Продолжение. См. начало в разделе ,,Пулеметы».
Более полная версия напечатана в Избе-читальне.
Зачем нужны нарезы в стволах огнестрельного оружия?
Изначально нарезы были нужны для придания осевого вращения вылетающему из ствола снаряду, например пуле. Осевое вращение позволяет предотвратить беспорядочное вращение и стабилизировать полет пули.
Всем известны классические нарезы по всей длине ствола. В зависимости от твердости оболочки (или самой) пули, нарезы могут быть глубокими (до 2-4 мм) и пологими или наоборот неглубокими (0,1-0,2 мм) и крутыми.
Сами нарезы также могут быть различного профиля: прямоугольные, трапециевидные, треугольные, овальные… Это нужно для лучшей чистки стволов от нагара или свинцевания, для улучшения врезания пуль в нарезы, большей живучести стволов и т.п. Нарезы могут быть с постоянным по всей длине ствола шагом закрутки и с постепенным уменьшением шага закрутки ближе к дульному срезу. Количество нарезов в стволах современного оружия от 4 до 10. На старинных от 2 до 30 и более. Чем больше количество нарезов, тем стабильнее кучность попаданий.
Как и зачем нарезают стволы оружия, Первые винтовые нарезы
Нарезы были изобретены чуть ли не вместе с огнестрельным оружием вообще, но стали востребованы в армиях государств только к середине 19 века. Представляете, ковбои на Диком Западе Америки в те времена отстреливали индейцев и друг друга из (нарезных) Кольтов, Смит Виссонов и Винчестеров со скобой Генри, а генералы во многих армиях Европы всё еще размышляли, надо ли брать на вооружение казнозарядные и нарезные винтовки вместо дульнозарядных и гладкоствольных ружей-шомполок. Получается, что самым продвинутым оружием в те времена владели гражданские лица. Они же первыми испытывали все нововведения и изобретения в оружии.
С середины девятнадцатого века и до начала двадцатого было золотое время бурного развития огнестрельного оружия. Изобретатели и производители обгоняли законодателей с их запретами. Чего только не придумали и чего только не создали и не попробовали в это время творцы огнестрельного оружия.
Кидались из крайности в крайность, зато нашли истинный путь, по которому всё Человечество идет до сих пор. Были изобретены и внедрены: унитарный патрон, механические пулеметы (картечницы) и автоматические (Пулемет Максим), автоматические пистолеты… В обычных спортивных магазинах того времени, да и в любой лавке или на базаре можно было без всяких разрешений купить огнестрельное оружие следующих типов или классов: детское (для детей от 4 до 10 лет), подростковое, женское, мужское, развлекательно спортивное, спортивное, охотничье, нарезное и гладкоствольное. Разрешение требовалось только на покупку оружия стоящего на вооружении в армии. Для примера у ссыльного Ульянова Владимира Ильича (Ленина) был целый арсенал в Шушенском. А еще у одного каторжанина в Туруханском крае по кличке Сталин, заряженное ружье висело над кроватью.
Насчет из крайности в крайность. Вы знаете, что такое сибирская винтовка? Это самодельный стволик калибра от 4 до 6 мм и такой же самодельный (капсюльный) замок, сильно упрощенного типа. Замок и ствол крепились на обломке штакетины из ближайшего палисадника. Вот это и есть настоящая, сибирская винтовка. Какие нарезы?
Как нарезается ствол
Белку или соболя метров с пятнадцати, двадцати сшибить можно, вот и ладно. Такие же «винтовки» более крупного калибра уже назывались «зверовыми».
А что за ружье под названием «утятница»? Это длиной до 2-3 метров ствол, калибра 4 или даже 2. С прикладом. Что такое 4 калибр знаете? Это когда из фунта свинца можно отлить четыре сферические пули. То есть каждая пулька должна весить более 100 граммов. Дроби в такой ствол не меньше 200 граммов надо. А почему «утятница»? Да подплыл к стайке уток и в их сторону разок пальнул.
Потом всех уток из стайки можно собрать в сумочку, лучше прямо на дно лодки складывать. В любую сумочку столько не влезет.
Немного отвлеклись от главной темы. Так вот в эти же золотые времена появились казнозарядные, гладкоствольные, охотниччьи ружья. Охотники как и женщины народ вечно неудовлетворённый, особенно в отношении оружия. Ружья им всё с какими-то вывертами, доделками и переделками подавай.
Еще со времен шомполок для дальних выстрелов дробью ствол, больше метра длиной, имел «коническую» сверловку. То есть с уменьшением диаметра к дулу. Дробь во время выстрела, постепенно вытягивалась в узкий и длинный цилиндрик, и к цели дробь летела компактным комочком. Поражая дичь на сверх дальних дистанциях, не качеством, так количеством попаданий.
