Бешеный ритм жизни заставляет двигаться и работать, но иногда так хочется устроить выходные вдали от городской суеты. Такой вид отдыха, как рыбалка и охота с каждым днем пополняют ряды своих поклонников, ведь это отличная возможность расслабиться и получить удовольствие. Рынок представляет большой ассортимент снаряжений, среди которых большим спросом пользуется надувная лодка.
Устройство надувной лодки
Плавсредство – это камера цилиндрической формы с поперечным сечением, которая склеена или прошита из воздухонепроницаемой ткани. Все используемые материалы в обязательном порядке должны быть прорезиненными. Надувная лодка – это судно U-образной или O-образной формы, которая создается путем раскроя отдельных элементов.
Как правило, в каждой конструкции плавсредства камеры разделяют внутри с помощью перегородок и изолированных отсеков, повышающих безопасную эксплуатацию надувной лодки. На сегодняшний день рынок предоставляет покупателям разные виды плавательных судов, отличающихся своими свойствами и функционалом.
Как изготавливают жесткие надувные лодки

Виды надувных лодок
Главным преимуществом надувных лодок является то, что они легкие и компактные, значит, они могут свободно перевозиться и даже поместиться в рюкзак. Надувная лодка одноместная с веслами или мотором не требует большой силы, чтобы справиться с транспортировкой самостоятельно. Плавсредство может быть представлено в разных конструкциях.
Выбирая в использование лодку, необходимо понимать, какие функции она должна выполнять, и какой вариант передвижения на ней необходим. Рынок представляет разные варианты, которые отличаются между собой как материалом, так и дополнительными возможностями. По своему функционалу лодки бывают гребными и моторными.
Надувная гребная лодка
Как выбрать резиновую лодку: материалы и производители

Сегодня выбор надувной лодки не лишён актуальности, так как появился огромный выбор, как самих лодок, так и моторов к надувным лодкам. Но высокая цена на товар – это еще не показатель его великолепного качества. Попробуем разобраться, по каким критериям следует выбирать резиновую лодку, что бы получить хорошее соотношение цены и качества и не попасть впросак, заплатив большие деньги.
Как правильно выбрать резиновую лодку
Самый главный вопрос, который мы должны задать себе, перед тем как приступить к выбору резиновой лодки, для какой цели мы её выбираем. И дело тут не в финансовых возможностях, а, прежде всего в условиях, в которых вы будете эксплуатировать ваше судно. Например, одному человеку хватит простой одноместной лодки, и он будет счастлив оттого, что его надувная лодка для рыбалки самая лучшая, а другому может не хватить и «Зодиака опен про» со всеми его наворотами и удобствами.
Из чего делают надувные лодки?
Если вы будете использовать ваше судно на маленьких водоёмах со спокойной или стоячей водой, а поездки на дальнее расстояние – это не для вас, то ваш выбор это простая вёсельная лодка без транца.
Конечно, если вы настроены плавать по большим водоёмам, совершать далёкие переходы на вашем резиновом судне, то тогда вам следует обратить своё внимание на резиновые лодки со стационарным транцем для установки мотора.
Для тех людей, кто, прежде всего, ценит во всём комфорт, а перевозка и транспортировка крупногабаритных грузов не проблема, следует остановить свой выбор на РИБ.
Материалы, используемые при изготовлении резиновых лодок
Существуют три основных вида материалов для изготовления резиновых лодок: полиуретан и хипалон, прорезиненная ткань, ПВХ. Эти материалы различаются своими эксплуатационными характеристиками и свойствами.
Прорезиненная ткань
Это очень распространённый материал в России. Его широко применяют для изготовления лодок такие заводы как Ярославский и Уфимский. Достоинством этого материала является низкая цена, поэтому лодки из этого материала так востребованы на нашем рынке. Прорезиненную ткань в основном применяют при изготовлении гребных надувных лодок, реже для моторно-гребных лодок. Недостатками этого материала являются – подверженность гниению, малое сопротивление к истиранию, низкая прочность.
