Из тяжелого дальнобойного орудия вылетает снаряд. С колоссальной скоростью тонна стали врезается в воздух, на несколько километров поднимается вверх пролетает десятки километров вдаль и наконец падает на свою мишень.
Мощность, выбрасывающая снаряд из канала орудия, достигает огромных размеров — она превышает мощность крупнейших электростанций. Давление пороховых газов внутри ствола в некоторых орудиях достигает 4 тыс. атмосфер. Сила этого давления стремится разорвать ствол, вырвать затвор или прорваться сквозь его детали и наконец толкает снаряд вперед.
Прочность металла должна быть очень большой, чтобы ствол орудия, затвор, снаряд выдержали этот натиск, эту газовую бурю. Но не только силу давления пороховых газов воспринимает металл орудия. При взрыве, т. е. при быстром сгорании пороха, в орудии развивается огромная температура — до 3500°.
Горячие, находящиеся под большим давлением газы заклиниваются между снарядом и стенками ствола, проникают в малейшие поры металла, жгут и давят его. Чем мощнее дальнобойное орудие и чем быстрее вылетает из его дула снаряд, тем относительно больше вес заряда, а следовательно, тем большие давление и температуру должен выдержать металл такого орудия. Прочность и жароупорность — вот основные качества орудийного металла. В зависимости от этих качеств орудие обладает той или иной степенью живучести.
Клим Жуков — Про стволы корабельных орудий
Несколько десятков лет назад, когда орудия делали из бронзы и чугуна, артиллеристы еще не имели сколько-нибудь определенного представления о величине давления пороховых газов внутри орудийного ствола. Поэтому, когда изготовляли орудие, толщину стенок ствола выбирали по очень примитивным расчетам, по сути дела «наглазок». При этом принимали, что металл ко всей толщине стенок равномерно воспринимает силу давления пороховых газов. Отсюда получался вывод: чем толще стенки ствола, тем прочнее орудие. . Вот почему наиболее мощные орудия изготовлялись очень толстостенными, а следовательно, тяжелыми и громоздкими. Замена бронзы и чугуна более прочным металлом — сталью — могла бы позволить либо уменьшить вес и размеры орудия, либо еще больше увеличить его мощность.
В те времена уже знали сталь, но изготовляли ее малопроизводительными способами, и качество стали было низкое. Еще в 1613 г, два бельгийских оружейника—Гудрон и Ван-Булль— и два англичанина— Эллит и Мейсей— одновременно и независимо друг от друга изобрели способ изготовления цементированной (томленой) стали.
Они нагревали железо вместе с угольным порошком, железо соединялось с углеродом — науглероживалось — и становилось тверже. Но металл науглероживался неравномерно, и поэтому прочность его была ненадежной.
Английский часовщик Бенджамен Гентсман попытался улучшить качество цементированной стали. Он плавил науглероженное железо в герметически закупоренных тиглях, прибавляя туда вещества, содержащие углерод. Температура в тиглях достигала 1500°. В результате Гентсман получил хорошую литую сталь, названную тигельной сталью.
Как куются пушки? Радиальная ковка на больших кузнечных заводах
Однако сталь не сразу нашла себе широкое применение как материал для пушек, так как способы ее изготовления отличались низкой производительностью Очень небольшое количество металла получалось за длительный промежуток времени с затратой труда многих рабочих.
В первой половине XIXв. шла лихорадочная подготовка к разразившимся вскоре многочисленным войнам. Владелец сталелитейного завода в Германии Фридрих Крупп купил патент Гентсмана и предложил военному министерству опытные ружейные стволы из литой стали. Дo этого времени эти стволы делались из железа.
Сливая расплавленную сталь из нескольких тиглей, Крупп получил большой стальной слиток, из которого он сделал пушку.
Когда пушка, изготовленная из литой стали, была испытана в самых строгих условиях, эксперты дали следующий отзыв: «Закончившиеся испытания в той их части, которая относится к прочности пушки, позволяют заключить, что литая сталь является металлом, превосходящим по своей прочности и твердости любой другой известный до сих пор металл, примененный для изготовления орудий, будь то металл простой или сложный (по своему составу)».
Но все же способ получения тигельной стали был очень невыгоден, и Крупп, в погоне за наживой, упорно искал другие, более выгодные методы получения стали. Несмотря на пятнадцатилетние поиски Крупна, задача эта была решена не им, а человеком, который никакого отношения к металлургии не имел. Переворот в производстве стали для орудий совершил англичанин Генри Бессемер.
