В данной статье мы поговорим о газовых резаках. Для чего нужен газовый резак? Как ни странно, но он нужен для резки металла. Для этого сначала нужно нагреть метал до температуры плавления, а затем подать туда струю кислорода для того, чтобы металл начал гореть, и таким образом, осуществляется резка.

Для этого чаще всего используют два типа горючего газа:
Обычно на газорезке, предназначенной для резки с пропаном в наименовании имеется буква «П» в ацетиленовой версии используется буква «А».
Газорезки могут делиться по толщине реза:
Резаки с пометкой «Р1» способны резать металл до 100 миллиметров.
С пометкой «Р3» способны резать металл до 300 миллиметров.
Сейчас, к сожалению, не все производители соблюдают это требование. К примеру, на рынке могут встретиться резаки, помеченные индексом «Р3», и потребители думают, что они могут осилить металл до 300 миллиметров, но это оказывается не так.
[ПРОСТЫМИ СЛОВАМИ О РЕЗАКЕ] КАК ПРАВИЛЬНО ЗАЖИГАТЬ РЕЗАК, И КАК ЕГО ЗАЖИГАЮТ ВСЕ!!!
Также резаки делятся между собой по принципу смешения газа:
Инжекторный резак. Они имеют 2 трубки. Горючий и подогревающий кислород движется на выход по одной трубке, а режущий кислород по другой.

Есть ещё и резаки с тремя трубками. Они называются «С внутрисопловым смешиванием газа». Все 3 вида газа идут по отдельной трубке и смешиваются на выходе в отдельной установке, под названием «Сопля». Поэтому этот вид газорезки называется внутрисопловое смешивание.

По типу подачи режущего кислорода резаки делятся на вентильные и рычажные:
Вентильные резаки имеют специальный вентиль, с помощью которого газорезчик может увеличивать и уменьшать подачу кислорода.

Рычажный. Исходя из названия, можно понять, что он имеет специальный рычаг, по нажатию на который происходит подача режущего кислорода.

Как выбрать газовый резак для газорезки?
Здесь пойдёт речь о том, как правильно выбрать резак? Р1 или Р3? Как выбрать резак по внешнему виду?
Прежде всего, нужно отметить, что невозможно сделать выбор глядя на какую-то рекламу или картинку. Для того, чтобы правильно выбрать резак его нужно как минимум взять в руки.
Для начала нужно определиться с тем, для каких целей вы хотите приобрести резак? Если вам нужен резак чтобы резать металл до 100 миллиметров, то нужно приобретать резак с пометкой Р1. Если же нужно резать металл до 300 миллиметров, соответственно это будет приспособление с пометкой Р3. Далее, нужно обратить внимание на внешний вид резака и из чего изготовлен наружный мундштук резака.
Для хорошей и безопасной работы с устройством нужно приобретать резак с мундштуком, изготовленным из хромистой бронзы или из материала не уступающим ей по своим физико-механическим свойствам. Например, это может быть медь.
Также необходимо обратить внимание на то, из чего изготовлена внутренняя часть мундштука. Для безопасного и долгосрочного использования газорезки — внутренний мундштук должен изготавливаться из хромистой бронзы или меди. Различить их можно по цвету.
Из чего должен быть изготовлен резак?
Изготовление резаков допускается из латуни, она имеет жёлтый цвет. Из меди, она будет иметь цвет меди. Или из нержавеющей стали, серого цвета. Приобретать резаки, изготовленные из других материалов – не рекомендуется.
Для долгосрочной работы рекомендуется приобретать разобранный резак. Он должен иметь разъёмные соединения на тот случай, если, допустим, из строя вышел наконечник, износилась головка или прогорела трубка. Такие газорезки можно легко разобрать и без особого труда и усилий заменить испорченную делать.
Желаем сделать вам удачный выбор, руководствоваться данной статьёй и следить за безопасностью своей жизни и жизни своего помощника — резака.
Источник: weldering.com
Газовый резак: классификация, устройство, сферы применения