Неармированный ПВХ
Американская фирма Севилор является самым ярким представителем по изготовлению лодок из ПВХ. Это материал имеет свои недостатки – не самый прчный материал, который имеет плохую способность к растяжению при высокой температуре, а при низкой – низкую эластичность. Но при этом ПВХ обладает и значительными достоинствами – имеет небольшой вес и низкую цену, не подвержен гниению и удобен в эксплуатации. А главное – при изготовлении лодок из этого материала есть возможность использования сварки швов, а не их склейки, что повышает надежность швов и технологичность.
Армированный ПВХ
Является самым распространённым материалом. Этот материал обладает высокой сопротивляемостью к ультрафиолету, масло- и бензостоек, ремонтопригоден даже в походных условиях, высокая сопротивляемость к истиранию. Минусом является лишь то, что армированный ПВХ плохо окрашивается. И если у вас нет уверенности в том, что раскраска лодки была нанесена на заводе при изготовлении ткани, и при этом были использованы специальные краски, то во избежание неприятностей, такую лодку из армированного ПВХ лучше не приобретать.
Хипалон и неопрен
Это новые и довольно-таки перспективные материалы, обладающие лучшими свойствами, чем ПВХ. Это качественные и достаточно дорогие материалы. Но у них также есть недостаток – при изготовлении лодок из этих материалов, их нельзя сваривать, а значит, они менее технологичны при производстве, по сравнению с ПВХ, и к цене лодок из этих материалов приплюсовывается ещё и удорожание производства. Хотя лодки из хипалона и неопрена весьма дороги, зато более долговечны, нежели лодки из ПВХ.
Полиуретан
Считается лучшим материалом, используемым при изготовлении надувных лодок, применяемых для экстремальных условий. Полиуретан – пластичный материал, достаточно пористый, за счёт чего он хорошо соединим с тканевой основой, и очень легко клеится. Изготовленные из этого материала лодки, довольно долго могут сохранять товарный вид, стойки к истиранию, очень прочны.
Фирмы-производители резиновых лодок
На сегодняшний день на российском рынке существует множество фирм по производству резиновых лодок, как российских, так и зарубежных. Начнем, пожалуй, с российских.
Производители российских надувных лодок
Ярославский и Уфимский заводы
Самые старые производители резиновых лодок в России. Свою продукцию они изготавливают из прорезиненной ткани. Имеют широкий модельный ряд одно и двух местных гребных лодок. Эти лодки надувные самые дешевые и легкие.
Несмотря на то, что они пытаются идти в ногу со временем, лодки этих производителей имеют весьма скромный дизайн, а иногда даже низкое качество материала и качество сборки. В настоящее время эти заводы начинают изготавливать лодки из ПВХ, но отзывов об этой продукции еще совсем мало.
ООО «ПФК Мнев и К»
На российском рынке эта фирма появилась в 1994-ом году. Их модельный ряд представлен от гребных лодок, до лодок RIB. Лодки весьма надёжны и хорошего качества. Эта фирма занимается так же и производством лодок YAMARAN компании Ямаха, которые имеют отличные отзывы. Свою продукцию они изготавливают из ПВХ материалов.
Компания «Лидер»
Это питерская фирма так же производит свои резиновые лодки из ПВХ. Качество продукции достаточно высокое, их особенность в том, что пайол сделан очень плотно. Это конечно весьма хорошо на воде, но вызывает затруднения при сборке-разборке.
ООО «ТД Фрегат»
Модельный ряд этой питерской фирмы представлен гребными и моторно-гребными лодками, изготовленных из ПВХ. Является самой противоречивой фирмой на российском рынке. С одной стороны у них недорогие надувные лодки, широкий модельный ряд, большой спектр дополнительного оборудования, а с другой – неудачно сконструированный пайол, перетекающий транец, который вклеен с нулевым углом и так далее, и всё это происходит из года в год. Политику фирмы можно приветствовать, которая направлена на снижение цены лодки, но ведь нельзя же экономить на всем!
ТПС «Центр Мнев» Торговый дом Посейдон
Эту фирму можно считать новичком на российском рынке резиновых лодок, так как это отделившаяся от фирмы Мнев и сохранившая все её традиции, компания. Их продукция представлена надувными лодками для рыбалки, от простых весельных, до надувных с транцем. Единственный питерский магазин, в котором можно одновременно купить мотор и лодку, зарегистрировать в ГИМС и уже через два дня получить номера и документы на лодку из ПВХ. Известные модели – Нерка, Соло, Викинг, Смарт и Беркут.
