Начну из далека..
Более десяти лет занимаюсь изготовлением спортивных медалей, но есть вопросы с которыми постоянно сталкиваясь, окончательных ответов на них, так и не выяснил.. может кто поможет? вот один из них..
Для повышения пластичности, при прессовании латунную заготовку необходимо отжечь.. и тут начинается самое интересное..
На данный момент пользуюсь таким рецептом отжига латуни Л63 (экспериментальным путём выведенный):
Прогрев в печи до t=560 C, выдержка 1,5-2 часа, остывание на воздухе..
При одинаковых параметрах (марка латуни, режим ТО) на выходе совершенно разный результат.
В одном случае все «чики-пуки».. латунь становится «мягкой», легко деформируется и имеет ровную зеркально-гладкую поверхность(соответствующую «зеркалу» штампа).
В другом варианте, вроде всё так-же.. «мягкая»(пластичная), только где должно быть «зеркало», появляется лёгкий, еле заметный «целлюлит-апельсиновая корка».. вроде мелочь, но жуть как не приятно
Отжиг латунных гильз.
Вопрос такой..
Может кто сталкивался с подобной проблемой, как она решается?
Интересует — температура, время выдержки при нагреве и время (способ) остывания..
Так-же есть ли возможность «вылечить» «зараженные целлюлитом»(не правильным ТО) латунные заготовки?
С уважением Андрей.
Ress75 04.03.2010 — 20:47
В ювелирных техниках существует такой приём:называется на р..(дольше не помню ).Смысл в многократном отжиге (раз 6) серебра и т.д.Металл начинает переть изнутри изделия и с каждым циклом вспучивает локально поверхность изделия-выходит такой пустынный рельеф с апельсиновой коркой. Вообщем красиво Дальше естественно отбел и т.д.Может и здесь что-то похожие выходит?
ЮЗОН 04.03.2010 — 21:45
А латунь из одной партии, или разные поставки?
Точно вся Л 63 ? или может ЛС
Graaver 04.03.2010 — 22:08
А латунь из одной партии, или разные поставки?
Точно вся Л 63 ? или может ЛС
Партия одна..
Бывало нарубят три листа(даже если предположить что листы разные, все заготовки приносят в одном мешке, это примерно 900шт. по 300шт/лист.), отжигаю.. часть нормальная, часть «целлюлитная» (т.е. одна партия после ТО вся в норме, другая проблемная)..
Правда допускаю, что время выдержки в печи разное..
Проблемы с разностью температур исключены.. печь позволяет держать температуру «+»_»-» 1гр.С
Без отжига «целлюлита» нет, но и продавить такую заготовку ой как тяжело..
Если кто-то с этим сталкивался. может есть гарантированный рецепт?
Чтобы и «мягкая» и без «целлюлита».
Graaver 04.03.2010 — 22:19
Может кто знает, при каких условиях (превышение каких параметров) происходит эта гадость?
sm special 04.03.2010 — 23:35
Возможно «гугление» на запрос по дефектам отжига латуни что-нибудь может прояснить .
Отпуск, закалка …
ЮЗОН 05.03.2010 — 11:53
Можно попробовать:
Выдержку большую не надо делать ,по тех процесу: на t=600 C загрузка, прогрев примерно 1 мм/мин. как температура выровнялась , так охлаждение на воздухе или ч-з воду.
ИМХО: При долгой выдержке в окислительной атмосфере цинк начинает окисляться и «прёт» поверхность.
И иногда виноваты прокатчики листов (свой тех процес не выдерживают)
Graaver 05.03.2010 — 14:41
При эксперименте с t=600 C у меня гарантированно получался «целлюлит», правда время выдержки было большим..
Ближайшее время снова будет возможность поэкспериментировать..
Попробую уменьшить время нахождения заготовок в печи..
Нестор74 05.03.2010 — 16:39
2Graaver
после праздников уточню у своих (ребяты много с латунью работают — сувенирная продукция, наградная атрибутика), может чего подскажут, отпишусь, если к тому времени этот вопрос еще будет актуален.