Газовый сварочный резак используется для соединения металлов посредством нагревания их кромок высокой температурой, которая появляется при сгорании горючего газа в кислороде. В горелке при сжигании смеси образуется горячее пламя, оно и расплавляет кромки деталей, затем они соединяются посредством присадочной проволоки и образуют крепкие швы.
А также широко применяется газовый резак для резки металла. Он нужен для газокислородной резки. В отличие от предыдущего процесса, резка происходит по аналогичному принципу, только детали не соединяются, а разъединяются.
Сферы применения газовых резаков
Данные агрегаты используются в таких целях:

- с целью разделки металлолома перед переплавкой во время сортировки;
- для выборки дефектов швов, появившихся при сварке;
- для ликвидации последствий аварий;
- чтобы убрать поверхностные дефекты на слитках при литейном производстве;
- с целью раскроя металлических листов и проката перед монтажом металлических конструкций;
- с целью предварительной разделки кромок перед сваркой;
- с целью демонтажа конструкций из стали.
Классификация
Резаки по своему назначению подразделяются на специальные и универсальные. Универсальные же бывают эжекторными и безэжекторными, все зависит от того, как в них смешивается горючий газ и кислород.

По методу резки изделий газовые резаки любого вида бывают такими:
- для поверхностной обработки металла;
- копьевой;
- разделительной;
- кислородно-флюсовой.
Газовые горелки бывают следующими:

- кислородные — это эжекторные конструкции, в которых посредством кислорода образуется горящая струя.
- керосиновые — работает с помощью керосина и применяется для обработки изделий толщиной до 20 см на основе углеродистых сталей.
- пропановые — такой вариант подходит для резки чугунных труб и прочих изделий из черного или цветного металла. Газовый пропановый резак считается наиболее надежным и безопасным, при этом обеспечивает высокую производительность работ.
- ацетиленовые — предназначены для резки листов и деталей большой ширины, часто используется при газокислородной резке, и обязательно оснащаются специальным вентилем, который регулирует мощность и скорость подачи кислорода в рабочую зону.
Универсальные резаки с эжектором — наиболее востребованные. Подобные агрегаты помогают использовать горючий газ при определенных условиях, давление должно составлять 0,03−1,5 кгс/квадратный сантиметр. Универсальное устройство может разрезать металлические изделия в разных направлениях, оно простое и удобное в применении, имеет малые габариты. С его помощью можно обрабатывать металл толщиной 3−300 мл.
Преимущества и недостатки газовых резаков
Раскроить металлические листы быстро и успешно на отдельные части требуемых форм можно по-разному:
- с помощью ручных ножниц по металлу, то толщина изделия должна составлять максимум 1,5 мм;
- газовым резаком (ацетиленовым или кислородно-пропановым);
- установкой воздушно-плазменной резки;
- с помощью угловой шлифовальной машины.

Преимущества газового оборудования для обработки такие:
- можно резать заготовки толщиной в 4−500 мм (в зависимости от типа оборудования);
- стартовые затраты на оборудование будут минимальными.
Имеет это решение и ряд недостатков:

- возникает тепловая деформация;
- иногда нужно дорабатывать кромки и делать другие операции;
- стоимость получения метра прорези высока;
- потребуется управлять химической реакцией горения;
- ширина реза большая;
- существует риск пожара;
- нельзя раскраивать нержавейку и цветные металлы;
- при большой толщине конусность реза слишком заметна.
С помощью кислородно-ацетиленовых и плазменных резаков можно делать криволинейные контуры небольшого радиуса. При работе с оборудованием обоих видов потребуется прилагать усилия с целью контроля расстояния от поверхности изделия до мундштука или же сопла.
Проблема решается использованием специальной каретки, в которую вставляется резак. Когда вы это сделаете, то сможете обеспечить постоянное расстояние до детали во время движения. А если сменить угол наклона, то в итоге получится рез с нужным скосом для сварки.
Особенности обработки
Любой легирующий элемент самому сплаву добавляет ряд свойств, и его присутствие в определенном количестве никак не влияет на процесс резки. Медь или алюминий, улучшающие теплопроводность, помогают быстро отвести тепло от места контакта поверхности с пламенем. Так, ацетиленовым резаком работать будет невозможно, если в составе меди показатели элементов будут превышать следующие отметки:

- хром — 5 процентов;
- вольфрам — 10%;
- марганец — 12%;
- углерод — 1,2%;
- алюминий — 0,5%;
- кремний — 4 процента.
Конструкция резака
Если сварщик работает самостоятельно, то ему может часто требоваться быстро переключаться с процесса резки на сварку. А шланги отсоединять выходит быстро. Время сэкономить можно с помощью специального вставного резака для горелок. Мундштуки можно использовать с «Сотки», при смене можно получить в толщинах отверстия до 100 миллиметров.
Если говорить об устройстве резака, то оно выглядит таким образом:
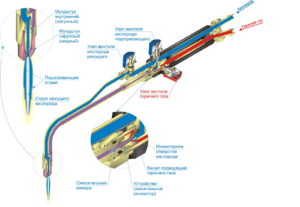
- газ по шлангам поступает в корпус резака через ниппели. Пропан идет к западному вентилю, а кислород расходится на две потока, один из которых пойдет на вентиль подогревающего кислорода, а второй — на вентиль режущего кислорода, он расположен за пределами рукоятки;
- при открытии вентиля подогревающего кислорода он под давлением подается в ключевое отверстие инжектора, через ряд периферийный отверстий к нему подходит пропан за счет разряжения;
- в смешанном виде газы продвигаются по нижней трубке наконечника в сторону мундштуков;
- в головку наконечника резака вкручиваются внутренний и внешний мундштуки с наружной резьбой;
- по первому вентилю с центральным каналом подается кислород;
- подогревающий газ выходит из кольцевого зазора, который образовывается снаружи;
- когда появляется пламя, оно направляется на начальное место реза заготовки. Открывается вентиль режущего кислорода, когда участок нагрет до нужной температуры. Газовая струя под давлением сжигает металл и тут же выдувает его окисью.
Далее ацетиленовый или пропановый резак ведется на определенном расстоянии от металлического изделия, сзади остается узкая прорезь, которая ограничена боковой и лобовой плоскостями.
Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Мундштук — это расходный материал, поскольку быстро подвергается изнашиванию, а также он забивается остатками расплавленных металлов.
Ниппель для шланга должен быть сделан на основе латуни. Если вы планируете приобретать бюджетный газовый резак вместе со шлангами, то его составляющие могут быть частично алюминиевыми, что делает изделие быстро изнашиваемым, и покрыты сверху под латунь или медь.
Правила применения оборудования
Прежде чем начать использовать такой резак по назначению, его нужно будет подготовить правильным образом:
- убедитесь, правильно ли подсоединены газовые шланги. Так, шланг для подачи кислорода нужно присоединить к штуцеру с правой резьбой. А вот шланг для горючего газа — к штуцеру с левой резьбой соответственно;
- все соединения подтягиваем, затем проверяем их на герметичность, чтобы при работе смесь не подвергалась утечке.
А также рекомендуется смазать резиновые сальниковые уплотнители вентилей глицерином или специальной смазкой. И только затем уже поджигается резак и начинается процесс резки.
Последовательность действий следующая:

- сначала откройте кислородный вентиль, а потом — газовый;
- горючую смесь, выходящую из устройства выпуска, поджигаем;
- струю пламени отрегулируйте до нужного размера и интенсивности посредством вентилей;
- прогрейте металл, пока участок нагрева не приобретет соломенный оттенок;
- откройте вентиль режущего кислорода, начинаем процесс резки;
- после окончания резки сначала перекройте газовый, а потом кислородный вентиль;
- при сильном нагревании наконечника его опускают в холодную воду.

В процессе работы следует проявлять особую внимательность и не допускать даже малейших ошибок. Если резка выполняется вручную, нужно надеть защитную маску и специальные перчатки.
Одежду следует надевать на основе натуральных тканей, при работе с огнем не допускается синтетика и другие легковоспламеняющиеся материалы. А также обувь должна быть удобней, чтобы передвигаться в ней было легко и быстро, если возникнет нештатная ситуация.
Поверхность для резки металла должна быть предварительно обезжирена. Потому как если кислород вступить в реакцию даже с минимальным количеством масла, то это также может спровоцировать взрыв. Нельзя прикасаться к баллону масляными руками, также строго запрещено курение в помещении.
Если шланг с газом случайно слетает или рвется, то переживать не стоит. Часто паника провоцируется издаваемым в этот момент громким звуком. В такой ситуации нужно, как можно быстрее перекрыть сначала пропан, затем кислород.
После применения резак нужно держать в специально отведенном месте, где на него не попадет жир или масло. А редукторы нужно хранить отдельно, резак же со сварочной горелкой можно держать вместе.

