Ствол является основной частью фузеи. Именно в эту железную трубку помещаем мы порох и свинец. Именно она направляет выстрел, чтобы он попал куда мы хотим. На первый взгляд создание хорошего ствола не кажется трудной работой. Однако, для ее выполнения, требуются меры предосторожности и опыт.
Из статьи Canon de fusil , ( Arts mechaniques. ) — Ружейный ствол (Искусство механики) в «Энциклопедии или Толковом словаре наук, искусств и ремесел» под редакцией Дидро и Д’Аламбера (в 17 томах с 1751 по 1772).
Очень коротко перед основной информацией
В одной из прошлых статей я уже писал о том как изготавливались стволы пенсильванской/кеннтукийской винтовки в 18 веке. Теперь очередь дошла и до гладкостовльных мушкетов. Есть ли какая то принципиальная разница, кроме нарезки ствола? Давайте рассмотрим этот процесс с точки зрения французской промышленности середины 18 века.
Информация, изложенная ниже, взята из «Энциклопедии» Дидро и Д’Аламбера. Я постараюсь передать стиль статьи 18 века, поэтому не обращайте внимание, на некоторые архаичные обороты речи . Как всегда жду комментарии от проф.кузнецов и металловедов, если я ошибусь в каком-то термине. Заголовки мои. остальное написано Дидро)))
КАК СДЕЛАТЬ СТВОЛ ДЛЯ ПСП ПНЕВМАТИКИ How to make homemade BARREL
Предосторожность и опыт
Без мер предосторожности ствол будет отличаться порочной материей *, кто бы ни использовал его, он будет подвержен увечьям или даже смерти.
Без опыта, даже при положительной материи, работать ствол будет плохо. Тот, кто будет пользоваться ружьем, не будет уверен в своем выстреле, если только из-за долгого обращения с оружием ему не удастся узнать и исправить дефект.
Стрельба из французских мушкетов, на ежегодном фестивале в Форте Тикондерога
Есть стволы, которые стреляют только на небольшое расстояние. Другие стреляют либо слишком низко, либо слишком высоко, либо влево или вправо. Есть такие, у которых зело сильная отдача причиняет неудобство. Мы хотим предложить физикам обратить свое внимание на этот вопрос. Научиться выделывать ружейные стволы и исследовать все, что может способствовать улучшению и совершенствованию этого оружия.
- Материя — французская философия XVIII века (Ламетри, Гельвеций, Гольбах) отождествляла материю с веществом или с каким-либо его свойством (вещественно-субстратное представление о материи).
Ковка ствола
Одна из главных вещей для ружейного ствола это правильный выбор железа. Лучшее для этого использовать мягкий, плавкий материал без свищей и ржавчины. Требуется около шести слитков такого железа шириной в двадцать две линии (49,1 мм), и толщиной около 4 линий (9 мм).
Эти слитки складываются по три и называются рабочей заготовкой (ouvriers maquelle), которая будет нагрета, сварена и хорошо обработана большим молотом, чтобы сформировать заготовку будущего ствола (lame du canon). Под заготовкой подразумевается кусок полосового железа, края которого будут соединены на длинной оправке для формирования трубки/ канала ствола.
Как изготавливают высокоточные винтовки Orsis?
Оправка действует здесь как рог наковальни. Именно вокруг нее выполняется самая деликатная операция — сварка ствола, т.е. соединение и сварка в окружность краев раскатанной в полосу заготовки по всей ее длине.
Легко себе представить, что если сварной шов где-то согрешит, то сила пороха не преминет вскрыть ствол в этом месте. А если дефект будет найден на дне ствола, называемым казенной частью, то наименьшее несчастье, которое может приключиться с владельцем, это увечье руки, нажимающей на спусковой крючок.
Чтобы сварка была качественной, рабочему предписано одновременно сваривать шов на расстоянии не более 2-х дюймов или чуть больше. Если бы он соединял края заготовки реже или длиннее, то материал успевал бы остыть быстрее до того, как его сварили. Таким образом, происходил бы непровар или некачественная сварка.
Пока ствол будет свариваться вокруг оправки по всей длине, рабочий должен внимательно следить за тем, нет ли зазоров, щелей или поперечных дефектов (travers). Travers представляют собой разновидность поперечных трещин, которые возникают из-за дефекта материала.
Если он замечает любой из этих дефектов, то на это место наваривается кольцевая накладка из полосового железа, чьи концы соединены по типу ласточкин хвост. Легким накаливанием и простукиванием молотка, он запечатывает место дефекта.
