Уметь паять невероятно полезно: ты можешь самостоятельно чинить электрические устройства или создавать собственные. Наверняка в детстве ты держал в руках паяльник, но если с тех пор так и не разобрался, как паять правильно, то эта статья для тебя. В ней я расскажу о тонкостях пайки медных компонентов, о необходимом оборудовании и навыках. Сегодня ты поймешь, что пайка — это Wowсе не сложно!
Пайка — это способ соединения металлических элементов с помощью припоя, сделанного из других металлов, с меньшей температурой плавления. Этот способ используется во всех электрических устройствах. Если ты распотрошишь, например, калькулятор, внутри ты увидишь, что абсолютно все электронные компоненты внутри него спаяны между собой. Это логично, ведь соединение металлических элементов, одна из задач которых — проводить ток, другим токопроводящим металлом будет гораздо эффективнее, чем соединение, например, клеем.
Как паять металл Пайка для новичков. As solder metal brazing for beginners
Паяльник всему голова
Начнем с главного инструмента — паяльника. Он нужен, чтобы нагревать припой до температуры плавления, если компоненты медные (а контакты электронных компонентов, как правило, делаются именно из меди) — обычно от 100 до 400 градусов. Паяльники бывают разные, начиная от старых советских, без единой кнопки управления (воткнул в розетку и ждешь, пока нагреется), и заканчивая навороченными паяльными станциями с экранами и тумблерами, где есть еще и паяльный фен. Давай рассмотрим виды паяльников подробнее.
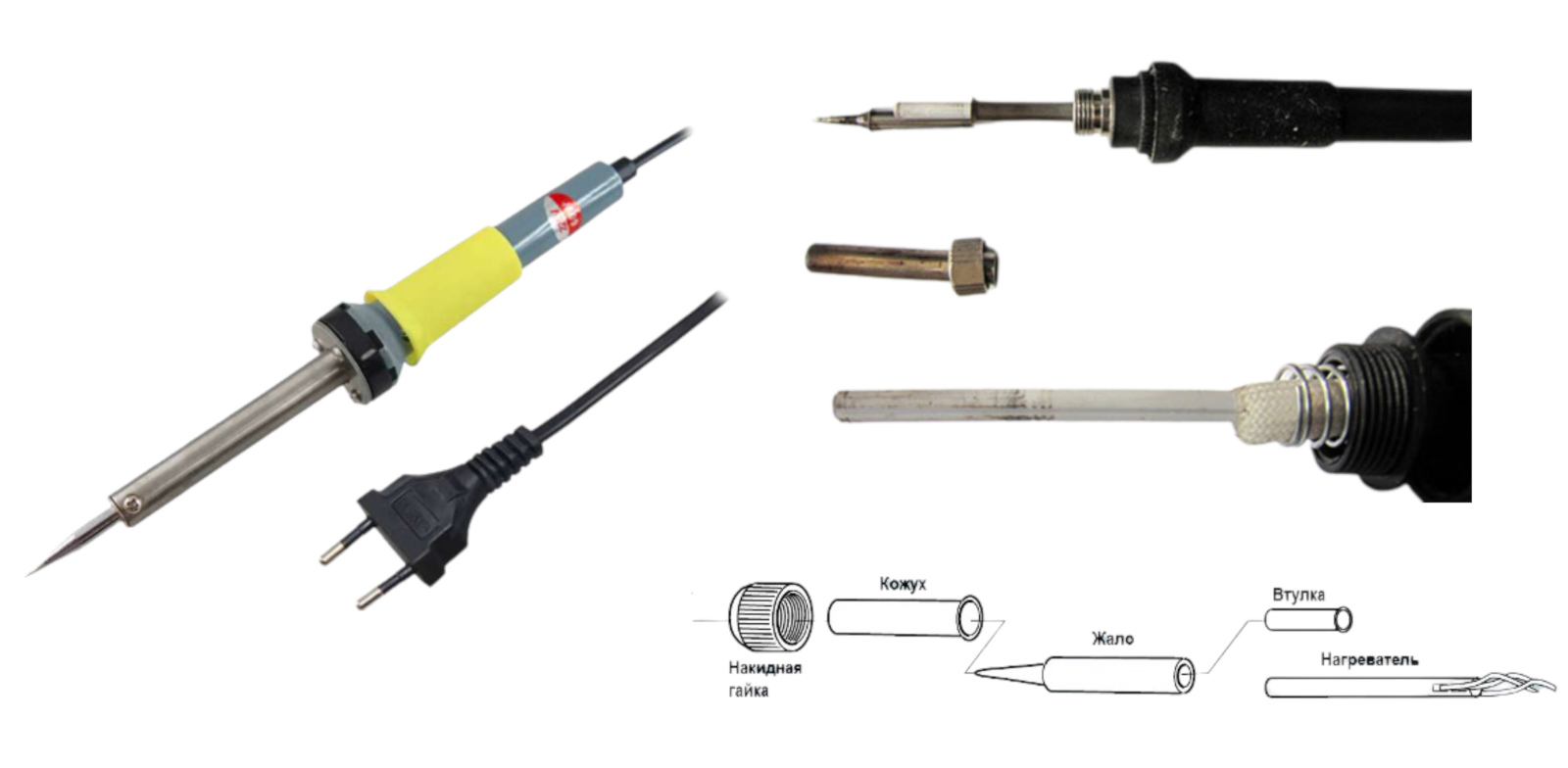
Паяльник с нихромовым нагревателем
В старом советском паяльнике находится нагреватель из нихромовой проволоки, через который пропускается ток. Проволока намотана на не проводящий ток корпус, внутрь которого вставлено жало. В продвинутых версиях такого паяльника есть регулировка температуры, что существенно облегчает работу с припоями из металлов с разной температурой плавления, о которых поговорим чуть позже.