Солар и Ротан
Это небольшие фирмы. Их отличает от остальных фирм, производимые ими лодки – это килеватые, полностью надувные, со стационарным транцем суда, удобные в разборке и сборке. А фирма Ротан выпускает ещё и неплохие катамараны.
Мобиле груп. Это один из самых крупных производителей в России, по производству стеклопластиковых RIBов. Самой популярной серией является Буревестник. Мобиле групп занимается выполнением вклейки баллонов производства ООО Мнев, ак так же разработкой и производством стеклопластиковых корпусов.
Зарубежные производители надувных лодок
Zodiak
Это мировой лидер в производстве резиновых лодок с 1947-го года. Суда этой фирмы, всегда высочайшего качества, имеют отличную эргономику и значительные потребительские качества. Zodiak представляет огромный модельный ряд – от простых гребных резиновых лодок и до крупногабаритных RIBов. Зодиаку не было бы альтернативы, если бы не стоимость на его продукцию.
Quicksilver
Производится по заказу корпорации Brunswick, которая известна в России как Mercury. Их лодки отличаются высоким качеством и превосходными материалами. Приемлемая цена, сравнительно не на много выше, чем цена лодок российских производителей.
Suzuki Motor Co — Suzuki Marine
В 1999-ом году было начато производство надувных лодок Suzumar, которые также известны под маркой Stingray. Конструкцию Suzumar разработали ведущие итальянские инженеры. Суда производятся из специального армированного материала Duratex 1100. Резиновые моторные лодки Suzumar оснащены самым новейшим оборудованием из Японии. Главной особенностью этих судов является – пайол, изготовленный из алюминиевого сплава.
Помните, при выборе резиновой лодки нелишним будет так же обратить внимание на ассортимент и наличие аксессуаров. Сейчас большинство производителей предлагают довольно-таки большой ассортимент, от ремкомплектов до надувных сидений и кресел. Всё это впоследствии может вам пригодиться.
Перадзе Олег Николаевич
Источник: mirsovet.ru
НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ Российский патент 2005 года по МПК B63B7/08
Изобретение относится к судостроению, а именно к конструированию надувных лодок и способам их изготовления из эластичных прорезиненных тканей.
Известна конструкция надувной лодки, содержащая надувные борта, сходящиеся в носовой и кормовой ее оконечности, днище и поперечную надувную банку, при этом надувные борта разделены внутренними перемычками на герметичные отсеки, снабженные клапанами, расположенные в носовой и кормовой оконечностях бортов на продольной оси лодки, а днище закреплено выше нижней линии боковых надувных бортов (см. патент 2104205, В 63 В 7/08).
У данной конструкции невысокая приподнятость оконечностей бортов лодки, неудобное расположение клапанов, отсутствие натягивающих уголков по линии крепления днища к бортам.
Наиболее близким аналогом по технической сущности является надувная лодка и способ ее изготовления, описанные в статье «Надувные лодки» авторов Королева А.Н. и Жохова В.П в журнале Л. Судостроение, 1989 г., с.165-171. Этот способ рассчитан на поштучную обработку предварительно выкроенных из настилов полотнищ заготовок с прямолинейными и криволинейными продольными и прямолинейными поперечными контурами сторон, нанесение на их кромки клеевого покрытия. После сушки покрытия соединяют заготовки между собой по их продольным, криволинейным кромкам поперечными швами в сборные полотнища, накладывают на поперечные швы герметизирующие ленты с обеих сторон, обрабатывают продольные кромки полотнищ и соединяют их между собой продольными швами, образуя трубчатые сборные полотнища, накладывают на их продольные швы герметизирующие ленты, монтируют эластичные перегородки в виде чулка или колпака и соединяют окончания трубчатых сборных полотнищ кольцевыми швами с получением замкнутого по периметру полого изделия, наполняют его воздухом и монтируют к нему накладные детали.
Данная конструкция не обеспечивает устойчивость по крену и курсу во время движения и существует опасность опрокидывания. При этом способе возникает большое количество разнотипных заготовок, высокая трудоемкость, низкая технологичность и нерациональный расход материалов при раскрое.