Такой сварной шов очень хорош для улучшения надежности ствола, независимо от того, была трещина или нет. Эта операция сузит поры материала и окажет хорошее воздействие на ствол в целом. После всех этих операций ствол считается доделанным.
Сверление
Теперь речь пойдет о сверлении, поскольку после ковки внутренняя и внешняя поверхность ствола очень неровные. Ствол будет просверлен сверлами, по крайней мере, двадцать раз, которые будут постепенно увеличивать калибр.
Вместо инструмента, называемого сверлом-мухой (mouche), который имеет своего рода скребок и не может сделать ровную поверхность калибра ствола, предписано использовать резец (meche) — квадратный режущий инструмент длиной от двенадцати до четырнадцати дюймов.
Источник: antimrakobes.mirtesen.ru
Как делают стволы винтовок
![]()
Декабрь 2009 / А. Сорокин / Высокая точность
Ствол – это «сердце» винтовки, и именно его качество определяет, будет ли винтовка стрелять кучно и точно. Безусловно, не менее важными параметры качество затворной группы, ударно-спускового механизма, ложи и качество сборки винтовки (прежде всего точность изготовления патронника), однако если плохо «работает» ствол, то и всё остальное тоже. Винтовка точно стрелять не будет, это факт.
Под словом «точно» подразумевается способность винтовки собирать группы менее 0,35 МОА (примерно 10 мм разброс по центрам пробоин в группах из 5 выстрелов на 100 м). Такая точность позволит попасть, к примеру, в куриное яйцо на 500 м.
Подобные требования к точности оружия предъявляют спортсмены, снайперы специальных подразделений, горные охотники и варминтеры.
Качество ствола зависит от многих факторов, прежде всего от качества исходного материала, то есть видов ствольной стали, которые бывают двух типов: так называемые «чёрные» (хромомолибденовые) и нержавеющие.
Ствольные стали должны соответствовать специальным требованиям и иметь сертификат, свидетельствующий об их пригодности для оружейного производства. Нередко к таким сталям прилагают сертификат ультразвукового контроля, который позволяет убедиться в отсутствии мельчайших пустот и трещин, способных привести к разрывам ствола во время стрельбы.
На мировом рынке присутствует всего несколько производителей качественных ствольных сталей, причём авторитетные американские ствольщики признают только две компании в США и одну в Германии, критикуя английские, французские или испанские ствольные стали, считая их малопригодными для производства высокоточных стволов.
В США, являющихся явным лидером в области высокоточного оружия, компании, производящие суперстволы и затворные группы, как правило, очень малочисленны, в штате всего 10-12 сотрудников, а частные оружейные фирмы, выпускающие самое точное в мире оружие, вообще насчитывают 1-3 человек. Количество же разработок, «ноу-хау», которые эти маленькие коллективы генерируют, огромно, это и позволяет американцам быть не только лидерами в индустрии высокоточного оружия, но и увеличивать качественный отрыв от всего остального мира.
В США можно заказать ствол с нечётным количеством нарезов, с переменным шагом нарезов, со специальными формами нарезов, с любой шириной поля и нареза (считается, что винтовку с тонкими полями можно быстрее «настроить»). Всё это позволяет американским стрелкам проводить массу различных экспериментов, добиваясь подчас просто изумительных результатов. Например, на прошедшем в октябре этого года Национальном чемпионате США Тони Бойер сделал 30 серий по 5 выстрелов со средним результатом в 0,199 МОА! А Том Либби установил мировой рекорд, сделав 5 выстрелов на 200 ярдов с разбросом по центрам пробоин в 2 мм! И это стрельба в поле, с ветром!
Современные тенденции таковы, что почти все «сверхточные» стволы производят из нержавеющих сталей. Чтобы убедится в этом, достаточно посмотреть «листы снаряжения» на крупнейших соревнованиях по бенчресту (Super Shoot (Ohaio) или чемпионат мира-2009 в ЮАР). Практически все стрелки применяют винтовки со стволами ведущих производителей (Kriger, Shilen, Hart, Spencer) из нержавеющих сталей марки 416R.
На американском рынке нельзя никому ничего навязать, там покупают только то, что работает, сегодня стволы из нержавеющих сталей составляют более 90% рынка высокоточных стволов в США. Компании, производящие оружие для нужд военных ведомств США (в основном для Корпуса морской пехоты), активно используют нержавеющие стволы, которые также заказывают у топовых ствольных производителей. Прежде всего, можно упомянуть фирму Барретт (Barrett) как самого известного производителя крупнокалиберных снайперских винтовок.