ЮЗОН 05.03.2010 — 16:50
Попробую уменьшить время нахождения заготовок в печи..
По времени: чем меньше, тем лучше. лишь бы печь вышла на режим.
загружаешь на 600 и переводишь печь на t=560.
Плотной пачкой не грузить.
Буль 05.03.2010 — 17:28
можно, свои 5 копеек: сразу в воду, без выдержки на воздухе
Буль 05.03.2010 — 17:29
проста калка медных сплавов прямо противоположна ТО сталей-пластичность повашается
Graaver 05.03.2010 — 20:12
после праздников уточню у своих (ребяты много с латунью работают — сувенирная продукция, наградная атрибутика), может чего подскажут, отпишусь, если к тому времени этот вопрос еще будет актуален.
Любой совет актуален!
И особенно важен практический опыт !
загружаешь на 600 и переводишь печь на t=560.
Плотной пачкой не грузить.
Охлаждение в воде пробовал.. но опять же выдержка заготовок в печи была значительной, да и в партии было всё максимально «плотненько»..
Наверно это и было причиной неудач..
Graaver 12.03.2010 — 19:52
Случилось то, чего меньше всего ожидал..
История вкратце такая..
Заказал два листа латуни, не проверив отдал в производство..
Оказалось что один лист как и заказывал латунь(Л63), а второй бронза (марка неизвестна, имеет приятный розовый оттенок )..
Бронза мне не подходит по тех. характеристикам.
Поэтому вся партия, чтобы не пропадать без дела переезжает в барахолку.
http://guns.allzip.org/topic/189/602545.html
Может кому понадобится .

Вот фото заготовок и «пробной» медали из этого материала.
Graaver 13.03.2010 — 09:27
С новой партией провёл эксперимент.. «минимально-необходимое» время выдержки в печи + «неплотная» загрузка + охлаждение в воде»..
Эксперимент удался.. «целлюлит» отсутствует!
Огромное спасибо одно-палатникам «Буль» и «ЮЗОН» за дельные советы .
Прошу прощения за назойливость..
Возможно ли «восстановить» латунь после неправильного ТО ?
С уважением Андрей.
Источник: guns.allzip.org
Как отжечь латунь в домашних условиях
Оценка. Консультация. Продажа
Антиквариат и Коллекционирование
Самоварный мастер
Регистрация: 06.12.2012
Адрес: Воронеж
Сообщений: 2,938
Как сделать латунь пластичней
Мой вопрос к реставраторам и кто разбирается в металлах.
Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего.
Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева 400-600 градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре. Кто прав ?
Интересует-температура,время выдержки при нагреве и время (способ) остывания. Ведь при правильном снятии напряжения с латуни, во многом зависит качество работы, меньше трещин, а значит и меньше пайки и сохран лучше. Когда латунь податлива, работать с ней одно удовольствие и она всегда примет ту форму которую тебе надо.
Друзья — выскажите свое мнение по этому вопросу, я думаю это надо знать всем, кто занят самоварным делом.
С уважением, Александр.
Специалист раздела «Самовары»
Регистрация: 25.08.2010
Адрес: Ярославская обл. г.Тутаев
Сообщений: 13,198
Чуйка поможет.А с градусником особо не наработаешься.хотя кому как,не спорю.
Уважаемый участник
Регистрация: 12.09.2013
Адрес: Москва
Сообщений: 4,392
кубарь, я в реставрации самоваров полный 0, но петельки на крышки зольника из латуни делал. После первой попытки согнуть пластину она просто разломилась, тогда я её нагрел на газовой плите и дал постепенно остыть на открытом воздухе. После этого латунь стала эластичная, согнул, обстучал вокруг гвоздика и петелька готова.
Участник Форума
Регистрация: 22.01.2014
Адрес: Москва
Сообщений: 18,350
Мой вопрос к реставраторам и кто разбирается в металлах.
Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего.
Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева 400-600 градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре. Кто прав ?