А для ближних выстрелов было нужно другое ружьё с короткими стволами и цилиндрической сверловкой. Это чтобы уже в десяти, пятнадцати метрах дробь разлетелась широкой осыпью и при неправильном прицеле-выстреле все равно в дичь бы попали несколько дробин.
С изобретением ружей переломок к одному и тому же ложу ружья можно было присоединить разные по дальности стрельбы и убойности стволы. Какой нужен ствол, такой и присоединяй. Изобретатели и производители решили разместить на ружье сразу два ствола. Для стрельбы и на дальние, и на ближние дистанции. Дальнобойный ствол укоротили, а ближнебойный ствол удлинили.
Получили ружьё универсал. Вместо дорогостоящей конической сверловки сделали в дуле ствола небольшое цилиндрическое сужение. Это примерно 3-4 % от реального (внутреннего) диаметра ствола. Поэтому у разных калибров одно и тоже название сужения будет иметь разную величину. При выстреле, дробь перестраивается в чоковых сужениях скачком.
Осыпь дроби получается со сгущением дробин к центру. Самое большое сужение назвали ЧОКОМ, сужение поменьше ПОЛУЧОКОМ. Еще меньшее сужение СЛАБЫМ ЧОКОМ или ЧОК С НАПОРОМ, отсутствие сужения назвали ЦИЛИНДРОМ, как и вся остальная часть ствола до патронника. В современных ружьях коническая сверловка практически не встречается.
В стволах для стрельбы на коротких дистанциях в дульной части делают цилиндрическое или коническое расширение. Так сказать, ЧОК наоборот и называется это РАСТРУБОМ.
В итоге получили ружья для стрельбы на дальние и средние дистанции. На средние и ближние дистанции и на ближние и сверх ближние дистанции. Теперь вы сами сможете по паспорту ружья определить на какую дистанцию настроены стволы на вашем ружье.
Кто-то возмущенно спросит: «А при чем тут чоки и получоки, ведь разговор о нарезах в стволе?» Отвечу! Охотникам захотелось из гладкоствольных ружей стрелять еще и пулей. Можно стрелять пулями из стволов со сверловкой цилиндр, но такие ружья редкость. Отпиливать или рассверливать даже на собственном ружье чоковые сужения почти уголовное дело.
Создавать условия для центровки пули в стволе ружья не всякому дано. Как следствие стрельба из обычных ружей возможна не далее 50 метров. Однако хочется стрелять подальше, а лучше еще дальше. И тут решили нарезать чоковое сужение. Хоть чуть, чуть, но сделать ствол нарезным. Первоначально нарезали чоки и пробовали их отстрелом не мастера любители, а профессионалы.
Пришли к выводу, что нарезать обычные чоки бессмысленно. Длина нарезного чока должна быть не менее 140 миллиметров, это примерно в семь раз больше длины обычных ружейных чоков. Стволы с нарезным чоком называются ПАРАДОКС или со сверловкой парадокс. Глубина и шаг нарезов как у полноценного ствола с нарезкой.
Кучность попаданий немного хуже, чем у нормального, нарезного ствола, но на 150 метров у лучших парадоксов пули вписываются в 25 сантиметровый (десяти дюймовый) круг. Как это ни странно звучит, но стволы со сверловкой парадокс не считаются полноценным нарезным стволом и приравниваются к гладкоствольным. Стрельба дробью из стволов со сверловкой парадокс схожа со стрельбой из раструбов. Вдобавок размер дроби нужно пробными отстрелами согласовать (со стволом) иначе получите осыпь с «окошками».
Как видим, для придания вращения и устойчивости полета пуле можно нарезать канавками весь ствол. Если стрелять недалеко, то можно нарезать только часть ствола в дульной части. Но если рассуждать логически, то гораздо проще придавать вращение пуле в самом начале её движения. Там где скорости еще небольшие и нагрузки самые минимальные.
Жаль, что такие логические построения приходят на ум после того как узнал, что такое уже известно и давным-давно испробовано. Можно найти много источников о нарезных гильзах. Сам ствол полностью гладкий. Пуля получает осевое вращение еще в гильзе, в самом начале ствола.
В 1878 году русскому военному ведомству некий Энгель из Швеции предложил сравнить его гладкоствольную винтовку с винтовкой Бердана. Как пишется в источнике: «При стрельбах от 200 до 2000 шагов, гладкое ружье Энгеля не уступало в кучности боя винтовке Бердана и даже несколько превосходило последнюю» (Шаг равен 71 см.)
Гильза Энгеля (рис. 677 и 678) с утолщенными стенками, нарезов в дульце 12; ширина нарезов почти вдвое больше ширины полей, глубина около 0,1 линии (2,5 мм). Крутизна — полный оборот на протяжении 2,8 дюйма (71, 12мм). Длина гильзы — 2,36 дм (59,94мм). (бердановская — 2,24 дм (56,896мм). Пуля Энгеля из мягкого свинца, ведущая часть цилиндрическая, головная имеет вид пароболоида длиной 5,1 лин.(12,954мм).