Стоимость таких приборов бывает разной. Она зависит от следующих показателей:
- страна-производитель;
- назначение;
- технические характеристики;
- бренд;
- вид;
- параметры.
Наиболее дорогостоящие аппараты — американские или южнокорейские. Они отличаются высоким качеством и длительным гарантийным сроком. А вот изделия из Китая — традиционно самые дешевые и имеют сомнительное качество. Однако даже по скромной цене вы сможете отыскать качественный резак, главное — это определиться, какой его параметр для вас наиболее важен.
Источник: tokar.guru
Виды газовых резаков и принцип действия
Современные газовые резаки – оборудование, которое предназначается для быстрой и качественной резки всех типов стали, в том числе – углеродистых и низколегированных. Такие устройства широко применяются во всех производственных сферах.

Принцип работы
Раскройка металла происходит за счет его расплавления под воздействием направленной струи кислорода на линию предполагаемого среза. После плавки эта же струя выдувает окислы, образовавшиеся в зоне среза.
Применение газовых резаков эффективно в следующих случаях:
- При необходимости разделки металлоконструкций перед последующей переплавкой во время сортировочного процесса.
- Для исправления дефектов, образовавшихся во время выполнения сварочных работ.
- Для ликвидации последствий аварий.
- В литейном производстве для исправления внешних дефектов на готовых слитках.
- В металлургии для раскроя металлических листов и проката перед монтажом конструкций из металла.
- При необходимости разделочных работ перед сваркой.
- При проведении демонтажа стальных конструкций.
Конструкция газовых резаков
Газовый резак состоит из следующих частей:
- Ствола.
- Наконечника.
- Рукоятки, оборудованной ниппелями для присоединения рукавов с газом и кислородом.
- Корпуса с вентилями, предназначенными для регулировки подачи газа и кислорода.
- Инжектора.
- Смесительной камеры.
- Трубки, предназначенной для подачи кислорода и горючей смеси.
- Соединительной гайки, которая служит для крепления ствола к корпусу устройства.
В процессе работы устройства газ по шлангам направляется в корпус изделия через ниппели. Горючий газ при этом должен идти в однопоточном режиме по направлению к западному вентилю, а кислород – расходиться на два потока, один из которых направляется на подогревающий вентиль, а второй – на вентиль режущего кислорода, расположенный за пределами рукояти.
Когда вентиль подогревающего кислорода открыт – газ, находящийся под давлением, направляется в основное инжекторное отверстие. К нему же, через ряд периферийных отверстий, подводится разряженный горючий газ.
После того как газы смешиваются, они направляются к мундштукам по нижней трубке наконечника.
ВАЖНО! при работе с газовым оборудованием категорически запрещено:
- продувать кислородом рукав для пропана;
- менять рукава между собой.
К головке наконечника подводится кислород и подогревающий газ, который выводится из кольцевого зазора. После появления пламени струя направляется на место предполагаемого среза, после чего струя газа сжигает металл и удаляет побочный продукт в виде окиси.
Чтобы произвести раскройку, головка устройства с режущей струей проводится на определенном расстоянии от заготовки, после чего на обработанном участке остается узкая прорезь, ограниченная боковой и лобовой плоскостями.
Предельная температура пламени, вырабатываемого газовыми резаками, работающими на пропане, составляет 2800 градусов. Для устройств, работающих на ацетиленовом топливе, этот показатель составляет 3100 градусов.
Виды газовых резаков
Режущее газовое оборудование традиционно квалифицируется по различным признакам, но к основным причисляют тип используемого горючего материала и характеристики смешения газа с кислородом. Также резаки могут быть разделены по назначению (на специализированные и универсальные), а также типу производимого среза (разделительные, поверхностные и кислородно-флюсовые).
Инжекторные
Устройства инжекторного типа работают по принципу внутрисоплового смешения рабочих газов. Такая конструкция позволяет обеспечить высокие показатели надежности и безопасности работы механизмов. Это обусловлено тем, что горючий газ и кислород подаются к соплу по отдельным каналам и смешиваются в специальной смесительной камере непосредственно перед подачей.
Безинжекторные
