. Если интересно погуглите. Так, что прикручивайте болтом. И вообще свинцовые клеммы не долговечны.
Пару раз открутишь, и надо менять. Купите настоящую, и забудете про эту проблему на долго.
Есть для пайки, есть для обжима, есть под болт.
Думаю под болт самое то.
Зачистил провода и зажал.
При необходимости можно разобрать и опять почистить.
Источник: otvet.mail.ru
Свинцовая пайка при сборке батарей свинцово-кислотного типа
Недавно, в книге издания 1937 года «Аккумуляторные батареи / Д.В. Вайнела (перевод с английского)», наткнулся на инструкцию по пайке свинцовых деталей при сборке свинцового аккумулятора. Не удержался, чтобы не добавить на сайт. Добавлено в оригинальном виде.
Пайка применяется с целью осуществления надежного механического и электрического соединения между пластинами и баретками, а также между полюсными выводами и соединениями (прим. ред. – речь идет о заключительной стадии сборки свинцового аккумулятора).
Пайка производится помощью светильного газа с кислородом, ацетилена с воздухом, водорода со сжатым воздухом или же электрическим способом.
Для газовой пайки всего удобнее пользоваться светильным газом с кислородом. Газ берется из питающей магистрали, а кислород – из запасного хранилища. Необходимо правильно регулировать горелку, чтобы, предупредить возможность взрывов.
Если отверстие горелки засорилось, то кислород, благодаря своему более высокому давлению потечет в газопровод со светильным газом, в результате чего может последовать взрыв. Чтобы избежать этого, необходимы предохранительные приспособления либо у магистрали, либо у каждой горелки.
Фиг.1 изображает простое приспособление, примененное на одной из электростанций для предохранения сразу нескольких горелок. Подобные же приспособления можно найти, в продаже.
Давление кислорода при пользовании им со светильным газом должно быть около 1,8-2,3 кг/см 2 . Редукционный вентиль у кислородного резервуара делается обычно типа диафрагмы и снабжается у выходной стороны манометром для указания давления. Устройство вентиля таково, что можно поддерживать практически постоянное давление и при пользовании несколькими горелками.
Давление кислорода должно быть установлено сначала приближенно помощью вентиля на баллоне при частично открытом редукционном вентиле. После этого давление устанавливается более точно путем открывания или закрывания редукционного вентиля.
Некоторые вентили конструируются так, что если винт из установленного положения повернуть вправо, то вентиль открывается, т. е. давление начинает увеличиваться. Это служит иногда причиной ошибок, так как вентиль считают открытым, тогда как в действительности он закрыт. Пользоваться следует восстановительным пламенем, чтобы не вызвать окисления свинца.
Паять следует кончиком внутреннего голубоватого пламени, производя кругообразные движения, перемещая пламя от центра полюсного вывода к бокам и кверху. Сперва должна быть расплавлена верхушка полюсного вывода, затем она спаивается со стенкой отверстия в соединении, после чего в отверстие наплавляется с паяльной полоски столько сплава, чтобы он заполнил все отверстие в соединении. По окончании пайки поверхность зачищают напильником и корчеткой. Все части должны быть тщательно очищены от грязи и посторонних веществ, так как абсолютная чистота есть непременное условие успешной работы элемента. Фиг.2 иллюстрирует выше¬описанный процесс пайки.
Оборудование для пайки электрической дугой состоит из угледержателя с подводящим кабелем, зажима и угольного стержня около 6 мм в диаметре. Батарея, с которой предстоит работать, используется обычно как источник тока. В зависимости от состояния заряда требуется для этого от двух до четырех элементов. Фиг.3 иллюстрирует этот способ пайки.
Кабель присоединяется к одному из междуэлементных соединений батареи с таким расчетом, чтобы обеспечить требуемое напряжение; в случае надобности несколько элементов отбрасывается. Необходимо следить за тем, чтобы был хороший контакт между соединением и зажимом. Угольный стержень должен быть на конце заострен и должен выходить из зажима примерно на 5 см.
Уголь должен быть доведен до яркого свечения путем соприкосновения с полюсным выводом, подвергающимся пайке. В дальнейшем процесс идет точно так же, как это было описано для случая газовой пайки. Уголь перемещается вращательным движением от центра полюсного вывода наружу, не вызывая дуги.
Угольный держатель в случае надобности охлаждается погружением его вместе с углем в ведро с водой. Спустя некоторое время уголь может перестать правильно работать благодаря налету окиси свинца, которую можно удалить напильником или соскрести ножом. Работающий должен для защиты глаз надеть темные предохранительные очки. Если батарея не может быть использована в качестве источника тока, то можно воспользоваться 6-в стартерной батареей. В этом случае одна из ее клемм соединяется с зажимом угледержателя, а другая – с соединением, которое запаивается.
Недавно был выпущен на рынок прибор для свинцовой пайки, работающий переменным током. Небольшой переносный трансформатор преобразует 110-в ток в ток требуемого напряжения. Уголь большого диаметра заканчивается тонким острием, позволяющим пользоваться теплотой дуги в любой точке по желанию. Переменный ток может быть без вреда пропущен через элемент.
Если пайка сделана хорошо, то металл одной части сплавляется с металлом другой. Этим обеспечивается механическая прочность и хорошая электрическая проводимость. В случае неудовлетворительной спайки при исследовании под микроскопом видны пустоты или же присутствие шлаков. Фиг.4 представляет микрофотографию двух спаянных кусков свинцово-сурьмянистого сплава, изображающую полное соединение вдоль линии спайки. С правой стороны сплав содержит 8% сурьмы, с левой – 4%.
- 3653 просмотра
Источник: weldworld.ru