Вся длина пули 12 лин. (30,48мм) (бердановская 10,6 лин.(26,924мм). Дно плоское закругленное. Калибр 4,4 лин.(11,176мм) (калибр пули Бердана 4,22 лин.(10,72мм). Пуля Энгеля, подобно бердановской, в бумажной обертке.
Бумажная обертка препятствует свинцеванию ствола. Обратите внимание на шаг нарезов. Для свинцовых пуль в стволах винтовок (или штуцеров) делают нарезы с шагом от 400 мм (22 lr) до 1500 мм (12 кал.). Нарезы в дульце гильзы с шагом 71,12 мм.
Вес крупнокалиберных пуль, сделанных по подобию пуль Энгеля был бы «неподъемным» для стандартных ружей, поэтому еще в конце 19 века предложили пули (с нарезной гильзой) делать трубчатой с цилиндрической полостью внутри.
Более практическое применение нарезным гильзам нашли любители охот с легавыми собаками. Для создания широкой дробовой осыпи как у ружей с раструбами. Берут обычные металлические гильзы и с помощью оправки выбивают в гильзах канавки. Такая доработанная гильза могла переснаряжаться несколько раз.
См. также ,,Нарезы в стволе»: http://www.proza.ru/2013/02/01/537
Для начинающих полезно. Хотя немного сложновато для восприятия тех, кто вообще впервые слышит. И слишком просто для тех, кто немного разбирается. Мое мнение. Возможно ошибаюсь.
Серия статей ,,Пулеметы» специально для ,,шибко грамотных» писателей написана. Чтоб не путали калибры и оружие вообще.
Анатолий.
Портал Проза.ру предоставляет авторам возможность свободной публикации своих литературных произведений в сети Интернет на основании пользовательского договора. Все авторские права на произведения принадлежат авторам и охраняются законом. Перепечатка произведений возможна только с согласия его автора, к которому вы можете обратиться на его авторской странице.
Ответственность за тексты произведений авторы несут самостоятельно на основании правил публикации и законодательства Российской Федерации. Данные пользователей обрабатываются на основании Политики обработки персональных данных. Вы также можете посмотреть более подробную информацию о портале и связаться с администрацией.
Ежедневная аудитория портала Проза.ру – порядка 100 тысяч посетителей, которые в общей сумме просматривают более полумиллиона страниц по данным счетчика посещаемости, который расположен справа от этого текста. В каждой графе указано по две цифры: количество просмотров и количество посетителей.
Источник: proza.ru
Как нарезать ствол
В чем причина повышенного разброса попаданий из нарезного ствола? Причин достаточно. Это и излишне затянутые ложевые винты, ослабление монтажных колец прицела, нестандартный график давления в стволе, неправильная комбинация порохового заряда и пули. Но есть факторы, которые кардинально влияют на величину разброса.
Для оптимальной кучности патронник должен быть изготовлен очень тщательно. Выполненный с минимальными допусками патронник обеспечивает лучшую кучность, так как гильзу при этом меньше раздувает. Недопустимы радиальные и угловые отклонения патронника от оси ствола. Причина таких отклонений — технологичность (дешевизна) производства.
Если оружейный мастер изготавливает патронник из заготовки ствола вручную разверткой от полутора до двух часов, то в поточном производстве данная операция длится всего 40 секунд. Однако повлиять на разброс попаданий может только сильное отклонение оси патронника от оси ствола. Обнаружить такой дефект несложно. Следует взять калиберный патрон, закоптить пулю и ввести в патронник. Если следы нарезов отпечатаются несколько односторонне, а вам необходим высокоточный ствол, то такой ствол можете смело забраковать.

ПРОЩАЙ, МОЛОДОСТЬ!
Часть ствола возле патронника испытывает воздействие
максимальных температур и давлений. Ствол в этом месте
более всего подвержена термической эрозии. Особенно это
заметно при большом настреле. Со временем и в дульной
части канала ствола образуется раструб, иногда такой,
что вставленный в него патрон проваливается
по самые скаты гильзы.
После определенного настрела любой ствол начинает снижать показатели по кучности. Одинаковых стволов нет, поэтому и живучесть может различаться. В стандартных охотничьих калибрах, таких как .308 или .30-06, где используются прогрессивно горящие пороха, не вызывающие большого разгара канала ствола, его живучесть может достигать 8000 выстрелов без заметного увеличения рассеивания. А стволы под такие калибры, как .30-378 или 7.82 Warbid, едва справляются с настрелом в 800 выстрелов.
Износ заметен в оружии по растущему статистическому показателю рассеивания. Износу подвержены преимущественно переходной конус — та часть канала ствола, где пуля входит в нарезы, и дульный срез — там, где пуля покидает канал ствола. Медленно, но переходной конус выгорает под действием пламени и пороховых газов.