Безинжекторные резаки не имеют специальной камеры для смешения газов. Кислород к соплу подводится по двум каналам, горючий газ – по третьей. Смешиваются вещества только внутри головки резака. Устройства этого типа для эффективной работы требуют большего давления газа в сравнении с инжекторными аппаратами.
Классификация по используемому горючему газу
Пропановые
Газовые резаки, работающие на пропане, идеально подходят для обработки труб из чугуна и других изделий, изготовленных из черных и цветных металлов. Пропановые газовые резаки по праву считаются самыми надежными и безопасными и при этом способны обеспечить максимальную производительность работ.
Ацетиленовые
Ацетиленовые газовые резаки используют для нарезки листового металла и больших по площади деталей. Такие устройства в обязательном порядке оборудуются специальным вентилем, регулирующим скорость и мощность подачи кислорода в рабочую зону.
Универсальные
Универсальные газовые резаки инжекторного типа наиболее востребованы на сегодняшний день. Эти устройства позволяют использовать мощность рабочего газа, если давление внутри корпуса составляет от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный резак прост и удобен в использовании, обладает сравнительно небольшими габаритами и способен разрезать изделия из металла в разных направлениях. С его помощью можно эффективно обработать металл с толщиной от 3 до 300 мм в толщину.
Плюсы и минусы газовых резаков
К достоинствам газовых резаков относят:
- Возможность эффективно обрабатывать металл с толщиной до 300 мм (в зависимости от модификации и рабочих параметров оборудования).
- Стабильность горения выходящего пламени. Сжигание смеси происходит без хлопков и обратнонаправленных ударов.
- Возможность работы с металлом в любом направлении.
- Эффективность.
- Высокую производительность.
- Удобство и простота обслуживания оборудования.
- Низкую стоимость устройств и комплектующих.
К недостаткам можно причислить:
- Вероятность возникновения тепловой деформации материала.
- Необходимость доработки образовавшихся в результате разреза кромок.
- Высокий риск возникновения пожара.
- Большая ширина среза, что делает необходимым соблюдение припусков при проведении разметочных работ.
- Нельзя применять в работе с нержавеющей сталью.
- При работе с металлами большой толщины становится заметна конусность среза.
Как выбрать подходящий резак?
Чтобы избежать ошибок при выборе газового резака, необходимо тщательно изучить конструктивные особенности устройств. Это позволит определиться с выбором и понять, какие из факторов являются ключевыми.
При выборе необходимо следовать следующим правилам:
- Модели с ниппелями, изготовленными из латуни и алюминия, более предпочтительны, так как срок их службы значительно выше, чем сроки службы деталей из других сплавов.
- Мундштук резака должен быть изготовлен из меди или хромистой бронзы. Если речь идет о выборе газового резака ацетиленового типа, следует обратить внимание на то, чтобы внутренний мундштук также был изготовлен из меди. Для других видов устройств допустимо использование аналогов, изготовленных из латуни.
- Соединительные трубки должны быть изготовлены из латуни. Крайне важно, чтобы детали не были покрыты декоративными материалами, так как такое покрытие может скрывать мелкие дефекты, из-за которых срок службы устройства существенно снизится.
- Вентильные шпиндели резака должны быть изготовлены из нержавеющей стали. Аналоги из других сплавов отличаются небольшим сроком службы.
- Рукоять резака должна быть изготовлена из алюминия, устройства с пластиковыми держателями подвержены деформации. Размер рукояти не должен быть меньше 40 мм.
- Важно также обратить внимание на предельную толщину металла для резки. В зависимости от целей, стоящих перед покупателем, можно выбрать устройства с возможностью резки до 300 мм.
Источник: www.smsm.ru
Газовый резак по металлу
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.

Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.

Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.

Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.

Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.

Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.

Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.

Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.

Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.

Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Источник: purm.ru