Интересует-температура,время выдержки при нагреве и время (способ) остывания. Ведь при правильном снятии напряжения с латуни, во многом зависит качество работы, меньше трещин, а значит и меньше пайки и сохран лучше. Когда латунь податлива, работать с ней одно удовольствие и она всегда примет ту форму которую тебе надо.
Друзья — выскажите свое мнение по этому вопросу, я думаю это надо знать всем, кто занят самоварным делом.
С уважением, Александр.
Во всём мне хочется
Дойти до самой сути.
В работе, в поисках пути.
__________________
Флудить — тему бодрить!
ЛИЧНО держал за руку ‘legalalien
Участник Форума
Регистрация: 11.09.2015
Сообщений: 101
Отжиг латуни :-нагрев до 500-530 градусов (по цвету это примерно тёмно-красный) и остывать должна на воздухе при комнатной температуре.Без опыта по цвету бывает трудно угадать .поэтому ,после отжига попробуйте на пластичность-не грубите,если чувствуете.что металл тугой,то смело ещё раз отжигайте.
Участник Форума
Регистрация: 11.09.2015
Сообщений: 101
Мой вопрос к реставраторам и кто разбирается в металлах.
Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего.
Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева 400-600 градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре. Кто прав ?
Интересует-температура,время выдержки при нагреве и время (способ) остывания. Ведь при правильном снятии напряжения с латуни, во многом зависит качество работы, меньше трещин, а значит и меньше пайки и сохран лучше. Когда латунь податлива, работать с ней одно удовольствие и она всегда примет ту форму которую тебе надо.
Друзья — выскажите свое мнение по этому вопросу, я думаю это надо знать всем, кто занят самоварным делом.
С уважением, Александр.
Температура нагрева 500-530гр.,это примерно тёмно-красный цвет.Остывание только при комнатной температуре.После полного остывания не спешите колотить,слегка попробуйте металл.если жёсткий,то ещё раз отжигайте(не попали в темп-ру),если мягкий ,то работайте,но не забывайте,что порой приходится отжигать не один раз-латунь капризная.
Самоварный мастер
Регистрация: 06.12.2012
Адрес: Воронеж
Сообщений: 2,938
Спасибо, что откликнулись други ! Дима правильно заметил- хочется докопаться до сути. Сегодня проделал эксперимент, нагрел пластину с двух сторон, до малинового цвета, один конец окунул в воду, другой остывал так. И был удивлен, с обеих сторон латунь стала мягкой. Выходит правы и те и другие ?Arkmedv, а если температура будет выше указанной Вами, это повлияет на жесткость ? То что латунь капризная я уже понял давно. Все дело мне кажется в избытки цинка.
Участник Форума
Регистрация: 11.09.2015
Сообщений: 101
Если вы грели одну пластину с двух сторон,то это не правильный эксперимент.Пробуйте отдельно.Латунь нагретая после резкого охлаждения становится хрупкой.Это одно.Второе-для чистоты Вашего эксперимента нужно пользовать старую,уже заведомо хрупкую латунь.
Источник: www.antik-forum.ru
Отжиг л63 для снятия напряжений латунь
Характеристики основных свойств деформируемых латуней и температуры их обработки
Механические свойства
Теплопроводность λ и ω электропроводность меди уменьшается при легировании цинком, и при концентрации его в латунях более 20 % теплопроводность λ и ω электропроводность меди имеет величину не боле 40 % от соответствующих характеристик меди.
Однофазные латуни после отжига в мягком состоянии имеют σв = 24—38 кгс/мм 2 и δ = 45—60%, а двухфазные — σв = 35—45кгс/мм 2 и δ = 33—65% Прочность и твердость латуней существенно повышается холодной пластической деформацией до σв = 42—75кгс/мм 2 , при этом пластичность резко снижается δ = 3—10%.
Обработка давлением
Однофазные α-латуни легко деформируются в горячем и холодном состоянии, но при нагреве выше 300°С и до 700°С снижают пластические свойства.Горячую деформацию латуней с α-фазой проводят при 750—900°С. Рекомендованые температуры горячей обработки латуни приведены в твблице.