Характерная сетка разгара хорошо заметна в переходном конусе изношенного ствола с хромированным каналом. Как следствие разгара, растет так называемая глубина посадки. Патрон, введенный в патронник, уже не упирается пулей в нарезы, и при выстреле пуля приобретает свободный ход до врезания в нарезы. Дульный же срез легко изнашивается даже в процессе чистки. Его легко повредить металлическим «ершиком» или шомполом, если не соблюдать аккуратность.
Грамотная чистка и соблюдение температурного режима ствола во время стрельбы также продлевают его срок эксплуатации и характеристики. Однако если ствол чистить веществами на основе аммония или хлоратами, то они выходят из стали слишком долго, что может иметь нежелательные последствия. Многие винтовки из нержавеющей стали страдают более от небрежной чистки, чем от чего-либо другого.
Больше всего на износ ствола влияют температура и трение пули. Максимальных значений температура и трение достигают в районе перехода из патронника в нарезную часть ствола. Патроны «магнум» за счет большой скорости пули, большего трения и более высокой температуры пороховых газов ускоряют износ ствола.
Следствием всех вышеописанных дефектов — несоосность канала ствола и патронника, разгар переходного конуса, растертость дульной части ствола, а также дефекты затвора — является возникновение при выстреле высокочастотных колебаний ствола, негативно влияющих на рассеивание.
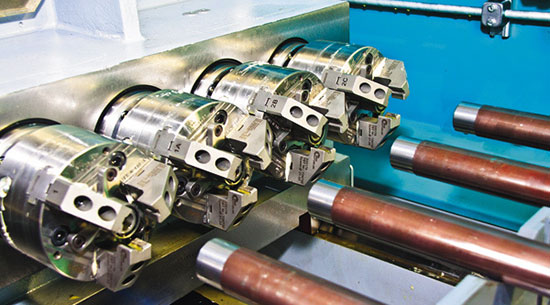 |
| Современное оборудование позволяет одновременно обрабатывать четыре ствольных заготовки. |
СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И ЕГО КАЧЕСТВО
Этот фактор наиболее сильно влияет на кучность по сравнению с другими. Качество ствола определяют жесткие стандарты производителя и качество металла, а не вид нарезки.
Известно, что нарезные стволы изготавливают, как правило, тремя способами: «нарезка», «дорнирование» и холодная ковка. Правда, не каждый высококлассный стрелок сможет разъяснить, в чем же заключается превосходство одного способа над другим. Из любой заготовки с хорошо снятыми внутренними напряжениями, изготовленной из качественной ствольной стали — нержавеющей или хромомолибденовой, — имеющей ровную поверхность, прошедшую хонингование, может выйти качественный ствол.

Вибрации при обработке резанием недопустимы,
индикатор их отсутствия — надежно
стоящая на ребре монета.
В зависимости от калибра и давления, развиваемого в патроннике, для изготовления ствола используют одну из трех распространенных ствольных сталей. Для стволов под патроны кольцевого воспламенения калибра .22 используется сталь марки 1137 (отечеств. аналог — сталь 35Г2). Для стволов под патрон калибров от .243 до .30-06 стандартной является CrMo сталь марки 4140 (отечеств. аналоги — стали 42ХМ и 38ХМА). Матчевые стволы сегодня принято изготавливать из патентованного сплава марки 416R (отечеств. аналог — сталь 20Х13).
«Нарезка» — наиболее старый способ изготовления нарезных стволов, который заключается в многократном проходе резца по каналу ствола, при этом за один проход обрабатывается только один нарез. Нарезы изготавливаются при помощи специального инструмента, режущая кромка которого двигается по одному нарезу и проходит его за один оборот заготовки.
За один проход нарезы углубляются на 5 микрон. Когда процесс завершен, резец отжимается, возвращается в патронник, и затем операция повторяется. Так как для достижения нужной глубины одного нареза требуется примерно 25−30 проходов, этот процесс продолжается довольно долго. Хотя изготовление нарезов резанием трудоемкий и, кроме того, дорогой метод, на его применение идут, чтобы обеспечить точный выстрел.

Изготовление затворных групп для высокоточного оружия,
их подгонка требуют современного прецизионного
оборудования и пунктуального соблюдения
технологического процесса.
«Дорнирование» наиболее простой и дешевый способ создания нарезного ствола. После порезки и нормализации заготовки сверлят, затем развертывают и хонингуют. Хонингование (англ. honing от to hone — точить) — отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и одновременно совершает возвратно-поступательные движения. И только после этого приступают непосредственно к «дорнированию».
