В процессе эксплуатации подводной лодки довольно часто возникает необходимость в осмотре и ремонте подводной части ее корпуса, а также различных выступающих частей (рулей, винтов и т. д.). Эти работы в некоторых случаях могут выполняться на плаву при искусственном наклонении подводной лодки в продольной или поперечной плоскости. Искусственное наклонение подводной лодки, которое называется создание большого крена или дифферента, может быть осуществлено заполнением необходимого количества цистерн главного балласта, заполнением или осушением цистерн вспомогательного балласта, а также перемещением водяного балласта внутри подводной лодки. При этом, как правило, уменьшается остойчивость подводной лодки, что вызывает необходимость перед созданием большого крена или дифферента производить расчёт посадки и остойчивости подводной лодки при заданном наклонении. Создание большого крена или дифферента осуществляется только при условии обеспечения достаточной остойчивости наклоненной подводной лодки.
Аринология Сварщики «Севмаша»
На каждой подводной лодке имеется специальная инструкция по созданию больших наклонений (инструкция по созданию кренов и дифферентов), в которой рассматриваются наиболее типичные случаи создания кренов и дифферентов. Она содержит указания по подготовке подводной лодки к созданию крена или дифферента и основанные на предварительных расчётах рекомендации по оголению ряда конкретных участков корпуса подводной лодки. Но эта инструкция не исчерпывает всех возможных случаев наклонения подводной лодки, поэтому рассмотрим общий случай создания на подводной лодке большого крена и дифферента.
Создание большого крена
Создание большого крена на подводной лодке производится путём заполнения бортовых цистерн главного балласта с одного борта. При этом обеспечивается достаточная остойчивость подводной лодки, но ширина оголяемой полосы корпуса получается сравнительно небольшой средней осадки подводной лодки. Увеличение ширины оголяемой полосы может быть достигнуто за счет выгрузки части переменных грузов. С подводной лодки выгружаются те переменные грузы, которые относительно легко удаляются (вода вспомогательного балласта, замещение топливных цистерн и т. д.) и удаление которых приводит к уменьшению поперечной остойчивости подводной лодки. Предварительное уменьшение остойчивости за счет выгрузки части переменных грузов приводит к тому, что уменьшается сопротивляемость подводной лодки действию кренящих моментов, т. е. для создания заданного крена требуется меньший кренящий момент или заполнение меньшего количества цистерн главного балласта.
Определение ширины оголяемой полосы и требующемого угла крена производится по чертежу поперечного разреза подводной лодки. Исходя из полученной величины крена, определяется необходимый кренящий момент и намечаются переменные грузы для выгрузки и цистерны главного балласта для заполнения.
Для достижения наибольшей эффективности при минимальных выгрузке грузов и приеме балласта следует удалять переменные грузы по возможности из нижней части подводной лодки и заполнять цистерны главного балласта, создающие наибольшие кренящие моменты. При этом следует ориентироваться на наиболее близкий по параметрам случай наклонения, рассмотренный в инструкции по созданию кренов и дифферентов. Затем производится расчёт параметров посадки и остойчивости подводной лодки после создания у нее большого крена. В ходе расчёта определяются поперечная метацентрическая высота накрененной подводной лодки, угол крена и ширина выходящей из воды полосы борта.
Процесс подводной сварки
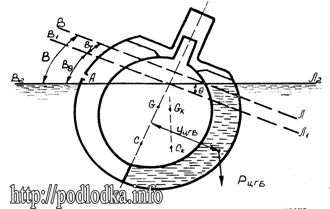
Рис. 29. Создание на подводной лодке большого крена.
На рис. 29 показано изменение посадки подводной лодки при создании большого крена. Если у подводной лодки, плавающей в прямом положении по ватерлинию ВЛ, необходимо произвести осмотр или ремонт участка корпуса А, то для этого подводную лодку нужно накренить так, чтобы она плавала по ватерлинию В2Л2. Выходящую из воды полосу борта В можно условно представить в виде двух составляющих: полосы за счёт крена Bθ и полосы за счёт изменения средней осадки при изменении нагрузки подводной лодки BТ.
Если предварительно определенный требующийся угол крена превышает 20°, то элементы посадки и остойчивости накрененной подводной лодки определяются с помощью диаграммы статической остойчивости, построенной для данной нагрузки подводной лодки. Построение такой диаграммы представляет определенную трудность. Если же подводную лодку требуется накренить на угол, меньший 20°, то расчёт поперечной метацентрической высоты можно производить по методике расчета остойчивости в случае приёма или расходования грузов с использованием диаграммы плавучести и начальной остойчивости. При этом результаты расчета получаются приближенными, но достаточно точными для практики.
Порядок расчёт при создании крена до 20°.
1. Определяется вес подводной лодки после создания крена
Рк = Р + ∑рцгб + ∑рпг
где: Р — начальный вес подводной лодки, те;
∑рцгб —суммарный вес воды, принятой в намеченные цистерны главного балласта одного борта, тс;
∑рпг — суммарный вес переменных грузов, удаленных с подводной лодки перед созданием крена, тс.
2. Определяется объемное водоизмещение подводной лодки после создания крена Vк = Рк /γ
где: γ — удельный вес воды.
3. Используя диаграмму плавучести и начальной остойчивости, по Vк определяется средняя осадка Тк и вычисляется ее изменение δТ = Т — Тк,
где: Т—начальная осадка подводной лодки, м.
С небольшой погрешностью можно считать, что Вт ≈ δT.
4. По этой же диаграмме определяется положение поперечного метацентра zск + rк подводной лодки, имеющей осадку Tk.
5. Рассчитывается положение центра тяжести подводной лодки по высоте от основной плоскости в соответствии с формулой