К этому времени Генри Бессемер имел уже несколько десятков патентов на изобретения в различных областях техники.
Увлеченный предвоенной горячкой, Бессемер занялся артиллерией. Тогда в Англии уже проделывались опыты с нарезным орудием, которое давало продолговатому снаряду правильное и очень быстрое вращение. Однако производство нарезных орудий требовало весьма точных машин и инструментов, а следовательно, переоборудования заводов.
Бессемер задался целью добиться вращения снаряда более простым способом. Он предложил использовать обыкновенное гладкостенное орудие, но изменить устройство снаряда. Для этой цели был изготовлен продолговатый цилиндрический снаряд с канавками на поверхности. Канавки шли от основания в направлении оси снаряда, а затем выходили касательно к его окружности. Сжатые газы, образующиеся при выстреле, устремлялись по этим канавкам и, выходя из них по касательной к окружности снаряда, заставляли его вращаться в направлении, обратном направлению струи.
Новый снаряд испытывали на Венсенском полигоне, под Парижем. После удовлетворительных испытаний руководивший стрельбой изобретатель винтовки майор Минье сказал: «Опыты прошли очень удачно, но я считаю небезопасным стрелять этими снарядами из чугунных пушек. Сущность дела заключается в том, могут ли быть изготовлены пушки, достаточно прочные для столь тяжелых снарядов?»
«Это простое замечание, — пишет Бессемер.—было искрой, которая должна была вызвать один из величайших переворотов в промышленности XIX столетия».
Уже через 19 дней после замечания Минье Бессемер заявил свой первый патент на новый способ получения стали. Он построил грушевидный сосуд, в котором большое количество расплавленного чугуна превращалось в сталь, когда через эту жидкую массу металла продували обыкновенный воздух.
Знаменитая груша Бессемера быстро вытеснила все другие способы производства стали. Вот что сказал Бессемер об одном из своих опытов: «Невозможно передать то ощущение, с каким я наблюдал, как раскаленная масса, поднимаемая штемпелем, понемногу вылезала из формы. Это первый большой литой кусок ковкого железа, который видели человеческие глаза. В компактной массе было столько железа, сколько два пудлинговщика с двумя подручными могли бы изготовить лишь за несколько часов напряженной работы и с затратой большого количества топлива».
Вскоре после этого Крупп купил также и патент Бессемера и развил массовое производство артиллерийских орудий. Он сделался сначала поставщиком прусского военного министерства, а затем начал снабжать артиллерийскими орудиями все страны, все больше и больше работая на войну.
Бессемер изобрел способ промышленного произво дства литой стали для изготовления орудий. Однако он ничего не сделал для научно-технического изучения стали. Процессы, происходящие внутри металла» оставались неизвестными. Та самая прочность, добиваясь которой Бессемер изобрел новый материал, фактически зависела от удачного или неудачного стечения тех или иных обстоятельств. Бывали случаи, когда артиллерийское орудие производило тысячи выстрелов, но бывали случаи когда после первых же выстрелов орудие разрывалось.
Не знали артиллеристы также, какой величины достигает давление пороховых газов в стволе орудия. Так, например, в конце XVIII в. артиллерист Румфорд попытался определить величину давления газов, разорвавших ствол большой мортиры. Его расчеты показали, что это давление достигает 55 тыс. атмосфер. Но даже в наше время, когда орудия стреляют высококачественным бездымным порохом, давление внутри зарядной камеры не превышает 4 тыс. атмосфер.
В чем же заключалась ошибка Румфорда?
Румфорд, как и все артиллеристы того времени, считал, что вся толщина стенок ствола равномерно «работает», сопротивляясь давлению газа. В этом и заключалась его ошибка.
В 60-х годах прошлого столетия русский ученый, артиллерист проф. Гадолин и одновременно с ним французский ученый Ламэ опровергли это представление. Они доказали, что напряжение металла, вызываемое давлением пороховых газов, больше всего у внутренней поверхности ствола и постепенно уменьшается в направлении к его внешней поверхности. Таким образом, оказалось, что нет смысла делать стенки ствола очень толстыми, так как прочность при этом увеличивается очень немного, а вес орудия становится значительно больше.
Если бы можно было заставить металл работать полностью по всему сечению, тогда можно было бы изготовлять мощные орудия с небольшой толщиной стенок ствола.