Технической задачей предлагаемого технического решения является разработка конструкции надувной лодки, обеспечивающей поднятие носа лодки над зеркалом водной поверхности, что исключает заваливание на волне носа лодки и попадания большого количества воды вовнутрь лодки при большом волнении, обеспечивающей устойчивость по крену и курсу во время движения, и способа, обеспечивающего повышение технологичности изготовления и надежности соединения деталей, позволяющего сократить отходы материалов при изготовлении и снизить трудоемкость изготовления.
Задача решается за счет того, что надувная лодка содержит два симметричных борта, сходящихся в носовой и кормовой ее оконечностях, разделенных внутренними перемычками на герметичные отсеки, снабженных клапанами наполнения, эластичное днище и накладные элементы, причем каждый борт выполнен из разной конфигурации заготовок с криволинейными продольными и прямолинейными поперечными кромками: носовой, промежуточной носовой, центральной, промежуточной кормовой и присоединен к кормовой заготовке; на каждом борту в центральной заготовке установлено по два клапана наполнения, между которыми внутри камеры установлены эластичные конусные перемычки; эластичное днище прикреплено к бортам с помощью не менее одного на каждый отсек уголка, одна сторона которого прикреплена к нижней части отсека, вторая сторона прикреплена к днищу; накладной элемент — уключины — расположены на бортах со смещением от продольной оси борта наружу; две носовые заготовки выполнены с криволинейными контурами кромок, образованных сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями; способ изготовления надувной лодки из эластичного материала, при котором на полотне размечают контуры заготовок, выкраивают заготовки с криволинейными продольными и прямолинейными поперечными кромками, соединяют клеем между собой по криволинейным кромкам, образуя сборные полотнища, прошивают их