Дорн представляет собой очень твердый стержень, сделанный из карбида вольфрама, с выемками для полей и выступами для нарезов. Его продавливают сквозь канал ствола с силой около 80 000 ньютонов. В результате образуются нарезы с необходимыми параметрами (число, глубина, шаг). Так как обработке подвергается лишь внутренняя поверхность заготовки, то возникающие в процессе дорнирования напряжения относительно невелики. Для их устранения заготовки еще раз нормализуют в вакуумной печи в азотной среде.
Методика дорнирования совершила революцию в послевоенной оружейной промышленности, изменив традицию изготовления стрелкового оружия.
Используя качественную сталь, опытный мастер может изготовить за день сотни стволов с почти идентичным внутренним диаметром. Наиболее важным моментом этого способа получения нарезного ствола является значительное снижение стоимости качественного ствола.
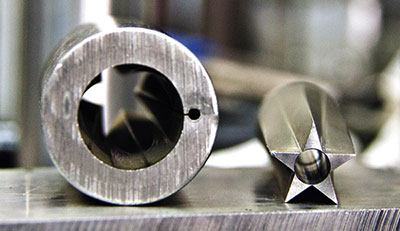
Пример работы современного станка с ЧПУ —
такая заготовка получается за одну операцию.
«Холодная ковка» — метод ковки на оправке — был разработан в 1930-х годах в Германии. Процесс довольно дорогостоящий, его, как правило, используют крупные производители оружия. Как следует из названия этого метода, в процессе ротационной ковки молот обжимает ствол. По мере того как проковывается ствол, продвигается и поворачивается оправка. Процесс занимает три минуты, причем получившийся ствол требует минимум машинной обработки и доводки до нужных размеров.
При ковке на оправке молекулярная структура уплотняется, в результате чего канал ствола имеет тенденцию к сужению у дула. Считается, что это сужение уменьшает деформацию пули, дает более высокие начальную скорость и точность, но уменьшает срок жизни ствола. Преимущество, которое дает метод изготовления с помощью пуансона и холодной ротационной ковки на оправке, это то, что канал ствола более ровный и гладкий, чем при нарезании. Последующая термобработка имеет целью снять внутренние напряжения в стволе, негативно влияющие на отклонение СТП (средняя точка попадания) при его нагреве. В отсутствии напряжений в стволе и состоит фактическая основа рекламы о преимуществах тех или иных технологий.
Теоретически считается, что «нарезка» позволяет изготовить наиболее точные стволы, а «дорнирование» наименее точные. На практике все обстоит не так просто. Поэтому правильнее будет считать, что любым из способов можно получить как хороший по характеристикам, так и плохой ствол. Необходимо помнить, что абсолютно прямых и идеальных стволов не существует. Главное, понять, какой степени кучности вы пытаетесь добиться.
Подбор патрона сводится к поиску наиболее прогнозируемой вибрации ствола, чтобы пуля покидала ствол при одном и том же пространственном положении дульного среза. Повреждение донца пули ведет к резкому ухудшению кучности.
ДУЛЬНЫЙ СРЕЗ СТВОЛА
Пуля должна покидать ствол правильно, и отвечает за это дульный срез. Если дульный срез выполнен с наклоном по отношению к оси ствола, то пороховые газы, истекающие за пулей, создают реактивный эффект, который отклоняет пулю и приводит к ухудшению кучности. Такой же эффект наблюдается, если дульный срез имеет выщерблены или повреждена околодульная нарезная часть ствола. Дульный срез должен быть ровным по всей окружности, любые отклонения от нормы серьезно ухудшают кучность.
ПОДГОНКА ЗАТВОРНОЙ ГРУППЫ И ЗАТЯЖКА ЛОЖЕВЫХ ВИНТОВ

Возможность регулирования под конкретного стрелка
делает ее универсальной.
Подобные манипуляции могут улучшить показатели хорошо изготовленного ствола, но заставить точно стрелять дефектный ствол они не в состоянии. Затяжка винтов не должна быть излишней, но проверять ее необходимо постоянно.
Затворная группа, расположенная со смещением относительно оси ствола, может частично ухудшить кучность винтовки, все же качество изготовления ствола в гораздо большей степени влияет на кучность. Вообще покупка даже высокоточного ствола в специализированной фирме — это всегда лотерея. Для осмотра канала ствола требуется эндоскоп, а такой дефект, как дегрессивный шаг нарезки — переход к более длинному шагу, особенно в ближней к дульному срезу части ствола, — вообще не различим.
В целом можно сказать, что изготовление высококачественной винтовки процесс весьма трудоемкий, который в большей степени основывается на опытном подборе всех комплектующих и патрона.
Но в то же время этот вопрос мало изучен, так как существует масса серийных моделей винтовок, которые отличаются отменным кучным боем, несмотря на невысокое качество деталей, из которых они собраны.
 |
| Оружейный ламинат — новое слово в дизайне оружия. |
Владимир Синцов
Фото Антона Журавкова
Охотники.ру 2012
Источник: arsenal-info.ru
Как делают нарезы в оружейных стволах?