6. Определяется поперечная метацентрическая высота накрененной подводной лодки hк = zск + rк — zgk — δr,
где: δr —поправка к остойчивости на свободные поверхности жидкостей, которая обычно составляет 0,03—0,05 м.
Поперечная метацентрическая высота накрененной подводной лодки должна быть не менее 0,2 м. Если полученная при расчете величина hк будет меньше 0,2 м, то следует изменить намеченные мероприятия по выгрузке переменных грузов. Для повышения остойчивости в этом случае необходимо уменьшить количество переменных грузов, выгружаемых из нижней части подводной лодки. После этого производится повторный расчёт.
7. Определяется угол крена, который будет иметь подводная лодка, из условия равенства кренящего момента mкр = ∑Рцгбyцгб cosθ и восстанавливающего момента mθ = Ркhк sin θ (см. рис. 29):

 .
.
8. Определяется приблизительная ширина полосы борта, оголяемая за счёт крена

,
где: D — диаметр корпуса подводной лодки в оголяемом районе корпуса, м.
9. Определяется приблизительная ширина полосы борта, оголяемая за счет изменения осадки и накренения подводной лодки В=Вθ+Вт.
— выгрузка переменных грузов;
— подготовка подводной лодки к погружению с обязательным задраиванием верхнего рубочного люка (личный состав — по готовности № 1);
— определение очередности заполнения цистерн главного балласта;
— подготовка к немедленному продуванию намеченных к заполнению цистерн главного балласта, которая заключается в закрытии клапанов аварийного продувания цистерн противоположного борта, что должно обеспечить быстрое выравнивание крена в случае необходимости с помощью системы аварийного продувания;
— поочередное заполнение намеченных цистерн главного балласта путём медленного открывания вручную клапанов вентиляции; после заполнения цистерны клапан вентиляции немедленно закрывается, что обеспечивает её готовность к продуванию.
В процессе создания крена постоянно контролируется изменение посадки подводной лодки, соответствие посадки расчётным данным.
После выполнения ремонтных работ с корпусом подводной лодки выравнивается крен путём поочередного продувания заполненных цистерн главного балласта воздухом высокого давления. Система погружения и всплытия и нагрузка подводной лодки приводятся в исходное положение.
Создание большого дифферента
Создание большого дифферента (рис. 30) может быть осуществлено заполнением цистерн главного балласта одной оконечности, заполнением или осушением цистерн вспомогательного балласта и специального назначения, а также перемещением водяного балласта из одной оконечности подводной лодки в другую. При этом практически всегда существенно снижается продольная остойчивость подводной лодки уменьшения площади действующей ватерлинии. Поэтому при создании большого дифферента необходимо особенно строго соблюдать правила безопасности, связанные с обеспечением водонепроницаемости прочного корпуса и готовности подводной лодки к погружению.
Мероприятия по созданию большого дифферента выполняются в следующей последовательности:
— определяется осадка, которую нужно иметь в оголяемой оконечности, и подбираются цистерны главного балласта, подлежащие заполнению, а также цистерны вспомогательного балласта и специального назначения, подлежащие заполнению или осушению;
— производится расчёт, в ходе которого определяются параметры посадки и остойчивости наклоненной подводной лодки и глубина акватории, необходимая для создания большого дифферента;
— создается большой дифферент путём выполнения намеченных мероприятий в предварительно разработанном порядке с соблюдением мер безопасности.