Английская фирма Accuracy International, специализирующаяся на производстве элитных тактических винтовок, также переходит на стволы из нержавеющих сталей марки 416R, для этого строит новый завод в США, где полностью меняет технологию получения отличных стволов.
Если есть качественная сталь, то дальше уже дело за технологией изготовления канала ствола, так как именно точность его внутренней геометрии и обеспечивает высокое качество стрельбы. Основных технологий производства стволов всего пять. Каждая технология имеет общие процессы, отличие же технологий только в способе производства нарезов и патронников.
Сталь поступает на ствольное производство в прутках примерно шестиметровой длины (20 футов), которые на первой стадии производства режутся на заготовки. Затем следует «глубокое» сверление заготовки на всю её длину сверлом определённого диаметра. Глубокое, так как отношение длины канала к диаметру отверстия примерно 100:1. Эта операция выполняется на специальных станках с использованием прецизионных свёрл, которые имеют внутреннее отверстие для подачи смазочно-охлаждающей эмульсии. При сверлении вращается не только заготовка, сверло очень медленно тоже вращается, в основном для удаления стружки.
Следующий этап – развёртывание канала ствола, операция чем-то схожа с предыдущей, только вместо сверла используют специальную развёртку. После чего идёт ручная полировка канала ствола специальными абразивными составами, удаляющая следы механической обработки и подготавливающая заготовку к финальной операции – изготовлению нарезов.
Пять основных способов изготовления нарезов
1. Однопроходное нарезание резцом. Самый древний и точный способ, лучшие стволы получены именно так. В России уже не применяется. В США таким способом стволы делают Kriger, Obermeyer, Rock Creec, в Европе – Border (Шотландия), SchultsELMIGER (Швейцария).
2. Дорнирование (протяжка дорна). В США такую технологию применяют Shilen, Hart, Spencer и многие другие; в Германии – Lothar Walter, в России – компания «Царь-пушка». Данный способ самый простой с точки зрения технологии и оборудования.
3. Протяжка (протяжка «многорезцового» инструмента, т.н. «броширование»). Такой способ, в первую очередь, применяют для производства пистолетных стволов (Beretta), используя протяжные станки фирмы Apex (США) и оснастку из специальных инструментальных сталей (опять же американского производства).
4. Ротационная ковка (холодное формирование внутреннего канала ствола ковкой на оправке). Стволы получаются хорошего качества, специальные оправки позволяют одновременно формировать наружную и внутреннюю поверхности ствола, включая патронник.
5. Электроэрозионный способ. (Нарезы формируются электродом специальной формы, который буквально выжигает металл до нужных размеров). Применяется для изготовления стволов военного назначения. В России так делают стволы для винтовок СВД, авиационных пушек и пулемётов.
Кроме того, есть и другие методы получения нарезов. Скажем, в Турции начали применять способ несколько сходный с ротационной ковкой, однако вместо многочисленных ударов «молота» используют сдавливание заготовки на специальном прессе.
Все способы имеют разное предпочтение по металлам. Для ротационной ковки лучше подходят «чёрные» хромомолибденовые ствольные стали, для резания и дорнирования лучше нержавейка. Именно последними двумя способами получают самые точные и кучные стволы.
При изготовлении нарезов только два способа не создают сильных внутренних напряжений в металле после обработки – электроэрозионный и однопроходное резание. Остальные методы «стрессовые», и убрать напряжения металла – важнейшая задача и один из самых «больных» вопросов ствольного производителя. Напряжения возникают в процессе проката или поковки стали. Т.е. иногда приходится снимать напряжения и до начала работ с заготовкой.
Способов борьбы с этим «злом» много. В Англии применяли древний метод: на многие годы сталь закапывали в землю. В России ствольные заготовки складывали на печь (многократное нагревание и остывание приводило к нужным результатам). Некоторые производители, например, Кригер, у которого есть запатентованный способ криогенной обработки, используют не нагрев, а глубокое охлаждение.