Первоначально использовался резец имеющий винтовое рабочее движение и радиальное движение подачи.
Сутками нарезы делались.
Потом винтовые протяжки в ход пошли.
Потом то-ли немцы, то-ли американцы придумали обковывать ствол снаружи четырьмя бойками на твердосплавной вставке внутри ствола, имеющей винтовые канавки. Внутри ствола отпечатывался профиль канавок оправки. Ковка ведется с поворотом ствола и его движением вдоль оси. Все нарезы на крупнокалиберных стволах только так делаются. Ротационной ковкой официально называется.
Да и для мелкокалиберных — в ходу.
Нарезы с переменным шагом только электроэрозией или электрохимией можно сделать.
Метод электрохимической обработки это по сути — анодное растворение, когда пропускается постоянный ток между анодом (ствол) и катодом — инструментом (обычная сталь) в электролите, который прокачивается через зазор между стволом и инструментом (обычно любые натриевые соли) . Катод не изнашивается. Токи — сотни ампер.
Также электроэрозионной обработкой нарезы в стволах делают, используя свойство искро-дугового разряда разрушать металл.
Источник: Когда-то закрытый двухтомник шефа по производству артиллерийских систем читал.
Остальные ответы
станком. наверна инструмент похож на сверло
а зачем тебе. есть специальный метчик для нарезки определенной резьбы.
Спец. инструментом — «протяжкой», большие стволы — нарезы прожигают электро- эрозионным методом.
Надеюсь, речь идёт о нарезкак внутри ствола оружия?
Ружьё — это без нарезок. А вот винтовка — имеет винтовую нарезку в стволе для придания вращения пуле, что приводит к существенному повышению точности стрельбы, поэтому она так и называется, от слова «винт». Поэтому внутри ствола на станках и вытачивается круговая винтовая резьба, что здесь такого сложного?
А я бы всё оружие переплавил бы на более плезные вещи, ведь всё оружие — это ОРУДИЕ УБИЙСТВ!
Всего Вам доброго!
берут и нарезают)
и так далее. в пределах одного ответа на мэйл ру это не обьяснить
На массовом оружие самый популярный метод — дорнирование, т. е. протяжка специальной заготовки с нарезами по горячему стволу, с одновременной оковкой по окружности. Все российские и подавляющее большинство зарубежных работают по этой технологии
Все орудия нарезаются на специальных нарезных станках . Механическим способом. Для этого применяются спец. инструменты, спец. оснастка и т. д.
Источник: otvet.mail.ru
Как нарезать ствол
В чем причина повышенного разброса попаданий из нарезного ствола? Причин достаточно. Это и излишне затянутые ложевые винты, ослабление монтажных колец прицела, нестандартный график давления в стволе, неправильная комбинация порохового заряда и пули. Но есть факторы, которые кардинально влияют на величину разброса.
Для оптимальной кучности патронник должен быть изготовлен очень тщательно. Выполненный с минимальными допусками патронник обеспечивает лучшую кучность, так как гильзу при этом меньше раздувает. Недопустимы радиальные и угловые отклонения патронника от оси ствола. Причина таких отклонений — технологичность (дешевизна) производства.
Если оружейный мастер изготавливает патронник из заготовки ствола вручную разверткой от полутора до двух часов, то в поточном производстве данная операция длится всего 40 секунд. Однако повлиять на разброс попаданий может только сильное отклонение оси патронника от оси ствола. Обнаружить такой дефект несложно. Следует взять калиберный патрон, закоптить пулю и ввести в патронник. Если следы нарезов отпечатаются несколько односторонне, а вам необходим высокоточный ствол, то такой ствол можете смело забраковать.
ИЗНОС СТВОЛА

ПРОЩАЙ, МОЛОДОСТЬ!
Часть ствола возле патронника испытывает воздействие
максимальных температур и давлений. Ствол в этом месте
более всего подвержена термической эрозии. Особенно это
заметно при большом настреле. Со временем и в дульной
части канала ствола образуется раструб, иногда такой,
что вставленный в него патрон проваливается
по самые скаты гильзы.
После определенного настрела любой ствол начинает снижать показатели по кучности. Одинаковых стволов нет, поэтому и живучесть может различаться. В стандартных охотничьих калибрах, таких как .308 или .30-06, где используются прогрессивно горящие пороха, не вызывающие большого разгара канала ствола, его живучесть может достигать 8000 выстрелов без заметного увеличения рассеивания. А стволы под такие калибры, как .30-378 или 7.82 Warbid, едва справляются с настрелом в 800 выстрелов.
Износ заметен в оружии по растущему статистическому показателю рассеивания. Износу подвержены преимущественно переходной конус — та часть канала ствола, где пуля входит в нарезы, и дульный срез — там, где пуля покидает канал ствола. Медленно, но переходной конус выгорает под действием пламени и пороховых газов.