Стоят такие паяльники дешево, прибора за 500 рублей и мощностью 20 Вт вполне хватит для нечастых и небольших работ (правда, толстые провода паять таким паяльником будет нелегко). Подобные паяльники прочны и неприхотливы, но они долго нагреваются, и высокой производительности от них ждать не стоит.
Паяльник с керамическим нагревателем
Внутри такого паяльника находится керамический стержень, который нагревается, когда к его контактам проводят напряжение. Такие паяльники нагреваются гораздо быстрее, при должном уходе они долговечнее и обладают более широким диапазоном для регулировки температуры и мощности.
Есть у такого паяльника и минусы — керамический нагреватель не приспособлен к физическим воздействиям, а жала для такого паяльника нужны будут «родные». Про жала поговорим позже, а сейчас перейдем к следующему виду паяльников — индукционному.
Индукционный паяльник
Внутри него находится катушка индуктора. У наконечника такого паяльника есть ферромагнитное покрытие, в нем катушка создает магнитное поле с наведенными токами, от чего сердечник разогревается.
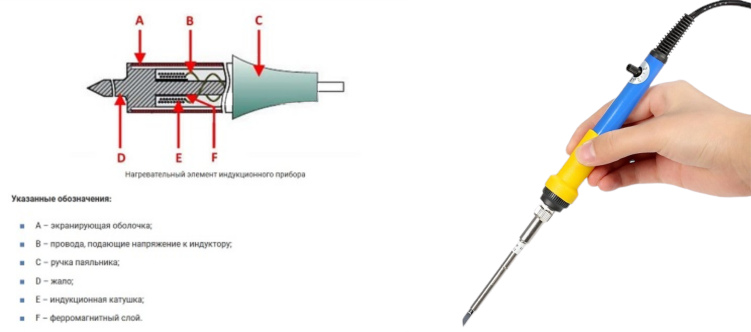
При достижении определенной температуры (точки Кюри) ферромагнитное покрытие теряет свои магнитные свойства и сердечник перестает нагреваться. Как только температура снижается, ферромагнитные свойства восстанавливаются и сердечник снова начинает нагреваться. В таком паяльнике температура жала поддерживается автоматически без использования термодатчика и управляющей электроники. Но из его принципа работы выходит главный минус: для достижения разных температур нужны разные жала.
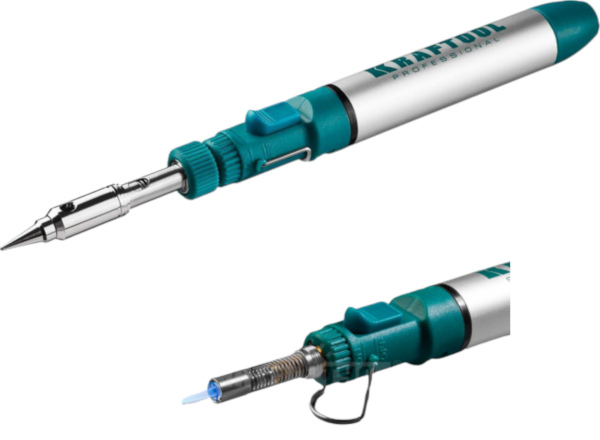
Газовый паяльник
Главное достоинство газового паяльника — его автономность. В таком паяльнике тепло появляется за счет сгорания газа (заправляют из обычного газового баллончика). Тонкую струйку огня создает специальная насадка, без которой газовый паяльник превращается в горелку.
Термовоздушная паяльная станция
Такой тип паяльников подает направленный поток горячего воздуха с регулируемой температурой от 100 до 500 градусов.