Рис. 30. Создание на подводной лодке большого дифферента.
Необходимая осадка в оголяемой оконечности может быть определена по продольному разрезу подводной лодки с использованием инструкции по созданию больших наклонений. Если необходимо оголить участок оконечности, не предусмотренный в инструкции, или нагрузка подводной лодки отличается от той, которая рассматривается в инструкции, то производится расчёт создания большого дифферента по специальной методике, которая здесь не рассматривается.
При созданнии на подводной лодке большого дифферента рассчитывается осадка оконечности, на которую дифферентуется подводная лодка (рис. 30):
— при дифференте на нос Тн = Тк + LM tg ψд,
— при дифференте на корму Тк = Тн + LM tg ψд
где LM — расстояние между марками углублений, м.
Затем определяется необходимая глубина моря в районе:
— при дифференте на нос Нм = Тн cos ψд + lнsin ψд + Hзг;
— при дифференте на корму Нм = Тк cos ψд + lкsin ψд + Hзг;
где lн и lк — расстояния от марок углублений до соответствующей оконечности, м;
Hзг — запас глубины, который берется обычно равным 5 м.
Eсли в результате расчёта окажется, что подводная лодка будет иметь недостаточный дифферент для оголения оконечности или недостаточную остойчивость (поперечную или продольную), то производится корректировка намеченных к заполнению или осушению цистерн и повторный расчёт.
После проверки расчётным путём правильности намеченных мероприятий по затоплению или осушению цистерн производится подготовка подводной лодки к созданию большого дифферента:
— выбирается район акватории моря, где отсутствует волнение и обеспечивается запас глубины под килем погружающейся в воду оконечности 3—5 м;
— подводная лодка готовится к погружению;
— герметизируется прочный корпус, проверяется связь подводной лодки с личным составом, производящим работы вне подводной лодки, которая должна осуществляться с помощью телефона аварийного буя или громкоговорящей связи.
Создание большого дифферента производится обычно в три этапа:
— заполняются поочередно намеченные цистерны главного балласта, начиная с цистерны, расположенной в оконечности, на которую дифферентуется подводная лодка (последняя из намеченных цистерн заполняется порциями);
— заполняются или осушаются цистерны вспомогательного балласта и специального назначения;
— перегоняется вода из дифферентных цистерн одной оконечности в другую, если есть в этом необходимость.
Такой порядок создания большого дифферента практически исключает опасность потери подводной лодкой продольной остойчивости.
После создания необходимого дифферента выполняются ремонтные работы. Личный состав подводной лодки находится по готовности № 1 до выравнивания дифферента. Наблюдение за обстановкой ведется в перископ.
По окончании работ дифферент подводной лодки выравнивается путём продувания воздухом высокого давления концевой цистерны главного балласта. Остальные цистерны главного балласта могут продуваться обычным порядком воздухом низкого давления. Затем восстанавливается первоначальная нагрузка подводной лодки.
Следует отметить, что для оголения определенных участков корпуса подводной лодки может одновременно создаваться крен и дифферент. При этом должны выполняться мероприятия для одного и другого наклонения в соответствии с расчётом или в соответствии с инструкцией по созданию больших наклонений.
- Главная /
- Обучение /
- Основы теории подводной лодки /
- Создание на подводной лодке больших кренов и дифферентов
Источник: podlodka.info
U-Boote.ru