Характерная сетка разгара хорошо заметна в переходном конусе изношенного ствола с хромированным каналом. Как следствие разгара, растет так называемая глубина посадки. Патрон, введенный в патронник, уже не упирается пулей в нарезы, и при выстреле пуля приобретает свободный ход до врезания в нарезы. Дульный же срез легко изнашивается даже в процессе чистки. Его легко повредить металлическим «ершиком» или шомполом, если не соблюдать аккуратность.
Грамотная чистка и соблюдение температурного режима ствола во время стрельбы также продлевают его срок эксплуатации и характеристики. Однако если ствол чистить веществами на основе аммония или хлоратами, то они выходят из стали слишком долго, что может иметь нежелательные последствия. Многие винтовки из нержавеющей стали страдают более от небрежной чистки, чем от чего-либо другого.
Больше всего на износ ствола влияют температура и трение пули. Максимальных значений температура и трение достигают в районе перехода из патронника в нарезную часть ствола. Патроны «магнум» за счет большой скорости пули, большего трения и более высокой температуры пороховых газов ускоряют износ ствола.
Следствием всех вышеописанных дефектов — несоосность канала ствола и патронника, разгар переходного конуса, растертость дульной части ствола, а также дефекты затвора — является возникновение при выстреле высокочастотных колебаний ствола, негативно влияющих на рассеивание.
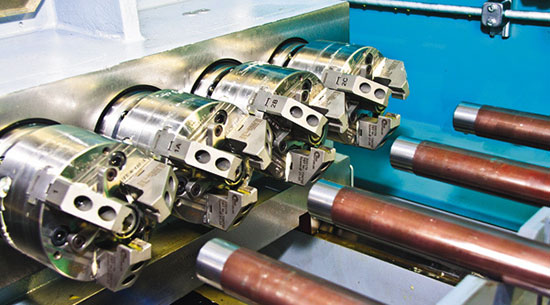 |
| Современное оборудование позволяет одновременно обрабатывать четыре ствольных заготовки. |
СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И ЕГО КАЧЕСТВО
Этот фактор наиболее сильно влияет на кучность по сравнению с другими. Качество ствола определяют жесткие стандарты производителя и качество металла, а не вид нарезки.
Известно, что нарезные стволы изготавливают, как правило, тремя способами: «нарезка», «дорнирование» и холодная ковка. Правда, не каждый высококлассный стрелок сможет разъяснить, в чем же заключается превосходство одного способа над другим. Из любой заготовки с хорошо снятыми внутренними напряжениями, изготовленной из качественной ствольной стали — нержавеющей или хромомолибденовой, — имеющей ровную поверхность, прошедшую хонингование, может выйти качественный ствол.

Вибрации при обработке резанием недопустимы,
индикатор их отсутствия — надежно
стоящая на ребре монета.
В зависимости от калибра и давления, развиваемого в патроннике, для изготовления ствола используют одну из трех распространенных ствольных сталей. Для стволов под патроны кольцевого воспламенения калибра .22 используется сталь марки 1137 (отечеств. аналог — сталь 35Г2). Для стволов под патрон калибров от .243 до .30-06 стандартной является CrMo сталь марки 4140 (отечеств. аналоги — стали 42ХМ и 38ХМА). Матчевые стволы сегодня принято изготавливать из патентованного сплава марки 416R (отечеств. аналог — сталь 20Х13).
«Нарезка» — наиболее старый способ изготовления нарезных стволов, который заключается в многократном проходе резца по каналу ствола, при этом за один проход обрабатывается только один нарез. Нарезы изготавливаются при помощи специального инструмента, режущая кромка которого двигается по одному нарезу и проходит его за один оборот заготовки.
За один проход нарезы углубляются на 5 микрон. Когда процесс завершен, резец отжимается, возвращается в патронник, и затем операция повторяется. Так как для достижения нужной глубины одного нареза требуется примерно 25−30 проходов, этот процесс продолжается довольно долго. Хотя изготовление нарезов резанием трудоемкий и, кроме того, дорогой метод, на его применение идут, чтобы обеспечить точный выстрел.

Изготовление затворных групп для высокоточного оружия,
их подгонка требуют современного прецизионного
оборудования и пунктуального соблюдения
технологического процесса.
«Дорнирование» наиболее простой и дешевый способ создания нарезного ствола. После порезки и нормализации заготовки сверлят, затем развертывают и хонингуют. Хонингование (англ. honing от to hone — точить) — отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и одновременно совершает возвратно-поступательные движения. И только после этого приступают непосредственно к «дорнированию».
Дорн представляет собой очень твердый стержень, сделанный из карбида вольфрама, с выемками для полей и выступами для нарезов. Его продавливают сквозь канал ствола с силой около 80 000 ньютонов. В результате образуются нарезы с необходимыми параметрами (число, глубина, шаг). Так как обработке подвергается лишь внутренняя поверхность заготовки, то возникающие в процессе дорнирования напряжения относительно невелики. Для их устранения заготовки еще раз нормализуют в вакуумной печи в азотной среде.