Но самым распространённым методом снятия напряжений, безусловно, является термическая обработка, причём одни ствольные фирмы делают эту обработку дважды: сначала на заготовке, потом на готовом стволе, а другие – один раз в конце процесса. Некоторые предприятия, применяющие бесстрессовый метод обработки резанием, вообще не занимаются термообработкой, а покупают готовые стали с предварительно снятым напряжением, т.н. стали «стресс-фри».
Ещё несколько слов о термическом отпуске и его особенностях. До 2003 г. стволы от Shilen (США), изготовленные дорнированием (дорны оригинальной конструкции фирма делает самостоятельно) доминировали в соревнованиях по бенчресту – самому требовательному виду стрелкового спорта к точности и кучности оружия.
Стволы Shilen были даже точнее «резанных», и из них было установлено под сотню различных рекордов. В связи с тем, что спрос на их продукцию был очень высоким, а время исполнения заказа длилось не менее полугода, на фирме решили увеличить производительность и расширить ствольное производство.
Но проблема заключалась именно в этапе термообработки: если основное производство и могло выпускать больше стволов, то специальная печь всё равно не «пропускала» более 40 заготовок стволов в сутки. Нужно было что-то менять, и приняли решение установить более производительную печь на 120 стволов разовой закладки. Мощность предприятия увеличилась в три раза, но с тех пор чемпионские стволы просто перестали получаться… Возможно, печь большей ёмкости перестала давать стабильный нагрев по всему объёму камеры, или что-то ещё, но есть результат – сейчас стволы Shilen практически не встретишь в снаряжении топ-стрелков мирового бенчреста. Эта история лишний раз доказывает, что процессы термообработки – одни из самых сложных в технологии, и качество продукции очень чувствительно к малейшим её изменениям, а в производстве прецизионного ствола мелочей не бывает.
После изготовления нарезов и снятия напряжений происходит финишная внутренняя полировка и «оконтуривание» ствольной заготовки. Контур протачивается на токарных станках с компьютерным управлением, где по заданной программе будущему стволу придаётся законченная внешняя форма. Далее идут различные процессы финишной обработки внешней поверхности, после чего стволы маркируются со стороны будущего патронника. На торце выбиваются основные параметры ствола: калибр, шаг и количество нарезов.
В итоге получается ствольная заготовка с нарезанным каналом (ствольный «бланк»), и именно в таком виде «бланки» поставляются оружейным фирмам для изготовления из собственно стволов, которыми они становятся после разворачивания патронника и нарезания резьбы крепления.
Хочу поделиться интересной беседой. В разговоре с одним из ведущих ствольщиков США, я спросил его мнение о повышенной хрупкости стволов из нержавейки при стрельбе в сильные холода, особенно если на стволе сделаны долы (продольные желобки для уменьшения веса).
Свой вопрос я облёк в форму истории: «Представим охотника, у которого ствол из нержавейки с долами в калибре 300 Винчестер Магнум. Охота зимой, минус 32°С, охотник видит цель, стреляет и промахивается. Следующий выстрел он сделал через два часа. За это время нагар в стволе, втянув после выстрела влагу, полностью замёрз, что должно резко повысить давление в канале ствола. Может ли произойти разрыв?»
Американец улыбнулся и ответил: «Если это мой ствол, то ничего не случится, будет нормальный выстрел. Мы проводили эксперименты, в холод наши стволы работают без всяких ограничений. Важно правильно нарезать долы, они не должны быть очень глубокими, чтобы не ослабить металл, и должны начинаться в дюйме от патронника, чтобы давление уже начало распределяться в стволе. Если сделано правильно, всё абсолютно безопасно и надёжно».
К сожалению, российским стрелкам, охотникам и снайперам пока остаётся только завидовать возможностям заокеанских коллег и надеяться, что со временем в России появятся ствольные и оружейные фирмы топ-уровня, производящие оружие для высокоточной стрельбы мирового класса.
Источник: master-gun.com
Как делают стволы для снайперских винтовок: отвечает Влад Лобаев
Задаем простые вопросы одному их лучших стрелков мира на сверхдальние дистанции и основателю компании Lobaev Arms, производящей одни из самых точных и дальнобойных снайперских винтовок в мире. Команде Лобаева также принадлежит несколько мировых рекордов по дальности стрельбы для снайперских винтовок.