Эта задача была решена проф. Гадолиным в 1866 г. Ствол орудия составлялся из отдельных слоев: на внутреннюю трубу надевалось несколько оболочек. Внутренний диаметр каждой последующей оболочки был немного меньше внешнего диаметра предыдущей оболочки. Чтобы можно было такую оболочку надеть на трубу, ее приходилось скачала нагревать для расширения.
Охладившись, оболочка стягивала внутреннюю трубу. То же самое происходило со всеми остальными оболочками. При выстреле стянутая внутренняя труба растягивалась и передавала усилие первой оболочке, которая в свою очередь растягивалась и передавала усилие второй, и т. д. При этом давление газа воспринимали все оболочки равномерно, и это позволило значительно облегчить вес орудия, не уменьшая его прочности,
Дальнейшие исследования показали, что давление пороховых газов быстро достигает своей наибольшей величины в казенной части ствола и затем резко падает, уменьшаясь по направлению к дулу. Поэтому каждую последующую оболочку ствола делали короче предыдущей, т. е. наибольшее количество слоев стремились получить поближе к казенной части.
Но уже в начале XX в. получил распространение новый способ делать трубы и оболочки более прочными — автофреттаж. Это дало возможность значительно уменьшить число слоев.
Автофреттаж заключается в том, что внутри трубы или оболочки создается кратковременно гидравлическое давление, в два раза превышающее нормальное давление пороховых газов. Под действием этого давления металл очень сильно уплотняется и как бы разделяется на множество слоев. Каждый внешний слой, слегка растянутый, обжимает следующий за ним внутренний слой, и поэтому получается очень прочное скрепление. Прочность ствола увеличивается, а следовательно, уменьшается опасность его разрыва. Вот почему автофреттированные стволы в последнее время стали делать из одной трубы, без оболочек,
20 апреля 1868 г. на трибуну зала докладов Русского технического общества в Петербурге взошел молодой инженер Обуховского завода Дмитрий Константинович Чернов. Тема его доклада «Критический обзор статей гг.
Лаврова и Калакуцкого о стали и стальных орудиях и собственные Д. К. Чернова исследования по этому же предмету» привлекла большое число маститых слушателей — представителей науки, техники, промышленности. Казалось бы, что ничего нового не может рассказать им «юнец», только два года работавший на заводе. Но вот плавно и увлекательно разворачивается доклад.
Чернов критикует выводы Лаврова и Калакуцкого, противопоставляет им собственные, новые, полностью революционизирующие всю металлургическую технику выводы. Он раскрывает перед слушателями внутренние процессы «жизни» стали, устанавливает новые законы ее тепловой и механической обработки. И профессора, инженеры, заводчики поняли, что они присутствуют не на обыкновенном докладе, они поняли, что в этот день рождается новая наука о стали, наука, законы которой глубоко проникают в тайны материи. Эти законы позволяют сделать точными тепловую и механическую обработку металла.
Сущность открытия Чернова заключалась в том, что при определенных критических температурах в стали происходят структурные превращения, изменяющие ее механические свойства. Следовательно, при правильном учете этих температур можно произвести правильную тепловую и механическую обработку, можно сообщить данному изделию наилучшие механические свойства.
Открытие Чернова позволило устранить «знахарство» и «догадки» в производстве орудий.
Достижения современной металлургии дали возможность получить высококачественную сталь, обладающую высокими механическими свойствами. Прибавляя к расплавленному металлу ферросплавы (марганец, вольфрам, хром и др.), повышают механические свойства металла. Эти достижений стали возможными с развитием техники сильных токов — созданием динамомашин и появлением усовершенствованных электропечей, т. е. с .появлением электрометаллургии. Новая сталь отличается значительно большей прочностью (допускаемое напряжение равно 40 кг/см2 вместо 80 кг/см 2 ) а скрепление оболочками и автофреттаж ствола позволили наиболее полно использовать в орудиях эту повышенную прочность металла. Такая сталь, выдерживая огромные давления, позволяет дальнобойным орудиям посылать тяжелый снаряд на десятки километров, противотанковым пушкам — сообщать легкому снаряду колоссальную скорость, благодаря которой он может пробить броню танка, зенитным орудиям — забрасывать снаряды на большую высоту.
Техника-Молодёжи. 1938.№8-9. – С.29-32.
Все картинки кликабельны.
Источник: ru-artillery.livejournal.com
bmpd