В паяльных станциях обычно есть паяльник с керамическим нагревателем. Лично мой выбор — именно такая станция. Паяльный фен (так называют термовоздушный паяльник) очень полезен в быту. Например, распаивать микросхемы (если нам надо отделить спаянные элементы) гораздо удобнее широким потоком горячего воздуха, чем тонким жалом обычного паяльника.
Станции хорошего качества стоят в несколько раз дороже обычных паяльников, но, если ты паяешь часто, так же как и я, проще потратиться на нее и не корячиться с простым паяльником.
Продолжение доступно только участникам
Вариант 1. Присоединись к сообществу «Xakep.ru», чтобы читать все материалы на сайте
Членство в сообществе в течение указанного срока откроет тебе доступ ко ВСЕМ материалам «Хакера», позволит скачивать выпуски в PDF, отключит рекламу на сайте и увеличит личную накопительную скидку! Подробнее
Вариант 2. Открой один материал
Заинтересовала статья, но нет возможности стать членом клуба «Xakep.ru»? Тогда этот вариант для тебя! Обрати внимание: этот способ подходит только для статей, опубликованных более двух месяцев назад.
Источник: xakep.ru
Как правильно пользоваться паяльником с канифолью: учимся паять

Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
 Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
 Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью

Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса

- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.

- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги

Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Источник: tokar.guru
Пайка: очень простые советы
Пайка, флюсы, припои и о том, как работать паяльником? Какой паяльник использовать, какие бывают флюсы и припои? И, немного о том, что такое паяльная станция.
Лудильщик — человек занимающийся пайкой металлических изделий.
Из очень старого справочника…
О пайке, паяльном оборудовании, флюсах и припоях

Ни один серьезный ремонт не обходится без паяльных работ. Паяльник есть практически в каждом доме, и пайка теперь обычное дело не только технарей специалистов, а и любого домашнего мастера любителя. Без качественно выполненной пайки, нормальная работа электронного устройства (хоть контакта на люстре, хоть конденсатора на материнской плате) рано или поздно, с большой вероятностью, будет нарушена. Так как во время пайки происходит взаимное растворение припоя и той части металла, на который он наносится, после остывания получается довольно прочное соединение, обладающее хорошей электропроводимостью. Но для того, чтобы соединение получилось действительно качественным и долговечным, приходится учитывать некоторые нюансы
Паяльники, паяльные станции