Лекгоплавкие примеси существенно влияют на горячую деформацию однофазных α-латуней, особенно висмут и свинец. Висмут в сплаве выделяется по границам α-зерен. Межзеренная прослойка висмута толщиной в несколько атомных слоев приводит к горячеломкости α-латуней.
В холодном состоянии все однофазные α-латуни имеют хорошую обрабатываемость давлением. В области концентраций, которые соответствуют α-фазе в медно цинковых растворах , повышение процента цинка увеличивает пластичность.Для деталей, которые изготовливают глубокой вытяжкой, подходит наиболее пластичная латунь Л68.




Двухфазные α+β-латуни обрабатываются в горячем состоянии лучше, чем однофазные α-латуни. α+β-сплавы обрабатывают в температурном интервале, где выделяется высокопластичная β-фазы. Примесям меньше влияют на деформацию α+β-латуни, чем на α-латуни. Скорость охлаждения α+β-латуни существенно влияет на структуру сплава.
Перед прессованием латунный пруток, лист или труба нагревают до рекомендовонной температуры. В процессе прессования передний конец полуфабриката охлаждается наиболее интенсивно и образует мелкую игольчатую структуру с высокими механическими свойствами. Задний конца прутка остывает медленней и охлажденный метал образует зернистую структуру с пониженными механическими свойствами. Механические свойства сплава зависят от распределения α- и β’-фаз в матрице медно-цинкового сплава. Неоднородность структуры горячедеформированных полуфабрикатов двухфазных α+β-латуней устраняется отжигом с полной фазовой перекристаллизацией.
Двойная латунь Л63 содержит неравновесную β-фазу, что необходимо учитывать при выборе режимов термообработки.
При поизводстве латунного проката полуфабрикаты деформируются в несколько этапов. Лтунь накапливает сумарную деформацию, теряет плстичность и требует промежуточных рекристаллизационных отжигов, для снятия напряжений деформации. Величина допустимой суммарной холодной деформации уменьшается с повышением содержания цинка, зависит от способа обработки давлением и определяется опытным путем для каждой марки латуней.
Термическая обработка
Из практики, отжиг латуни — самая распостраненная операция по термообработке. Медно-цинковые сплавы кристализуются в узком температурном интервале, что препятствует возникновению неоднородностей состава. При застывании латуни не образуют хрупкие интерметаллидные фазы. Поэтому гомогонизационный отжиг к латуням не применяется. Нагрев слитка и последующая горячая деформация полностью устраняют последствия неравновесной кристаллизации.
Латуни подвергают рекристаллизационному отжигу для снятия внутренних напряжений между этапами при обработке давлением или чтобы получить высокую пластичность латуни при средней прочности на финальной стадии изготовления латунных заготовок.
Размер зерен рекристаллизованных определяет механические, пластические и технологические свойства латуни. При отжиге желательно добиться структуры с мелким и однородным размером зерен.


Концентрация цинка и фазового состав влияют на динамику рекристаллизации латуней. В α-латунях зерно начинает расти при относительно низких температурах (выше 350. 400°С) и размер зерна увеличивается до температуры солидуса. Зерно вырастает до размера 350мкм и более. Температура начала рекристаллизации α-латуней понижается при повышении содержания цинка.
В двухфазных α+β — и специальных латунях интенсивный рост зерен происходит только, если температура нагрева соответсвует однофазной области β-фазы. После сильной деформации двухфазной латуни рекристаллизации α-фазы начинается при более низкой температуре в 300°С, чем β-фазы. Рост рекристаллизованных зерен α-фазы ограничивают нерекристаллизованные зерна β-фазы. В α+β-латунях зерно начинает расти при температурах окончания α → β перехода и в однофазной β-области.