Во времена СССР на территории Украины несмотря на серийное изготовление бронетехники — танков и самоходных артиллерийских установок, стволы к их пушкам не изготовливались и поставлялись с территории современной России.
С получением во второй половине 90-х годов крупного заказа от Пакистана на изготовление танков Т-80УД появилась насущная проблема в орудиях к боевым машинам. Россияне, которые были конкурентами украинского танка на тендере для Пакистана наотрез отказались от поставок танковых пушек. Тогда силами отечественных заводов эта проблема была решена — на ПАО «Сумское НПО» было налажено производство гладкоствольных стволов для 120-мм танковых пушек КБА-3, а их сборка с производством остальных деталей осуществлялось на ГП «Завод им. В.А. Малышева».
После получения заказа на 49 танков БМ «Оплот» снова возникла необходимость в производстве гладкоствольных танковых пушек. На этот раз изготовление стволов освоил «Краматорский завод тяжелого станкостроения».
С 2014 г. на этом же предприятии было значительно расширена номенклатура — здесь начали изготавливать стволы к минометам, а недавно именно это предприятие представило колесную 155-мм самоходную артиллерийскую установку «Богдана», ствол которой уже был нарезным.
Все эти стволы предприятие изготавливает на оборудовании собственного производства. В частности, на специальном нарезном станке с цифровым программным управлением КЖ 1975Ф3.
Этот станок предназначен для резки внутренних профилей винтового канала ствола с переменным или постоянным углом подъема в 10°.
Как видно из характеристик станка, на нем могут изготовливаться стволы калибром от 80 до 205 мм и длиной до 10000 мм. Таким образом на нем возможно производство пушки калибром 155-мм и длиной в 40 калибров или 6200 мм.
Также на этом оборудовании можно изготавливать стволы почти всех имеющихся на вооружении украинской армии артиллерийских систем, например, ствол для 152 мм пушки 2А36 (артиллерийская система «Гиацинт»), который вместе с дульным тормозом имеет длину в 53 калибра — 8197 мм.
Исключение составляет лишь самоходная артиллерийская система 2С7 «Пион» калибром 203 мм и длиной ствола в 55,3 калибров — 11226 мм.
Источник: bmpd.livejournal.com
Отливка орудийных стволов из олова
Для начала мы должны сделать деревянную мастер-модель как можно лучше детализованную, чему способствует использование твердых пород древесины, таких как самшит.
Мастер-модель стоит изготовит немного крупнее, буквально на десятые доли миллиметра, чтобы был запас для дальнейшей обработки.