Главное различие паяльников — мощность. Для ремонта печатных плат и монтажа небольших элементов, чувствительных к статическому напряжению, применяются паяльники с мощностью 24-40Ватт. Для пайки широких проводников, шин питания и различных массивных элементов — 40-80Ватт. Паяльники на 100Ватт и более, в основном применяют для пайки массивных стальных конструкций, особенно из цветных металлов с большой теплопроводностью.
Не стоит забывать и о напряжении питания. Стандартом в России является 220В, 50Гц, но для пайки, например в автомобиле или в других местах, где сложно найти розетку, можно использовать паяльники с напряжением 12/18/24В. Другой важной характеристикой паяльника является его рабочая температура. Самые простые образцы не имеют четкого температурного режима, и при недостаточном нагреве места пайки, когда припой не расплавляется до состояния текучести и не может заполнить все предназначенные ему зазоры, наблюдается довольно частый эффект, называемый «холодная пайка». Место спая оказывается матовым, шероховатым и соединение получается непрочным.
Перегретое жало паяльника ускоряет его износ, припой при этом перегревается, жало покрывается окалиной, флюс выгорает, сцепление припоя с жалом ухудшается. Часто жало паяльника перегревается из-за чрезмерного выпаривания припоя, в результате перегреваются полевые элементы и микросхемы, отслаиваются дорожки печатных плат. Произвести качественную работу паяльником с низкой или слишком высокой температурой, естественно невозможно.
В случае если пайка для вас частое дело, придется обзавестись набором паяльников различной мощности, а еще лучше паяльной станцией, так как они имеют регуляторы температур, автоматическое поддержание заданной температуры, удобную подставку под паяльник, ванну для очистной губки, антистатическую защиту и некоторые дополнительные возможности. Хорошая паяльная станция, конечно же, стоит недешево, но и набор различных паяльников и качественных насадок к ним может обойтись не меньше.
Припои и флюсы
Флюс, в качестве которого обычно применяется еловая или сосновая канифоль, необходим для растворения и удаления оксидов, а также защиты места пайки от окисления. Многие используют спиртовой раствор канифоли, нанося его кисточкой на место пайки. Такой раствор несложно сделать и самому, а вместо спирта можно использовать другой растворитель, например бензин или ацетон. Главный недостаток канифоли — при чрезмерно высоких температурах удаляется не только оксидная пленка с металла, удаляется и сам металл.
Наиболее удобным является использование трубок диаметром 2-3мм с каналом канифоли внутри. Можно паять как обычно, захватывая каплю олова с трубки и переносить ее на место пайки или прижимая жало паяльника к месту пайки, подносить к нему кончик трубки. Трубка при этом плавится, затекая в зазоры, к тому же благодаря ее малому диаметру, количество припоя легко дозируется.
Советы по пайке
Выбирайте паяльник с возможностью смены жала, которых сейчас предлагают целый ассортимент. Это и лопатки, конусы, иглы, вообщем все зависит от конкретных потребностей и ваших финансовых возможностей.
Уделите очистке жала пару минут перед любой работой, при слишком сильных загрязнениях используйте напильник. Для удаления с жала остатков выгоревшего флюса, пыли и окисла, удобно применять кусочек дерева или картона (хотя многие делают это быстрым движением пальцев, что в принципе тоже эффективно).
При применении обычного паяльника для защиты от статики, целесообразно соединить проводниками надетый на руку антистатический браслет с паяльником и корпусом ремонтируемого устройства.
Разогревая паяльник, не оставляйте его «насухую», обязательно погрузите жало паяльника в канифоль, как только оно разогреется до температуры способной ее расплавить. Слой канифоли на поверхности жала защитит его от окисления. При нагреве до температуры плавления припоя его необходимо залудить.

Для хранения припоя нежелательно использование металлических коробочек, крышек, консервных банок, так как припой, упавший на их поверхность прилипает, металл такой коробочки (особенно если она используется еще и в виде подставки для паяльника) разогревается, появляются сложности с точным дозированием, и в результате образуется олово-канифольная каша, с которой работать будет не очень удобно.
Обязательное условие для образования надежного паяного контакта — равные температуры спаиваемых поверхностей.
Заранее очистите, обезжирьте бензином или другим органическим растворителем и залудите контактные площадки перед пайкой. Частой ошибкой является то, что некоторые компоненты сначала паяют, а потом откусывают лишнюю длину ножек и пытаются убрать лишние капли припоя.
Не забывайте о предельных температурах электронных компонентов, особенно полевых транзисторов и интегральных микросхем. При температуре 260-300С не превышайте время пайки более чем на 5-10 секунд.
Изменяя длину жала паяльника — можно изменять температуру. Но намного удобней делать это при помощи автотрансформатора или специального регулирующего устройства. Конечно же, это не касается счастливых владельцев паяльной станции.
Теоретически температура жала паяльника должна соответствовать применяемому припою и суммарному теплоотводу спаиваемых деталей. Конечно же, подсчитать это непросто, но при приобретении опыта, угадывается «на глаз». Гармоничная, аккуратная и качественная пайка приходит со временем и опытом. Не бойтесь паяльника, практикуйтесь, рассчитывайте на свой здравый смысл и интуицию! Ведь паяльник главный инструмент при любом более-менее серьезном ремонте!
Профессиональное развитие начинается здесь: Телеграмм канал Домашняя электрика
Поделитесь этой статьей с друзьями:
Источник: electrik.info
Пайка металлов: виды работ и правила проведения

Пайка металлов довольно широко используется в быту и производстве, особенно там, где не требуется особая прочность соединения или есть необходимость в последующем разъединении деталей. Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Пайка металлов выполняется разными способами, не только паяльником (как часто происходит в быту). В нашей статье мы расскажем о плюсах и минусах этой процедуры, рассмотрим ее варианты и опишем технологию пайки металлов.