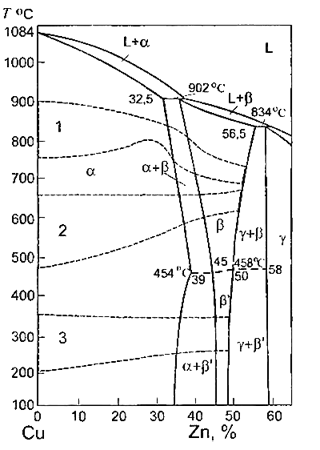
Латунь отжигают при температуре на 250 — 350°С выше температуры начала рекристаллизации. Для большинства латуней она лежит в диапазоне 450—700°С. Если сплавы меди с 32—39% Zn отжигать при температурах выше α/α+β перехода, то выделившаяся β-фаза вызывает неоднородный рост зерна. Для получения однородной структуры такие сплавы отжигают при температурах, не превышающих линию сольвуса α-фазы в системе Cu-Zn. Поэтому для отжига латуни с концентрацией цинка, близкой к максимальной растворимости цинка в меди, необходима точная регулировка печи по температуре и однородное распределение температуры по объему печи.
Отжиг двухфазных α+β-латуней создает параллельный процесс — α↔β фазовую перекристаллизация. Поэтому скорость охлаждения влияет на пропорцию α- и β-фаз в матрице сплава при нормальной температуре. Количество β’-фазы увеличивается при увеличении скорости охлаждения, что повышает твердость латуней и улучшает обработку резанием. Высокую пластичность обеспечивает медленное охлаждение, чтобы количество α-фазы было максимально возможным.
Цинка в меди при низких температурах (ниже 450°С) обладает переменной растворимостью. Это качество необходимо учитывать при выборе режимов рекристаллизационного отжига сплавов системы Cu-Zn, лежащих вблизи границы растворимости. Ускоренное охлаждение таких латуней делает их склонными к упрочнению при старении. Прочности при старении повышается с увеличением содержания цинка от 35% до 42%, но снижается пластичность сплава. В промышленности этот вид термоупрочнения не используют, но скорость охлаждения при отжиге латуней должна контролироваться, чтобы избежать получение пересыщенного твердого раствора.
Высокие степени деформации при изготовлении листов и лент создают текстура проката. Текстура проката при отжиге становится в текстурой отжига. Штамповка изделий из таких полуфабрикатов с анизотропными свойствами может вызвать брак по фестонистости. Склонность к такому виду брака и высота фестонов зависит от всей предыстории получения полуфабриката: степени деформации при проходах, температур промежуточных и окончательных отжигов и т.д. Установлено, что высота фестонов растет с увеличением степени деформации при двух последних проходах, с понижением температуры предпоследнего отжига и с повышением температуры последнего отжига; при малых степенях деформации при изготовлении листа анизотропия вытяжки выражена тем ярче, чем ниже температура промежуточных отжигов.
Размер зерен в полностью рекристаллизованной структуре латуней довольно однороден. Если режим рекристаллизационного отжига нарушается, то латунь образует «двойную» структуру , которая состоит из зерен крупного и мелкого размеров. Такая структура проявляется как шероховатость поверхности или т. н. «апельсиновая корка» при диаметре зерен более 40мкм после штамповки. «Двойная» структура ухудшает качество полировки и травления изделий из латуни. Режим обработки устраняет этот дефект после штамповки или полировки. Полуфабрикатів с частично рекристаллизованной структурой и с малым диаметром зерна не образуют «апельсиновую корку».
Неполный отжиг проводят в интервале температур 250—350°С. Он применяется для уменьшения остаточных напряжений, которые могут приводить к так называемому «сезонному» растрескиванию латунных изделий. Такая коррозия характерна для латуней с концентрацией цинка более 15 %. Межкристаллитные трещины растут под одновременным воздействием механического и коррозионного факторов: остаточных и внешних напряжения и химических веществ, например, растворы и пары аммиака, влажный серный ангидрит, различные амины.