Методика дорнирования совершила революцию в послевоенной оружейной промышленности, изменив традицию изготовления стрелкового оружия.
Используя качественную сталь, опытный мастер может изготовить за день сотни стволов с почти идентичным внутренним диаметром. Наиболее важным моментом этого способа получения нарезного ствола является значительное снижение стоимости качественного ствола.
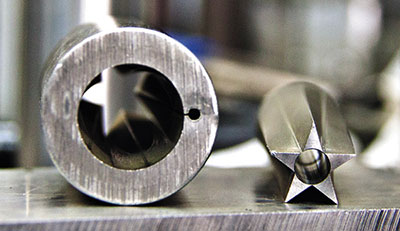
Пример работы современного станка с ЧПУ —
такая заготовка получается за одну операцию.
«Холодная ковка» — метод ковки на оправке — был разработан в 1930-х годах в Германии. Процесс довольно дорогостоящий, его, как правило, используют крупные производители оружия. Как следует из названия этого метода, в процессе ротационной ковки молот обжимает ствол. По мере того как проковывается ствол, продвигается и поворачивается оправка. Процесс занимает три минуты, причем получившийся ствол требует минимум машинной обработки и доводки до нужных размеров.
При ковке на оправке молекулярная структура уплотняется, в результате чего канал ствола имеет тенденцию к сужению у дула. Считается, что это сужение уменьшает деформацию пули, дает более высокие начальную скорость и точность, но уменьшает срок жизни ствола. Преимущество, которое дает метод изготовления с помощью пуансона и холодной ротационной ковки на оправке, это то, что канал ствола более ровный и гладкий, чем при нарезании. Последующая термобработка имеет целью снять внутренние напряжения в стволе, негативно влияющие на отклонение СТП (средняя точка попадания) при его нагреве. В отсутствии напряжений в стволе и состоит фактическая основа рекламы о преимуществах тех или иных технологий.
Теоретически считается, что «нарезка» позволяет изготовить наиболее точные стволы, а «дорнирование» наименее точные. На практике все обстоит не так просто. Поэтому правильнее будет считать, что любым из способов можно получить как хороший по характеристикам, так и плохой ствол. Необходимо помнить, что абсолютно прямых и идеальных стволов не существует. Главное, понять, какой степени кучности вы пытаетесь добиться.
ПОДБОР БОЕПРИПАСА
Подбор патрона сводится к поиску наиболее прогнозируемой вибрации ствола, чтобы пуля покидала ствол при одном и том же пространственном положении дульного среза. Повреждение донца пули ведет к резкому ухудшению кучности.
ДУЛЬНЫЙ СРЕЗ СТВОЛА
Пуля должна покидать ствол правильно, и отвечает за это дульный срез. Если дульный срез выполнен с наклоном по отношению к оси ствола, то пороховые газы, истекающие за пулей, создают реактивный эффект, который отклоняет пулю и приводит к ухудшению кучности. Такой же эффект наблюдается, если дульный срез имеет выщерблены или повреждена околодульная нарезная часть ствола. Дульный срез должен быть ровным по всей окружности, любые отклонения от нормы серьезно ухудшают кучность.
ПОДГОНКА ЗАТВОРНОЙ ГРУППЫ И ЗАТЯЖКА ЛОЖЕВЫХ ВИНТОВ

Возможность регулирования под конкретного стрелка
делает ее универсальной.
Подобные манипуляции могут улучшить показатели хорошо изготовленного ствола, но заставить точно стрелять дефектный ствол они не в состоянии. Затяжка винтов не должна быть излишней, но проверять ее необходимо постоянно.
Затворная группа, расположенная со смещением относительно оси ствола, может частично ухудшить кучность винтовки, все же качество изготовления ствола в гораздо большей степени влияет на кучность. Вообще покупка даже высокоточного ствола в специализированной фирме — это всегда лотерея. Для осмотра канала ствола требуется эндоскоп, а такой дефект, как дегрессивный шаг нарезки — переход к более длинному шагу, особенно в ближней к дульному срезу части ствола, — вообще не различим.
В целом можно сказать, что изготовление высококачественной винтовки процесс весьма трудоемкий, который в большей степени основывается на опытном подборе всех комплектующих и патрона.
Но в то же время этот вопрос мало изучен, так как существует масса серийных моделей винтовок, которые отличаются отменным кучным боем, несмотря на невысокое качество деталей, из которых они собраны.
 |
| Оружейный ламинат — новое слово в дизайне оружия. |
Владимир Синцов
Фото Антона Журавкова
Охотники.ру 2012
- Статьи » Мастерская
- Mercenary 9990 0
Источник: weaponland.ru