Пайка металлов — это технологическая операция, в результате проведения которой образуется неразъемное соединение металлов, находящихся в твердом состоянии. Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Соединение, образовавшееся в процессе пайки металлов, должно соответствовать служебным свойствам изделия и условиям его эксплуатации. Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
В процессе пайки основной материал растворяется в жидком припое. Образуются эвтектик и твердые растворы. Между припоем и металлом возникает взаимная диффузия компонентов, завершающаяся кристаллизацией жидкой прослойки.
Степень прочности соединения, образовавшегося в процессе пайки, зависит от нескольких факторов. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Показатели механической прочности будут тем выше, чем больше степень взаимной диффузии между расплавленным припоем и металлом. Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Плюсы и минусы пайки металлов
Способ соединения металлических заготовок с помощью пайки позволяет:
- соединять материалы с отличающимися химическими и физическими свойствами;
- проводить работы в труднодоступных местах, где применить сварку невозможно;
- работать с изделиями любого размера и формы;
- выполнять обработку всех плоскостей касания;
- добиваться качества соединений за счет отсутствия внутреннего напряжения;
- справляться с поставленными задачами на основе имеющихся базовых знаний о процессе пайки металлов и наличии минимальных навыков.

К минусам пайки можно отнести:
- Невысокую, в сопоставлении со сварочным швом, прочность соединения. Это обусловлено свойствами материала, применяемого в качестве припоя.
- Низкую термостойкость, исключающую возможность применять пайку в отношении конструкций, эксплуатируемых в условиях высоких температур.
- Низкий уровень производительности труда. Пайка представляет собой процесс точечного воздействия на поверхность обрабатываемого материала, поэтому в массовом производстве практически не применяется.
Виды пайки металла
Из-за существенного количества классифицируемых параметров выделяется достаточно много видов пайки. Определяются они в соответствии с технологической классификацией, прописанной в ГОСТ 17349-79. По этому документу, виды пайки различаются по способу получения припоя, по источнику нагрева, по характеру заполнения зазора припоем, по типу кристаллизации шва, по способу удаления оксидной пленки, по характеристикам давления в стыке, по одновременности выполнения соединений.

Одним из основных параметров классификации пайки металлов является температура плавления припоя. Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Низкотемпературная пайка имеет ряд преимуществ. Это несложный в исполнении процесс, который осуществляется с минимальными затратами. Применять данный вид пайки можно в отношении тонких пленок и миниатюрных изделий. За счет хорошей электропроводности и теплопроводности припоев возникают условия для соединения разнородных материалов. Поэтому низкотемпературная пайка активно используется в области электроники и микроэлектроники.
Высокотемпературная пайка имеет свои достоинства. С ее помощью можно изготовить герметичные, вакуумно-прочные соединения, которые позволят конструкции функционировать в условиях высокого давления. Они способны выдержать существенную нагрузку и обладают ударопрочными качествами. Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Обработка изделия с неравномерными или некапиллярными зазорами происходит в процессе композиционной пайки. В этом случае используются специальные композиционные припои, в состав которых входит легкоплавкая составляющая и наполнитель с температурой плавления выше, чем температура пайки. Благодаря этому он остается нерасплавленным и заполняет имеющиеся между частями изделия зазоры. Его задача — создать среду для распространения легкоплавкой составляющей.
Классификация видов пайки, исходя из характера получения припоя для пайки металлов, представлена в двух вариантах:
- Пайка готовым припоем. Плавление припоя происходит в результате нагрева. Он заполняет зазор между деталями и за счет действия капиллярных сил удерживается в нем. Роль, которую играют капиллярные силы в данном процессе, очень значительна. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
- Реакционно-флюсовая пайка. В данном случае процесс обеспечивается за счет реакции вытеснения, происходящей между основным материалом и флюсом для пайки металла. Итогом этого процесса является образование припоя. Описать этот процесс можно следующим образом: 3ZnCl2 (флюс) + 2Al (металл, с которым происходит соединение) = 2AlCl3 + Zn (образовавшийся припой).
Для того чтобы осуществить процесс пайки, необходимо произвести соответствующую подготовку изделий и обеспечить наличие флюса, припоя и источников тепла.
Источники тепла
Среди многочисленных способов нагрева деталей, подлежащих пайке, в домашних условиях самым распространенным является нагрев паяльником или строительным феном.