поперечными швами, накладывают на швы герметизирующие ленты с обеих сторон, а затем соединяют клеем между собой прямолинейные поперечные кромки, образуя трубчатые сборные полотнища с получением замкнутой полости бортов лодки с перемычками, монтируют днище и накладные детали, причем при монтаже перемычек выворачивают и перегибают полотнище бортов относительно их продольной оси пополам изнаночной стороной наружу, к изнанке вывернутой бортовой трубчатой полости приклеивают, промазывая клеем в три слоя с выдержкой 5-10 минут первого слоя, 10-15 второго слоя и 10-15 минут третьего слоя, основание эластичной конусной перемычки, по линии соединения их друг к другу герметизируют с двух сторон бандажной лентой; по периметру к бортам лодки снизу прикрепляют уголки, на горизонтальную полку которых и на периметр борта снизу прикрепляют днище; на стыке уголков с внутренней стороны дна накладывают лепестки; по криволинейным кромкам заготовки прошивают капроновыми нитками и герметизируют с двух сторон бандажной лентой.
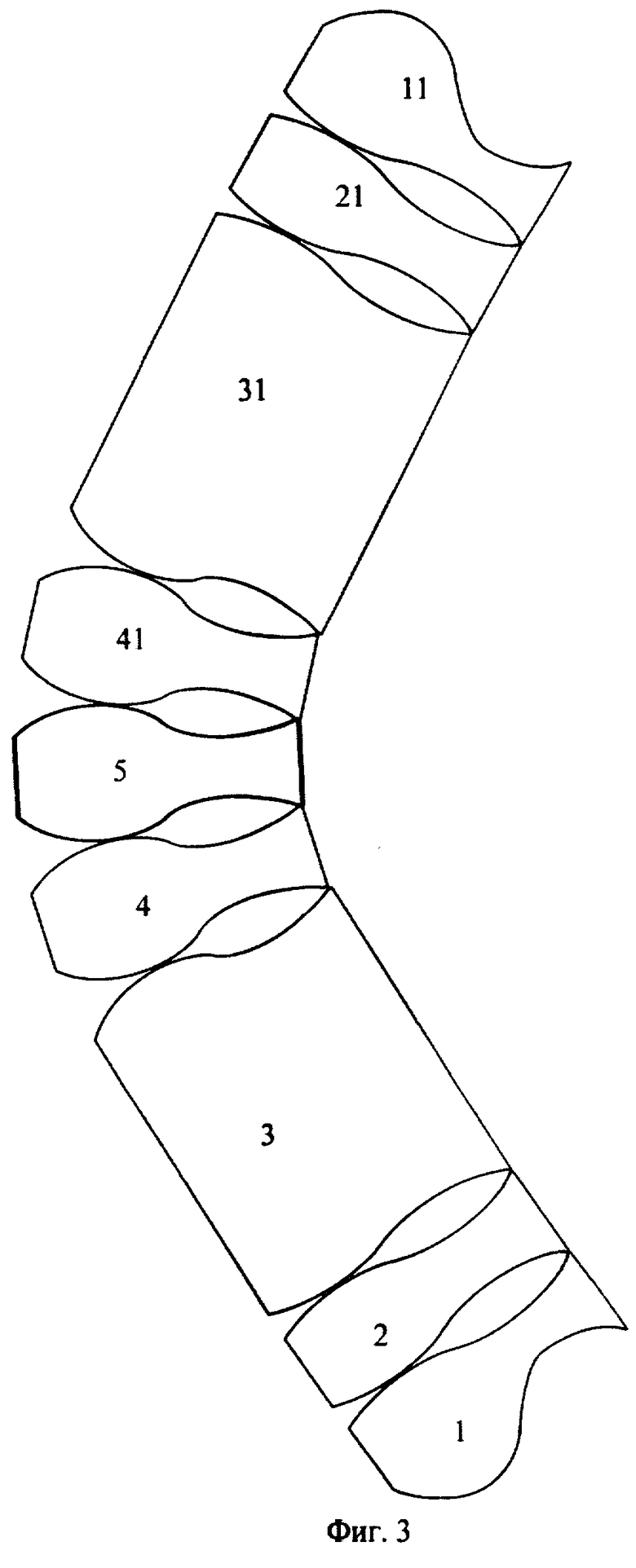
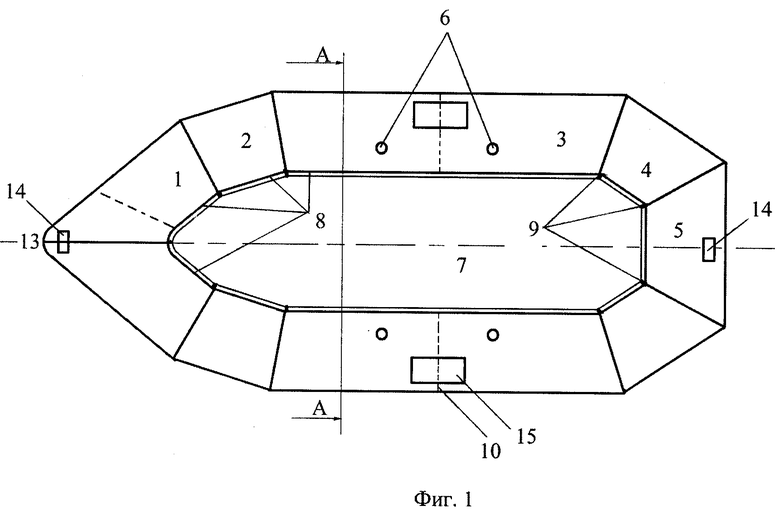
На фиг.1 изображена надувная лодка, вид сверху, разрез по А-А. На фиг.2 изображена надувная лодка, вид сбоку. На фиг. 3 показаны выкройки заготовок и последовательность сборки заготовок. На фиг.
4 — схема разметки трех полотен разной ширины и разной толщины.
На фиг.1 изображено: 1 — носовая заготовка, 2 — промежуточная носовая заготовка, 3 — центральная заготовка, 4 — промежуточная кормовая заготовка, 5 — кормовая заготовка, 6 — клапаны, 7 — днище, 8 — уголки, 9 — защитные лепестки, 10 — эластичная перемычка, 12 — резиновые опоры, 13 — шайба для крепления леера, 14 — утки (ручки), 15 — уключина.
На фиг. 2 изображено: 1 — носовая заготовка, 2 — промежуточная носовая заготовка, 3 — центральная заготовка, 4 — промежуточная кормовая заготовка, 13 — шайба для крепления леера, 14 — утки (ручки), 15 — уключина.