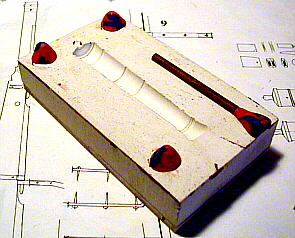
Затем изготавливаем форму для отливки

Далее в форму заливаем гипс

Затем в гипс и до половины погружаем ствол

Когда гипс высохнет, удаляем мастер-модель

Затем разбираем форму и зачищаем гипс, чтобы стык половин формы получился гладким

По углам формы из глины или пластилина желательно сделать небольшие конусообразные наплывы, которые улучшат стыкуемость будущих половин формы. Для того. чтобы отлить будущую цапфу, раскатываем пластилиновую «колбаску» и разрезаем ее вдоль напополам. К орудию и к цапфе нужно из пластилина или глины слепить воронки для заливки расплавленного металла.
снова собираем форму и заливаем силикон.
Силикону нужно дать хорошо просохнуть. Время сушки зависит от выбранной вами марки силикона. Затем вынимаем силикон из формы. На фото показаны канавки, проделанные резаком для того, чтобы избежать появления воздушных карманов при отливке.
Далее вкладываем в форму мастер-модель пушки, не забудем в форму для цапфы вложить деревянный цилиндр подходящего диаметра, а также вылепить вторую половину воронки для заливки материала. все нужно тщательно смазать вазелином. Снова делаем форму.

Заливаем силикон и делаем вторую половину формы. Если все получится. то получаем форму, готовую к отливке.

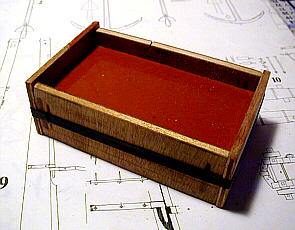
Теперь мы можем непосредственно перейти к отливке. Теоретически подобная форма может быть использована сотни раз. собираем половины формы вместе и упаковываем в деревянный ящик. скрепленный резинками.

Берем старый половник для того, чтобы расплавить металл на газе. Нагревать нужно до тех пор, пока олово не станет жидким и текучим.

Затем заливаем расплавленный металл в форму и ждем охлаждения. Трех минут вполне достаточно. внимание! Высокие температуры, работать следует аккуратно!

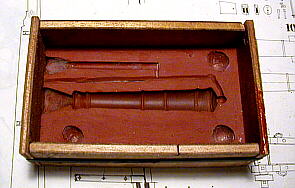
Снимаем резинки с деревянного ящика и располовиниваем форму. чтобы извлечь отливки.
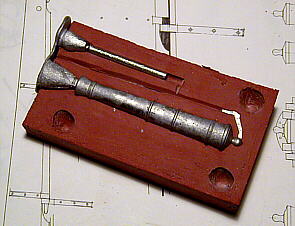
Чтобы просверлить отверстия в дульном срезе, целесообразно сделать деревянный «кожух», которая будет удерживать ствол во время работы, а также препятствовать повреждению ствола при обработке, например при зажатии в тиски.
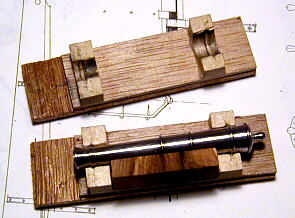
Также целесообразно смазать сверло маслом. чтобы избежать перегрева ствола и оплавления при сверлении.
Источник: www.shipmodeling.ru
centercigr

Видос интересных моментов процесса производства артиллерийских снарядов и стволов для пушек.
Последние записи в журнале
 В Москве открыли гуманитарный склад помощи Донбассу и освобожденным территориям Украины
В Москве открыли гуманитарный склад помощи Донбассу и освобожденным территориям Украины
 Видео отчеты МОО Вече о доставленных защитникам Донбасса БПЛА
Видео отчеты МОО Вече о доставленных защитникам Донбасса БПЛА
 Четвертый отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
Четвертый отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
 Поддержите Русский Донбасс и Русский мир на Украине!
Поддержите Русский Донбасс и Русский мир на Украине!
 Третий отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
Третий отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
 Второй отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
Второй отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
 Первый отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
Первый отчет: Наша поддержка для Русского Донбасса и Русского мира на Украине!
 Поддержите Русский Донбасс!
Поддержите Русский Донбасс!
промо centercigr март 11, 2019 04:58 1
Информация об этом журнале
- Цена размещения 100 жетонов
- Социальный капитал 44
- В друзьях у
- Длительность 24 часа
- Минимальная ставка 100 жетонов
- Посмотреть все предложения по Промо
Источник: centercigr.livejournal.com