Электрический или газовый паяльник может использоваться при низкотемпературной пайке. Благодаря тепловой энергии, которая аккумулируется в массе его металлического наконечника, он нагревает металл и припой, обеспечивая возможность соединения деталей.
Если рассматривать нагревательное оборудование с точки зрения его универсальности, стоит обратить внимание на газовые горелки и заправляемые бензином или керосином паяльные лампы. Их использование обеспечивает возможность проведения не только высокотемпературной, но и низкотемпературной пайки, требующейся в процессе соединения массивных деталей.
В процессе соединения металлов пайкой могут использоваться и другие методы нагрева:
- Индукционный метод. Нагрев происходит в катушке-индикаторе, через которую пропускается электрический ток. Использование данного метода позволяет создать условия для быстрого нагрева толстостенных деталей, что является бесспорным преимуществом в процессе припаивания твердосплавных резцов к режущему инструменту.
- Пайка электросопротивлением. Паяемые изделия в данном случае рассматриваются как части единой электрической цепи. Теплота выделяется в результате прохождения через детали тока.
- Пайка методом погружения. Происходит в расплавленных припоях и солях.
- Электролитная, дуговая, экзотермическая пайка.
- Пайка лучами, нагревательными матами и штампами.
Припой и флюс
Припои
Степень важности использования в процессе работы качественных припоев трудно переоценить. Они должны быть изготовлены из чистых металлов или их сплавов в виде порошка, пасты, стержня, таблетки, тонкой фольги или гранул. Основными характеристиками припоев являются их температура плавления и смачиваемость. Прочность соединения молекул припоя с заготовкой должна быть выше прочности соединения молекул самого припойного материала.

Температура плавления припоя должна быть ниже, чем температура плавления заготовок. Величина данного показателя лежит в основе деления припойных материалов на тугоплавкие и легкоплавкие.
К легкоплавким относятся припои, созданные основе олова и свинца, которые могут применяться как в чистом виде, так и с добавлением всевозможных компонентов. Основу тугоплавких припоев для плавки металла составляют серебро и медь. К ним относятся медно-цинковые припои, используемые в процессе пайки стальных заготовок, а также изделия из меди и бронзы.
Пайка черных металлов медно-фосфорными припоями не допускается.
Хорошими показателями прочности отличаются серебряные припои. Их используют при необходимости пайки деталей, в процесс эксплуатации которых присутствует вибрация или удары.
Никелевые припои обеспечивают качественное соединение частей конструкции, работающих в условиях высоких температур.
Золотые припои необходимы для того, чтобы спаять золотые ювелирные изделия или трубки, которым предстоит работать в вакууме.
При спаивании магниевых заготовок или деталей, изготовленных из сплавов данного металла, применяются магниевые припои.
Флюсы
Задача флюсов – удалить уже имеющуюся оксидную пленку и не допустить образования новой. Каждый из них имеет собственный состав и обладает определенными свойствами.
В соответствии с существующей классификацией флюсы делят на:
- активные и нейтральные;
- жидкие, твердые, пастообразные и гелеобразные;
- флюсы с низкой и высокой температурой;
- водные и безводные.
Самыми распространенными флюсами, применяемыми в процессе пайки металлов, являются канифоль, хлористый цинк, ортофосфорная кислота, борная кислота и ее натриевая соль (бура).
Технология пайки металлов
Технологический процесс пайки металлов осуществляется в следующем порядке:
- Предназначенные для соединения поверхности зачищаются. С них снимается фаска.
- Тонким слоем наносится подобранный в соответствии с характеристиками обрабатываемого материала флюс. Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
- Заготовка разогревается с помощью горелки в определенном радиусе от места соединения. Область стыка прогревается до температуры, существенно превышающей температуру плавления припоя.
- На разогретый участок соединения помещают припой, который начинает плавиться и заполнять имеющийся зазор.
- Процесс остывания спаянной детали должен быть естественным. В противном случае гарантировать качество соединения будет невозможно.
В процессе соединения меди и титана может применяться технология пайки без припоя. В ее основе лежит принцип контактного плавления. При нагреве материалов до необходимой температуры в месте контакта образуется расплав. Он заполняет имеющийся зазор, и в результате диффузии происходит процесс соединения частей конструкции.
Применять пайку можно в качестве способа соединения труб теплообменников, в холодильных установках, системах, передающих жидкости и газы.
Процесс пайки металлов может обеспечить возможность соединения частей конструкций, состав которых неодинаков. Для того чтобы выполнить эту задачу, требуется правильно выбрать припой и учесть разницу температуры его плавления с температурой плавления материалов, подлежащих обработке.
Оцените, пожалуйста, статью
Источник: vtmstol.ru