На фиг. 3, 4 изображено: А — полотнище для выкройки бортовых заготовок; Б — полотнище для выкройки заготовок перемычек; В — полотнище для выкройки днища, 1 — носовая заготовка, 2 — промежуточная носовая заготовка, 3 — центральная заготовка, 4 — промежуточная кормовая заготовка, 5 — кормовая заготовка, 7 – днище, 10 — эластичная перемычка, 11 — зеркальное отображение носовой заготовки для противоположного борта, 21 — зеркальное отображение промежуточной носовой заготовки для противоположного борта, 31 — зеркальное отображение центральной заготовки для противоположного борта, 41 — зеркальное отображение промежуточной кормовой заготовки для противоположного борта, 101 — зеркальное отображение эластичной перемычки для противоположного борта.
Надувная лодка содержит два симметричных борта, сходящихся в носовой и кормовой ее оконечностях. Один борт образован из соединенных между собой по криволинейным и прямолинейным кромкам носовых заготовок 1 и 2, центральной заготовки 3 и кормовой промежуточной заготовки 4. Выполнение двух носовых заготовок с криволинейными контурами, образованными сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями, обеспечивают поднятие носовой части лодки на 30-33 градуса над зеркалом водной поверхности.
Противоположный борт образован из соединенных между собой по криволинейным и прямолинейным кромкам зеркальным отображением носовых заготовок 11 и 21, центральной заготовки 31 и кормовой промежуточной заготовки 41. Оба борта объединены кормовым отсеком 5. Каждый борт снабжен двумя клапанами 6, симметрично расположенными относительно поперечной оси лодки. В полости камер плавучести по центру бортов 3 и 31 между клапанами 6, внутри кормы 5 и первой заготовки 1 смонтированы перемычки 10 и 101. В нижней части камеры плавучести смонтировано эластичное днище 7, которое при помощи уголков 8, по одному на каждую камеру, прикреплено к бортам. На стыки уголков 8 с внутренней стороны наложены защитные лепестки 9.
На соответствующих местах каждого борта сверху со смещением от продольной оси смонтированы уключины 15, а с внутренней стороны борта формовые резиновые опоры 12 с пазами для установки жесткого сиденья и по периметру снаружи смонтированы шайбы 13 для удержания леера. На носу и корме прикреплены утки (ручки) 14 для переноса лодки.
Наполнение воздухом камер плавучести производится ручным насосом в любой последовательности поочередным соединением с клапанами, как по часовой, так и против часовой стрелки.
Способ изготовления осуществляется следующим образом.
Для изготовления лодки используют три рулонных полотна разной ширины и толщины. После обрезания кромок с двух сторон на первом рулоне размечают девять бортовых заготовок с наложением фигурных лекал вдоль полотна без зазора между прямолинейными сторонами в следующей последовательности: двух центральных заготовок 3 и 31; чередованием без зазора по криволинейным кромкам двух заготовок 2 и 21, чередованием без зазора по криволинейным кромкам заготовок 4, 5 и 41; чередованием с минимальным зазором по криволинейным кромкам заготовок 11 и 1, чередованием с минимальным зазором по криволинейным кромкам заготовок 1 и 11. При этом криволинейные кромки сторон лекал располагают вдоль по длине полотна, а прямолинейные стороны перпендикулярно к длине полотна. Все девять заготовок прикладывают друг к другу по криволинейным продольным кромкам для образования сборного полотнища для периметра борта. Затем из второго рулона, отличного от первого по толщине и ширине, размечают и выкраивают четыре заготовки для перемычек 10 и 101. Из третьего рулона, отличного от первого по толщине и ширине, размечают и выкраивают днище 7.