Остаточных напряжений уменьшают отжигом при температуре ниже начала рекристаллизации 250— 330°С. При таком отжиге латунь не ухудшает механические свойства, которые приобрела нагартовкой, остаточные напряжения снижаются не только суммарно, но уменьшается степень локальных, точечных напряжений.
Обрабатываемость резанием
Обрабатываемость латуней резанием зависит от их фазового состава. При обработке резанием однофазных α-латуней стружка получается длинной, наматывается на резец, и качество обрабатываемой поверхности ухудшается. Двухфазные α+β-латуни имеют лучшую обрабатываемость резанием, чем однофазные.
Повышение содержания β’-фазы в структуре делает латуную стружку более хрупкой и мелкой, и качество поверхности обрабатываемой детали повышается. Количественная оценка обрабатываемости резанием латуней определяется сравнением с латунью ЛС63-3, обрабатываемость резанием которой принята за 100%. Так, например, обрабатываемость резанием однофазной α-латуни Л90 составляет 20%, двухфазной Л63 — 40% по сравнения латунью ЛС63-3.
Однофазные α-латуни отлично полируются, двухфазные несколько уступают им в этом.
Пайка и сварка
Латуни очень хорошо паяются мягкими припоями. Перед пайкой производят зачистку паяемой поверхности либо шлифованием, либо травлением в кислоте. В качестве припоя предпочтительно применять сплавы, содержащие около 60%олова. Сурьмы сильно реагирует с цинком, поэтому ее концентрацию ограничивают 0,25—0,5%. Хлоридные флюсы рекомендуются для пайки в первую очередь.
Для однофазных α-латуней хороший результат дают твердые припои: серебряные, медно-фосфористыми. Паяемость α+β-латуней твердыми припоями несколько хуже, чем мягкими. Пайку латуней медно-фосфористыми припоями проводят без флюсов, так как при этом происходит самофлюсование. При пайке латуней другими твердыми припоями необходимо применять соответствующие флюсы.
По свариваемости латуни несколько уступают меди. Для получения неразъемных соединений применяют следующие виды сварки: дуговая с угольным электродом, дуговая с расходуемым электродом, дуговая с вольфрамовым (нерасходуемым) электродом в среде защитного газа (аргона, гелия), кислородо-ацитиленовая сварка, электрическая контактная сварка (точечная, роликовая, стыковая) и др.
Коррозионные свойства
Латуни обладают хорошей коррозионной стойкостью в атмосфере городской и сельской местности, а также в условиях морского климата. Латуни, содержащие менее 15 % Zn, по коррозионной стойкости близки к меди промышленной чистоты. Скорость коррозии латуней в атмосферных условиях не превышает 0,001мм/год.
Скорость коррозии латуней в пресной воде незначительна, и при температуре 20°С она составляет 0,0025—0,025 мм/год. По отношению к почве латуни обладают хорошей коррозионной стойкостью, к пищевым продуктам — нейтральны.
Под воздействием минеральных кислот (азотная, соляная) латуни интенсивно корродируют. Серная кислота действует на латуни значительно медленнее, однако в присутствии окислителей K2Cr2O7, Fe2(S04)3 скорость коррозии увеличивается на два порядка. Латуни весьма устойчивы в растворах щелочей (за исключением аммиака) и в концентрированных растворах нейтральных солей.
Обесцинкование латуни

Источник: plastep.ru
Как сделать латунь мягкой?
Итак начнем с того, что латунь ,достаточно не пластичный сплав, но есть масса способов сделать его таковым. Расскажу про один из способов: при прессовании латуни, ее необходимо отжечь. 1)Нагреваем печь до пятисташестидесяти градусов 2)Дальше после прокалывания в печи,нужно выдержать 1-1,5 ч. 3)Отстаиваем на воздухе,дабы латунь соединилась с кислородом. Итак после всех проделанных операций латунь станет эластичней и мягче. Но нужно понимать ,что латунь бывает достаточно разной, в большей степени всё зависит от качества латуни, ведь результаты пластичности латуни, зачастую зависят от качества латуни.
Источник: generator98.ru