Подводные лодки всех типов были оснащены дизельными двигателями и электрическими двигателями. Дизели обеспечивали надводный ход лодки, а электродвигатели — подводный. Дизели, вращавшие гребные валы, были установлены на очень мощных опорах. Они занимали почти все пространство машинного отделения, так что между ними оставался лишь узкий проход. Из-за жары и запаха топлива работать в машинном отделении было крайне тяжело, к тому же здесь было очень тесно, что сильно затрудняло устранение многих механических неполадок.
Малые подводные лодки II серии обычно оснащались дизелями мощностью 350 л.с. и электродвигателями мощностью 180 или 205 л.с. На более крупные лодки VII серии сначала устанавливали два дизеля мощностью 1160 л.с., а позднее двигатели марки F46 фирмы F. Krupp Germaniawerft AG (на большинстве лодок) или аналогичные двигатели марки M6V 40/46 фирмы MAN мощностью 1400 л.с. Дизели фирмы F.
Krupp Germaniawerft AG считались менее экономичными, но гораздо более надежными, однако отказаться в условиях массового строительства лодок от дизелей фирмы MAN немецкие кораблестроители так и не смогли. Электродвигатели подводных лодок VII серии имели мощность 375 л.с.
Дизели фирмы MAN марки M9V 40/46 мощностью 2200 л.с. устанавливались на океанических (крейсерских) лодках IX серии, однако они оказались более подвержены поперечной качке (центр тяжести выше, чем у V-образных), что при излишне облегченной конструкции приводило к частым поломкам. Лодки IX серии обычно имели электродвигатели мощностью 500 л.с., однако на «электролодках» XXI серии мощность электродвигателей равнялась 2500 л.с., что имело важную роль при подводном ходе. Электродвигатели устанавливались на тех же гребных валах, что и дизели, и поэтому они работали в холостом режиме, когда лодка шла на дизелях; последние при этом приводили в движение генераторы, перезаряжающие аккумуляторные батареи. Основными поставщиками электродвигателей являлись фирмы Siemens, AEG и Brown-Boveri.
ШНОРКЕЛЬ
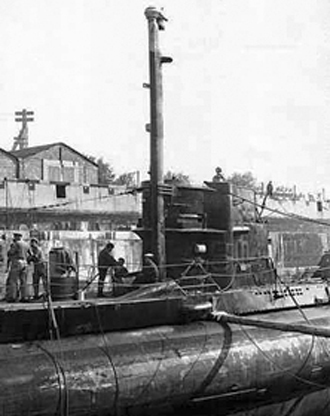
Шноркель представлял собой трубу, позволявшую субмаринам идти на перископной глубине на дизелях. В 1943 году, когда потери у подводников стали расти, шноркели появились на лодках типа VIIC и IXC, они также закладывались в конструкцию создаваемых лодок серий XXI и XXIII. Субмарины начали применять новинку в боевых действиях в первые месяцы 1944 года, а к июню того же года примерно половина лодок, дислоцированных во Франции, были оснащены ими.
На верхней головке шноркеля устанавливалась антенна детектора радарного излучения для предупреждения подводной лодки о близости противника, когда верхний конец шноркеля мог быть подвергнут облучению радиолокационной станции самолета или надводного корабля. Вместе с тем антенна, устанавливаемая на шноркеле, использовалась и для радиосвязи. Для большей скрытности находящаяся над поверхностью воды часть шноркеля покрывалась поглощающим электромагнитную энергию слоем, что уменьшало дальность его обнаружения радиолокационными средствами. На лодках VII серии шноркели убирались вперед и хранились в углублении на левой стороне корпуса, а на субмаринах IX серии это углубление находилось с правого борта. Более современные лодки XXI и XXIII серий имели телескопические шноркели, которые поднимались вертикально из боевой рубки рядом с перископом.
Однако шноркели не были лишены недостатков. Главный из них заключался в следующем: когда автоматические клапаны плотно закрывались для предотвращения попадания в дизельные двигатели морской воды, моторы начинали выкачивать воздух из лодки, что вызывало его разрежение и, соответствено, боли органов дыхания и разрывы барабанных перепонок у членов экипажа.
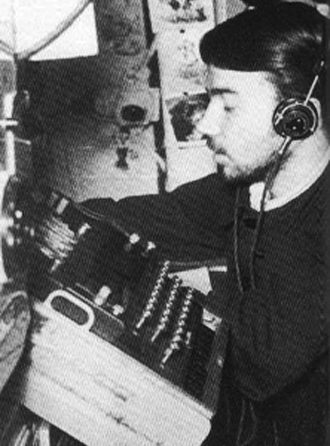
СЧЕТНО-РЕШАЮЩИЙ ПРИБОР