В соответствующих местах центральных бортовых заготовок пробивают отверстия под клапана, монтируют в них корпус клапана. По принятой технологии все соединяемые криволинейные и прямолинейные кромки заготовок подвергают обязательному шерохованию, обезжириванию и промазыванию клеем в два слоя с выдержкой каждого слоя для подсыхания, 5-10 минут первого слоя и 10-15 минут второго слоя, а кромки соединения дна, бортов и клапанов к ним приклеивают, промазывая клеем в три слоя, с выдержкой 5-10 минут первого слоя, 10-15 второго слоя и 10-15 минут третьего слоя. Затем каждое клеевое криволинейное и прямолинейное соединение прикатывают вручную роликом на криволинейной поверхности ложемента или на плоскости. Для укрепления швов по криволинейным кромкам заготовки прошиваются капроновыми нитками и герметизируются с двух сторон бандажной лентой, сначала с внутренней стороны, а затем снаружи после образования трубчатой полости бортов.
В области установления эластичных перемычек 10 и 101 перед образованием камер наполнения приклеивают друг к другу прямолинейные кромки заготовок 1, 3, 31 и 5 по принятой технологии, образуя замкнутый участок трубчатой полости. После высыхания швы выворачивают и перегибают полотнище бортов относительно продольной оси пополам изнаночной стороной наружу. Затем вставляют кольцевой расширитель по линии приклеивания периметра конусного основания эластичной плавающей перемычки 10 к бортовой ткани трубчатой полости и приклеивают их друг к другу, промазывая клеем в три слоя, с выдержкой 5-10 минут первого слоя, 10-15 второго слоя и 10-15 минут третьего слоя. Герметизируют места приклеивания с двух сторон бандажной лентой, а оставшиеся прямолинейные участки кромок заготовок сборного полотнища бортов приклеивают друг к другу по принятой технологии с образованием замкнутой по периметру камеры наполнения, прикатывают их вручную роликом и накладывают по периметру герметизирующие бандажные ленты. На следующем этапе сборки лодки после наполнения камер плавучести к бортам лодки по нижнему периметру приклеивают по принятой технологии девять натягивающих уголков 8, на стыки которых накладывают защитные лепестки 9.
На заключительном этапе сборки надувной лодки производят монтаж накладных деталей: к бортам прикрепляют уключины 15 со смещением от продольной оси борта наружу для исключения трения распашных весел о борт, бортовых резиновых опор 12 с пазами для установки жесткого сидения, шайб 13 для удержания леера по периметру и уток (ручек) 14 для переноски лодки, расположенных на кормовой и носовой оконечностях.
Выполнение двух носовых заготовок с криволинейными контурами кромок, образованных сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями, обеспечивает поднятие носа лодки на угол 30-33° над зеркалом водной поверхности, что исключает заваливание на волне носа лодки и попадание большого количества воды вовнутрь лодки при большом волнении.
Предлагаемое расположение клапанов, находящихся всегда под рукой, и размещение конусных эластичных перемычек между клапанами, на носу и на корме обеспечивает непотопляемость всей конструкции и повышает надежность эксплуатации надувной лодки.
Выполнение крепления цельнокроеного днища к бортам с помощью уголков обеспечивает устойчивость по крену и курсу во время движения и уменьшает опасность опрокидывания при различных способах посадки экипажа в лодку.
Прикрепление уключин 15 к бортам со смещением от продольной оси борта наружу исключает трение распашных весел о борт, что увеличивает срок службы лодки.
Похожие патенты RU2250176C2
- Вакилов Р.Ф.
- Вакилов Р.Ф.
- Телегин Леонид Алексеевич
- Вакилов Рустам Фаизович
- Веретенников Сергей Александрович
- Чилингаров Андрей Дмитриевич
- Королев А.Н.
- Жаворонков Р.Р.
- Шипин А.А.
- Бурмистрова Л.Н.
- Вакилов Р.Ф.
- Вакилов Рустам Фаизович
- Королев А.Н.
- Жаворонков Р.Р.
- Игнатьева М.Л.
- Мошконов Вадим Вавилович
Иллюстрации к изобретению RU 2 250 176 C2


Реферат патента 2005 года НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Изобретение относится к судостроению, а именно к конструкции надувных лодок и способам их изготовления из эластичных прорезиненных тканей. Надувная лодка содержит два симметричных борта, сходящихся в носовой и кормовой ее оконечностях, разделенных внутренними перемычками на герметичные отсеки, снабженных клапанами наполнения, эластичное днище и накладные элементы.