Как делают стволы для снайперских винтовок и как технологии влияют на точность?
В высокоточной стрельбе два основных компонента — пуля и ствол. Все остальное в винтовке не должно ухудшать их качеств. Про пули поговорим в другой раз, сегодня про стволы.
Существуют три основные технологии, по которым делают нарезные стволы: дорнование, строгание и ротационная ковка. Но для высокоточных стволов подходят только первые две.
Ротационная ковка — это, например, стволы фирмы Mannlicher (винтовками которой, кстати, вооружены некоторые российские части). Берется короткая и толстая (на 30% больше конечного диаметра) высверленная заготовка. В ствол вводится матрица, которая и обковывается молотами по кругу. Заготовка двигается по мере формирования канала ствола и одновременно удлиняется. Поскольку молоты имеют огромную мощность, возникающие внутренние напряжения убрать невозможно.
При дорновании нарезные стволы изготавливают с помощью специального инструмента — дорна, протягиваемого под давлением через канал. Станок, плавно вращая, протягивает через канал ствола твердосплавный дорн очень высокой твердости (70−80 единиц по шкале твердости Роквелла; сталь для ствола, например, имеет твердость 32−34 единицы) с выступающими нарезами.
Авторизуйтесь, чтобы продолжить чтение. Это быстро и бесплатно.
Источник: kiozk.ru
Как делают снайперские винтовки
Предлагаем вам совершить небольшую экскурсию по заводу компании «Промтехнологии», где вы увидите, как производятся винтовки ORSIS.
Чтобы изготовить одну винтовку Т-5000 потребуется трое суток. Ежегодно, по заявлению генерального директора Алексея Сорокина, завод может производить пять тысяч винтовок. Каждое выпущенное оружие проходит испытание в различных силовых структурах. Винтовка практически полностью изготовлена из российских материалов, за исключением стали для стволов – ее привозят из США.

Через год завод планирует представить полуавтоматическую винтовку типа СВД, а также освоить собственное производство патронов 308 и 338.

Это, так называемые, бланки стволов:

А это сверло для ствола:




Так выглядит ствол в разрезе:

Станок, на котором вытачивается ложа винтовки:
Нанесение узора на ложку: 



На эту ложку нанесли колеровочное масло:
Изготовление ударника: 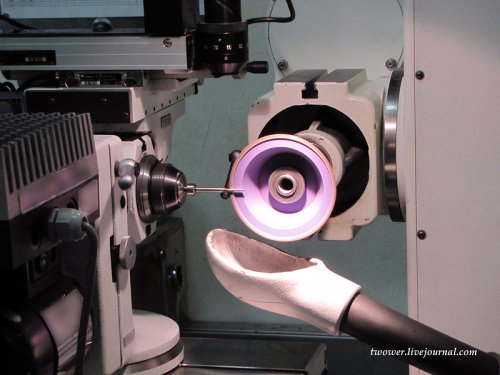

Сборка: 



Источник: bugaga.ru