Центральное место в комплексе торпедного вооружения подводной лодки занимал размещенный в боевой рубке счетно-решающий прибор (СРП). Механически в него поступали данные о курсе подлодки и ее скорости, а также считываемое с азимутального круга перископа (в подводном положении) или прибора управления стрельбой (ПУС) (в надводном положении) направление на цель.
На самых первых лодках I и II серий вообще не было оборудования для установки гироскопического угла, соответственно, после пуска торпеды шли прямолинейно. Капитан вычислял необходимые данные для стрельбы через перископ, после чего они голосом передавались торпедистам и значение угла поворота гироскопа вручную вводилось в торпеды. Команду на пуск отдавал командир или первый вахтенный офицер, выкрикивая ее через люк в центральный пост и в торпедный отсек – торпедисту, после чего тот нажимал кнопку пуска торпеды.
Однако в 1938 году с началом серийного производства лодок VII и IX серий ситуация изменилась к лучшему. Необходимость голосовых команд отпала в связи с введением усовершенствованного счетно-решающего прибора, получившего название T.Vh.Re.S.1. Теперь данные передавались в торпедный отсек автоматически, где высвечивались на табло, после чего изменение глубины хода и угла поворота гироскопа торпед производилось торпедистами опять-таки вручную непосредственно в торпедном отсеке. Совершенствование торпедного вооружения позволило вводить гироскопический угол ± 90 градусов.
В 1939 году объединили в одно общее устройство все элементы и получили счетно-решающий прибор T.Vh.Re.S.2. Этот прибор монтировался на стенке боевой рубки и в момент атаки обслуживался боцманом в чине фельдфебеля или оберфельдфебеля. Боцман вручную вводил в прибор курс, скорость подводной лодки и пеленг на цель.
Скорость устанавливал командир рулевому, курс считывался с репитера гирокомпаса, пеленг на цель — при атаке из подводного положения с азимутального круга перископа и при атаке из надводного положения с прибора управления стрельбой — мощного бинокля в прочном корпусе, установленного на мостике на тумбе со специальной подставкой. По командам командира в строгой последовательноти вводили семь других параметров: глубину хода торпеды, скорость торпеды, скорость цели, положение цели (справа или слева по курсу), курсовой угол цели, дистанцию до цели и длину цели. В течение нескольких секунд после этого прибор рассчитывал все необходимые для стрельбы данные, которые поступали на пульт управления в торпедном отсеке и учитывались при пуске.
Последний вариант, получивший название T.Vh.Re.S.3, позволял вводить данные в торпеды уже непосредственно со счетно-решающего прибора, однако это сказалось на размерах всей системы управления торпедной стрельбой и она была перенесена в центральный пост, за исключением оставшихсяся в рубке пульта ввода данных и стойки управления стрельбой. Команда на пуск торпед поступала автоматически нажатием кнопок на стойке управления стрельбой.
ШИФРОВАЛЬНАЯ МАШИНА «ЭНИГМА»
К началу Второй мировой войны немцы уже не ограничивались ненадежными шифровальными книгами, для кодировки сообщений создавались все более сложные технические устройства.
На флоте немцы широко использовали шифровальные машины «Энигма», представлявшие собой электромеханические машины размером примерно с портативную пишущую машинку со стандартной клавиатурой. Эти аппараты были достаточно просты и удобны в эксплуатации. Они работали на батарейках и являлись переносными.
Подготовив аппарат к работе, оператор набирал сообщение открытым текстом, как на обычной пишущей машинке. «Энигма» автоматически производила шифрование и высвечивала соответствующие зашифрованные буквы. Второй оператор переписывал их и отправлял по радио адресату. На принимающем конце шел обратный процесс.
Принцип шифрования заключался в замене букв шифруемого текста другими буквами. Упрощенно принцип действия шифровальной машины «Энигма» следующий. Машина включала в себя три (а позднее и больше) вращающихся шифратора (ротора), каждый из которых представлял из себя толстое колесо из резины, пронизанное проводами и имеющее по 26 входных и выходных контактов по числу букв. Так как шифраторы были соединены между собой, при нажатии на клавишу буквы электрический сигнал проходил через три шифратора, затем сигнал проходил по проводникам отражателя и возвращался через три шифратора, высвечивая зашифрованную букву. Взаимное расположение шифраторов и их начальные положения определяли ключ текущего дня.
Более подробно устройство и принцип действия шифровальной машины «Энигма» рассмотрены в статье «Шифровальная машина «Энигма» на странице Интересные факты о Кригсмарине раздела «Факты».
В первые годы войны Великобритания несла немалые потери от немецких подводных лодок, именно поэтому для английской разведки было так важно «расколоть» шифр «Энигмы». На расшифровку немецких кодов были брошены лучшие математики и инженеры, и группа криптографов обосновалась в имении Блетчли Парк.
Чтобы понять принцип действия «Энигмы», нужно было получить экземпляр этой шифровальной машины. Британское разведуправление планировало подстроить крушение захваченного немецкого самолета над Ла-Маншем, чтобы приманить подводную лодку и захватить «Энигму», но обошлись и без этого.
Шифровальную машину сняли в марте 1941 года с захваченного немецкого минного тральщика «Кребс», в мае — с метеорологического судна «Мюнхен», затем еще с нескольких транспортных кораблей. Как выяснилось, и на подводных лодках, и на обычных слабовооруженных кораблях немцы разместили машины схожего типа. Правда, на подлодках использовались особые кодовые журналы, без них разгадать шифр было крайне трудно. 9 мая 1941 года англичанам удалось захватить немецкую подводную лодку U-110, и «Энигма» вместе с журналами кодов вскоре оказалась в Блетчли Парке.
Когда британские конвои, пользуясь перехваченными данными, начали успешно уходить от подлодок и топить их, немцы догадались, что их шифр разгадан. В феврале 1942 года «Энигму» усовершенствовали, добавив еще один ротор, однако 30 октября 1942 года журналы кодов к новой машине были захвачены на подводной лодке U-559. Пользуясь полученной информацией, математики смогли разгадать принцип работы машины, что в конечном итоге привело к тому, что в 1943 году немцы окончательно потеряли контроль над Атлантическим океаном.
ГИДРОЛОКАТОРЫ
На первых подводных лодках сначала устанавливали прибор обнаружения акустического шума, известный как «групповой гидролокатор», или GHG. Он представлял собой 11 (позднее 24) гидрофонов, размещенных в носовой части легкого корпуса полукругом вокруг баллера носовых горизонтальных рулей и связанных с приемником во втором отсеке. Так как акустические датчики крепились в носовой части лодки по бортам корпуса, точность обнаружения источника шума была приемлемой только в том случае, если пеленгуемый корабль находился на траверзе лодки.
Более совершенным прибором обнаружения акустического шума явился «сканирующий гидролокатор», или KDB. Он представлял собой вращающуюся поворотную выдвижную штангу в носовой оконечности корпуса, на которую монтировалось шесть гидрофонов. Антенна размещалась на верхней палубе сразу за сетепрорезателем, но главным недостатком ее была слабая защита от глубинных бомб, поэтому от установки этой модификации вскоре отказались.
В последние годы войны приборы обнаружения акустического шума были усовершенствованы. Был создан так называемый «балконный гидролокатор», который обеспечивал более широкий угол обзора по сравнению с GHG и KDB. Все 24 гидрофона установили внутри обтекателя, по форме напоминавшего балкон, в нижней части носа лодки. Новая схема имела высочайшую точность пеленгования (ее даже механически связали с СРП управления торпедной стрельбой) за исключением узкого сектора в 60°, находившегося прямо по корме. «Балконный гидролокатор» разрабатывался для лодок XXI серии и на лодках VII и IX серий широкого применения не нашел.
Гидролокатор S-Gerat – основная причина совершенствования лодок VII серии с типа В на тип С – на лодках так и не появился. Данный прибор рассматривался, в первую очередь, как средство обнаружения якорных мин, которые на просторах Атлантики отсутствовали. Кроме того, немецкие подводники не хотели иметь на борту какую-либо аппаратуру, которая своей работой могла бы демаскировать подводную лодку.
РАДАРЫ
Базовую радиолокационную аппаратуру начали устанавливать на подводные лодки с лета 1940 года. Первой работоспособной моделью был радар типа FuMO29. Он использовался в основном на лодках IX серии, но встречался и на нескольких лодках VII серии, его легко было узнать по двум горизонтальным рядам из восьми диполей в передней части рубки. В верхнем ряду находились антенны передатчиков, в нижнем – приемников. Дальность обнаружения крупного корабля станцией составляла 6-8 км, самолета, летящего на высоте 500 м – 15 км, точность определения направления была равна 5°.
В усовершенствованном варианте радара FuMO30, внедренном в 1942 году, диполи, смонтированные на рубке, были заменены выдвижной, так называемой «матрасной», антенной размером 1 x 1,5 м, которую убирали в щелевую нишу внутри стенки рубки. Аппаратура обнаруживала не все корабли противника из-за того, что антенна выдвигалась не очень высоко над поверхностью воды в отличие от надводных кораблей. Кроме того, за счет переотражений сигнала от волн во время шторма возникали сильные помехи, и зачастую корабли противника визуально обнаруживались раньше радара. Этот вариант радара получили лишь немногие подводные лодки.
Последний модифицированный образец, FuMO61, являлся морской версией радара ночной истребительной авиации FuMG200 «Хохентвиль». Он поступил на вооружение в марте 1944 года и был ненамного лучше FuMO30, но оказался эффективным средством обнаружения самолетов. Он работал на длине волны 54-58 см и имел антенну, почти идентичную FuМО30. Дальность обнаружения крупных кораблей составляла 8-10 км, самолетов 15-20 км, точность пеленгования была равна 1-2°.
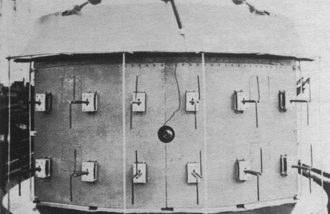
ДЕТЕКТОРЫ РАДАРНОГО ИЗЛУЧЕНИЯ