Каждый борт выполнен из разной конфигурации заготовок с криволинейными продольными и прямолинейными поперечными кромками: носовой, промежуточной носовой, центральной, промежуточной кормовой и присоединен к кормовой заготовке. На каждом борту в центральной заготовке установлено по два клапана наполнения, между которыми внутри камеры установлены эластичные конусные перемычки.
Эластичное днище прикреплено к бортам с помощью не менее одного на каждый отсек уголка, одна сторона которого прикреплена к нижней части отсека, вторая сторона прикреплена к днищу. Лодку изготавливают способом, при котором на полотне размечают контуры заготовок, выкраивают заготовки с криволинейными продольными и прямолинейными поперечными кромками, соединяют клеем между собой по криволинейным кромкам, образуя сборные полотнища, прошивают их поперечными швами.
Накладывают на швы герметизирующие ленты с обеих сторон, а затем соединяют клеем между собой прямолинейные поперечные кромки, образуя трубчатые сборные полотнища с получением замкнутой полости бортов лодки с перемычками. Монтируют накладные детали.
При монтаже перемычек выворачивают и перегибают полотнище бортов относительно их продольной оси пополам изнаночной стороной наружу. К изнанке вывернутой бортовой трубчатой полости приклеивают основание эластичной конусной перемычки, по линии соединения их друг к другу герметизируют с двух сторон бандажной лентой, по периметру к бортам лодки снизу прикрепляют уголки, на горизонтальную полку которых и на периметр борта прикрепляют днище. Достигается устойчивость лодки по крену и курсу во время движения, повышение технологичности изготовления и снижение трудоемкости изготовления. 2 н. и 4 з.п. ф-лы, 4 ил.
Формула изобретения RU 2 250 176 C2
1. Надувная лодка, содержащая два симметричных борта, сходящиеся в носовой и кормовой ее оконечностях, разделенные внутренними перемычками на герметичные отсеки, снабженные клапанами наполнения, эластичное днище и накладные элементы, причем каждый борт выполнен из разной конфигурации заготовок с криволинейными продольными и прямолинейными поперечными кромками: носовой, промежуточной носовой, центральной, промежуточной кормовой и присоединен к кормовой заготовке, на каждом борту в центральной заготовке установлено по два клапана наполнения, между которыми внутри камеры установлены эластичные конусные перемычки, эластичное днище прикреплено к бортам с помощью не менее одного на каждый отсек уголка, одна сторона которого прикреплена к нижней части отсека, вторая сторона прикреплена к днищу. 2. Надувная лодка по п.1, отличающаяся тем, что накладные элементы – уключины — расположены на бортах со смещением от продольной оси борта наружу.
3. Надувная лодка по п.1, отличающаяся тем, что две носовые заготовки выполнены с криволинейными контурами кромок, образованных сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями. 4. Способ изготовления надувной лодки из эластичного материала, при котором на полотне размечают контуры заготовок, выкраивают заготовки с криволинейными продольными и прямолинейными поперечными кромками, соединяют клеем между собой по криволинейным кромкам, образуя сборные полотнища, прошивают их поперечными швами, накладывают на швы герметизирующие ленты с обеих сторон, а затем соединяют клеем между собой прямолинейные поперечные кромки, образуя трубчатые сборные полотнища с получением замкнутой полости бортов лодки с перемычками, монтируют накладные детали, причем при монтаже перемычек выворачивают и перегибают полотнище бортов относительно их продольной оси пополам изнаночной стороной наружу, к изнанке вывернутой бортовой трубчатой полости приклеивают, промазывая клеем в три слоя с выдержкой 5-10 мин первого слоя, 10-15 второго слоя и 10-15 мин третьего слоя, основание эластичной конусной перемычки, по линии соединения их друг к другу герметизируют с двух сторон бандажной лентой, по периметру к бортам лодки снизу прикрепляют уголки, на горизонтальную полку которых и на периметр борта снизу прикрепляют днище. 5. Способ по п.4, отличающийся тем, что на стыке уголков с внутренней стороны дна накладывают лепестки. 6. Способ по п.4, отличающийся тем, что по криволинейным кромкам заготовки прошиваются капроновыми нитками и герметизируются с двух сторон бандажной лентой.
Источник: patenton.ru