Детектор радарного излучения FuMB1 «Метокс» появился в июле 1942 года. Конструктивно он представлял собой простейший приемник, рассчитанный на фиксирование сигнала, передаваемого на длине волны 1,3-2,6 м. Приемник соединялся с внутрилодочной трансляцией, так что сигнал тревоги слышал весь экипаж. Эта аппаратура работала с антенной, натянутой на сколоченный деревянный, так называемый «бискайский» крест; при поиске цели антенну поворачивали вручную. Однако у нее был один серьезный недостаток — хрупкость конструкции: при срочном погружении антенна часто ломалась. Применение FuMB1 позволило на полгода лишить эффективности британский противолодочный рубеж в Бискайском заливе. С конца лета 1943 года в производство была запущена новая станция FuMB9 «Ванце», фиксировавшая излучение в диапазоне 1,3-1,9 м. В ноябре 1943 года появилась станция FuMВ10 «Боркум», контролировавшая диапазон 0,8-3,3 м.
Следующий этап был связан с появлением у противника новой РЛС ASV III, работавшей на длине волны 10 см. Весной 1943 года участились доклады немецких подводников, согласно которым лодки подвергались внезапным атакам противолодочных самолетов в ночное время без предупреждающего сигнала «Метокса». Проблема, связанная с необходимостью контроля излучения в диапазоне частот английского радара ASV III, в конечном итоге была решена после появления в ноябре 1943 года системы FuMB7 «Наксос», работавшей в диапазоне 8-12 см. В дальнейшем на лодках стали устанавливать две станции: «Наксос» и «Боркум»/»Ванце»; в результате их совместного применения подводные лодки наконец получили превосходную возможность обнаружения излучения во всем диапазоне частот радаров.
С апреля 1944 года на смену им пришла станция FuMB24 «Фляйге», контролировавшая диапазон 8-20 см. На появление американских летающих лодок с радиолокационными станциями APS-3, APS-4 (длина волны 3,2 см) немцы отреагировали созданием приемника FuMB25 «Мюке» (диапазон 2-4 см). В мае 1944 года «Фляйге» и «Мюке» были объединены в комплекс FuMB26 «Тунис».
РАДИОСТАНЦИИ
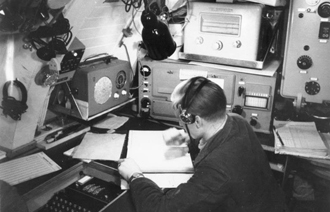
Основная радиосвязь между подводной лодкой и береговым командованием обычно обеспечивалась системой связи, работавшей в диапазоне КВ 3-30 МГц. На лодках устанавливались приемник E-437-S и 200-ваттный передатчик фирмы Telefunken, а в качестве резервного — менее мощный, 40-ваттный, передатчик фирмы Lorenz.
Для радиосвязи между лодками использовался комплект аппаратуры в диапазоне СВ 300-3000 кГц. Он состоял из приемника Е-381-S, передатчика Spez-2113-S и небольшой выдвижной антенны с круглым вибратором в правом крыле ограждения мостика. Эта же антенна играла роль радиопеленгатора.
Возможности использования волн СДВ диапазона 15-20 кГц раскрылись только в ходе войны. Выяснилось, что радиоволны этого диапазона при достаточной мощности передатчика могут проникать через поверхность воды и приниматься на лодках, находящихся на перископной глубине. Для этого требовался чрезвычайно мощный передатчик на суше, и этот 1000-киловаттный передатчик «Голиаф» был сооружен во Франкфурте-на-Одере. После этого все приказы, передаваемые командованием подводного флота, стали транслироваться в KB и СДВ диапазонах. Сигналы передатчика «Голиаф» принимались на широкополосный приемник E-437-S фирмы Telefunken с использованием той же круговой выдвижной антенны.
- Торпеды
- Мины
- Палубная артиллерия
- Зенитная артиллерия
- Оборудование
Источник: www.u-boote.ru
Как осуществляется подводная сварка
Сварка металла под водой – это один из самых сложных и уникальных процессов соединения элементов, находящихся ниже уровня воды, и которые технологически невозможно или нерентабельно сваривать на суше. Данный процесс требует высокой квалификации сварщика, наличия у него водолазных навыков и крепкого здоровья, так как работы проводятся в холодной воде, а также на глубине вплоть до 100 метров.

Подводная сварка применяется:
- при кораблестроении и ремонте кораблей без постановки в сухой док;
- при прокладке нефтяных, газовых и иных трубопроводов;
- при строительстве и модернизации мостов, портовых сооружений, дамб;
- при строительстве плавучих доков, платформ, буровых вышек и других технических сооружений.
Оборудование и сварочные материалы
Для подводной сварки применяется оборудование с конструкцией, аналогичной их «сухопутным» вариантам. Даже при проведении мокрой сварки может применяться обычный сварочный аппарат, находящийся на поверхности. Специальные трансформаторы для мокрой сварки оснащены безвоздушной системой охлаждения.
Держатели практически полностью покрываются изолирующим материалом, обеспечивающим герметичность. При смене электрода в держателе производится отключение подачи тока. Кабель не должен иметь скруток и повреждений покрытия для предотвращения потери мощности и поражения сварщика током.

В зависимости от глубины погружения может применяться различная экипировка. Работы на небольшой глубине могут проводиться в эластичном гидрокостюме, а на значительных глубинах требуется применение металлического скафандра. Работа в таком скафандре требует большой внимательности, так как в воде может возникнуть положительная проводимость между скафандром и свариваемыми деталями. В такой ситуации, если какая-либо часть скафандра, например, вторая рука сварщика окажется ближе к электроду, чем свариваемая деталь, то может возникнуть разряд.
Классификация
Существует два технологических способа, применяющихся в зависимости от требований к проведению работ.
Сухой способ
При данном методе вокруг свариваемого шва создается сухая зона с помощью дополнительного оборудования. Кислородный отсек, изолирующая камера или кессон позволяют откачать воду, создать повышенное давление и произвести сварку обычным сварочным оборудованием. Таким образом, работа сварщика, находящегося в кессоне, не отличается от сварочных работ на суше.
Сухая среда предотвращает резкое охлаждение металла, сохраняя высокую ударную вязкость, а отсутствие мутной воды и обильного образования газовых пузырей не затрудняет обзор шва во время работы. Этот вид сварки довольно затратный и применяется при необходимости провести работу повышенной надежности.

Так как высокое давление в камере приводит к уменьшению катодного и анодного пятен дуги, происходит изменение химического состава шва, что должно учитываться при расчете прочности конструкции.
Мокрый
Сварка деталей при таком способе осуществляется электродом прямо в воде. За счет высокой температуры электрической дуги происходит испарение воды, создавая своеобразную газовую сферу. Таким образом, не нужно производить сложный монтаж оборудования вокруг шва.
Однако, у данного способа есть существенный недостаток – визуальный контроль шва затруднен, так как вокруг места сварки образуется большое количество газовых пузырьков, а вода мутнеет из-за различных взвесей в продуктах сгорания.

Мокрая сварка бывает двух типов:
- Ручная – производится электродами, что позволяет сварщику самостоятельно передвигаться и выбирать удобное место для работы. Главное преимущество такого способа – возможность контроля скорости сваривания и обеспечение удобного доступа к шву. Этот способ считается самым дешевым и быстрым. Однако применяется он для быстрой сварки отдельных стыков труб, и конструкций.
- Полуавтоматическая – производится сварочной проволокой, направление которой регулируется сварщиком вручную. Преимуществами данного типа сварки являются длительность и непрерывность процесса, а также меньшее количество выделяемых взвесей.
Преимущественно в мокрой сварке применяется постоянный ток силой 180-220А. Высокое напряжение 30-35 Вольт призвано компенсировать тепловые потери при плавлении металла, которые вызваны холодной водой. Дополнительно охлаждение металла предотвращает его возможное прожигание.
Глубина мокрой сварки ограничена только физической подготовкой сварщика, качеством скафандра и оборудования.
Такой способ соединения металлов имеет ряд важных особенностей:
- Сварные швы имеют более глубокое проплавление, чем на суше, так как давление от воды снаружи воздушного пузыря передается металлу.
- Внешняя поверхность шва получается грубой формы вследствие быстрого охлаждения металла.
- Для подводных соединений требуется рассчитывать большой запас прочности, поскольку сварной шов может получиться неоднородным и подверженным излому.
- Вода и испарения газов затрудняют наблюдение и могут привести к отклонению шва от центра стыка, поэтому сварщик вынужден направлять электрод второй рукой.
- Из-за быстрой кристаллизации структуры сплавляемого металла шов получается слабым на излом и с низкой ударной вязкостью.
- В случае наличия коррозии на свариваемом металле затруднено получение дуги.
- Вертикальный шов выполняется сверху вниз, чтобы газовый пузырь производился непрерывно.

Электроды для мокрой сварки покрываются специальной водостойкой смесью, содержащей парафин, нитролаки и другие вещества. Причем вес пленки составляет 1,5 веса самого электрода, а диаметр электрода равняется 4-6 мм.
Залог качественной мокрой сварки – получение устойчивого газового пузыря, возникающего вокруг электрода при его контакте с металлом. Под действием высокой температуры дуги происходит испарение воды и компонентов электрода, которые и образуют пузырь диаметром 8-16 мм.
Вода под действием высокой температуры дуги закипает и распадается на водород и кислород, которые устремляются к поверхности, а кислород частично образует окислы железа (шлаки) на поверхности металла.
Высокое напряжение сварочной дуги позволяет компенсировать постоянное охлаждение металла окружающей водой.
Отработанные газы и взвеси поднимаются к поверхности воды, создавая мутное облако, поэтому сварщику приходится работать фактически на ощупь. Здесь проявляется удобство электродов, потому что сварщик может выбрать позицию, с которой ему удобнее наблюдать шов.
С другой стороны, применение проволоки для полуавтомата позволяет варить длинный равномерный шов. Так как на проволоке нет покрытия и она тоньше электрода в 2-3 раза, то в воду выделяется меньше взвеси. Таким образом, удобнее контролировать качество шва.

Плохая видимость в зоне формирования шва влияет на выбор соединения деталей. Шов выполняется либо в форме тавра под углом, близким к прямому, либо детали устанавливаются внахлест. Такой способ позволяет сварщику соединять детали на ощупь, ориентируясь по их кромкам.

Резка металла
Помимо сварки металла под водой, может возникать технологическая необходимость в проведении резки стали. Она может производиться как стандартным подводным электродом, так и методом кислородно-электродной резки.
В держатель устанавливается неплавящийся электрод, напоминающий трубку, через который подается кислород под давлением. Металл разогревается электрической дугой, при этом закипающая вода создает пузырь, предотвращающий попадание воды в разрез. В это время струя кислорода выдувает расплав из разрезаемого шва.

В процессе резки также образуется большое количество испарений и пузырьков, затрудняющих обзор. Поэтому сварщику бывает необходимо предварительно отметить направление шва устанавливаемыми магнитными маячками, либо нанесением насечек на поверхность.
Источник: svarkoy.ru