Так же, как и остальные виды пайки, пайка алюминия, позволяет соединять компоненты, состоящие из паяемых сплавов и припоя. Точка плавления припоя ниже точки плавления паяемого материала. Материал припоя помещается между изделиями, подлежащих пайке, в виде пластины или валика. Обрабатываемые изделия и припой нагревают. Как правило, припой расплавляется при температурах 580-62СГС.
Расплавленный материал припоя растекается и заполняет пространство между паяемыми изделиями. Затем температуру в рабочем пространстве понижают, и припой, охладившись и затвердев, образует шов между двумя обрабатываемыми изделиями.
При осуществлении пайки изделий из алюминия специалисты сталкиваются с рядом проблем, без решения которых очень трудно обеспечить желаемый результат. Рассмотрим факторы, мешающие обеспечить высокое качество пайки.
Алюминий является материалом с высокой способностью к окислению. На поверхности изделий образуется слой оксида алюминия (А120 ). Данное химическое соединение появляется за счет контакта материала детали, алюминия, с газовой смесью, содержащей кислород, например, с воздухом. Отличительная особенность оксида алюминия — высокая твердость.
РЕМОНТ АЛЮМИНИЯ ГАЗОВОЙ ГОРЕЛКОЙ! Как запаять (сварить) алюминий без аргона? Припой с Aliexpress.
Расплавленный материал припоя, контактируя со слоем оксида, не вступает в контакт с материалом обрабатываемого изделия. Процесс пайки изделий происходит не в полной мере, что ведет к образованию брака. Поэтому очень важно устранить данный слой перед проведением пайки и предотвратить его формирование перед завершением плавки и повторным затвердением присадочного материала. Удаление слоя оксида производят, используя коррозийно-активный флюс, кислоту или магний. Подготовку поверхности можно провести и с помощью механического воздействия, например, методом пескоструйной очистки.
При производстве пайки изделий из алюминия необходимо очень точно регулировать и отслеживать температуру нагрева. Ведь интервал температур плавления основного и присадочного металла очень невелик. Специалисту необходимо точно подобрать температуру процесса и гарантировать равномерное распределение тепла по деталям садки.
Температура перехода алюминиевых сплавов из жидкого в твердое состояние определяет, могут ли они подвергаться пайке. Эта температура должна быть выше минимальной температуры пайки припоя.
К материалам, которые рекомендуется обрабатывать, относят следующие сппавы алюминия:
•Силумин, сплавы Al-Mn, Al-Mg, Al-Si-Mg (марки типа АЛ4, АЛ9, АК9, АК8М, АК12, АМ4,5, АМ5, АМгЮ и им подобные)
•Дюралюминий, сплавы Al-Cu, Al-Zn-Mg (марки типа АЛ11, АЛЗ, АЛ5, АЛ6, Д16, Д18, АДЗЗ, АД31Е, АД35 и им подобные)
При осуществлении пайки силумина или дюралюминия рекомендуется обеспечить высокую скорость охлаждения по завершении процесса с последующим натуральным или искусственным старением.
На данный момент в промышленности используется около 4000 марок припоев. Их основными отличиями друг от друга являются температуры плавления и интервал температур ликвидус-солидус. При выборе припоя для пайки алюминия и его сплавов руководствуются близостью к эвтектике алюминий-кремний (табл. 1). Это позволяет понять точку плавления материала припоя.
ОЧЕНЬ ЛЁГКАЯ ПАЙКА АЛЮМИНИЯ.
Табл. 1. Соотношение влияния кремния в материале припоя на точку солидус-ликвидус
| Содержание Si, % | Солидус-ликвидус, °С |
| 7,5 | 575 — 615°С |
| 10 | 575 — 590°С |
| 12 | 575 — 585°С |
Альтернативой данному методу пайки служит метод пайки изделий в среде защитного газа с использованием флюса, основным назначением которого является подготовка поверхностей обрабатываемых изделий.
Процесс пайки данным методом осуществятся по следующему принципу:
-На контактную поверхность изделия, которая будет паяться, наносят тонким слоем флюс — фторалюминат калия
-Между обработанными флюсом поверхностями помещают припой
-Изделия нагревают в среде защитного газа до температуры 565- 572°С, флюс расплавляется и вступает во взаимодействие с поверхностью обрабатываемой детали. По отношению к материалу припоя флюс абсолютно нейтрален. Происходит подготовка поверхности изделия с материалом припоя, и при достижении необходимой температуры происходит пайка изделий
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
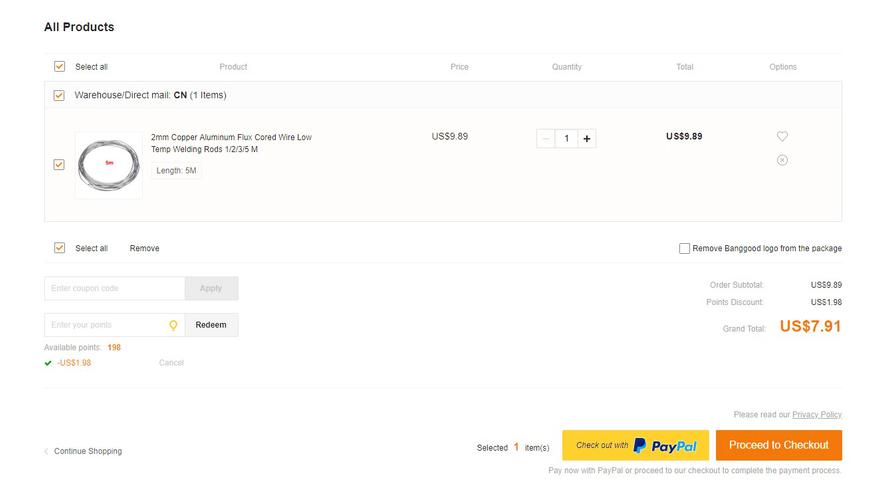
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
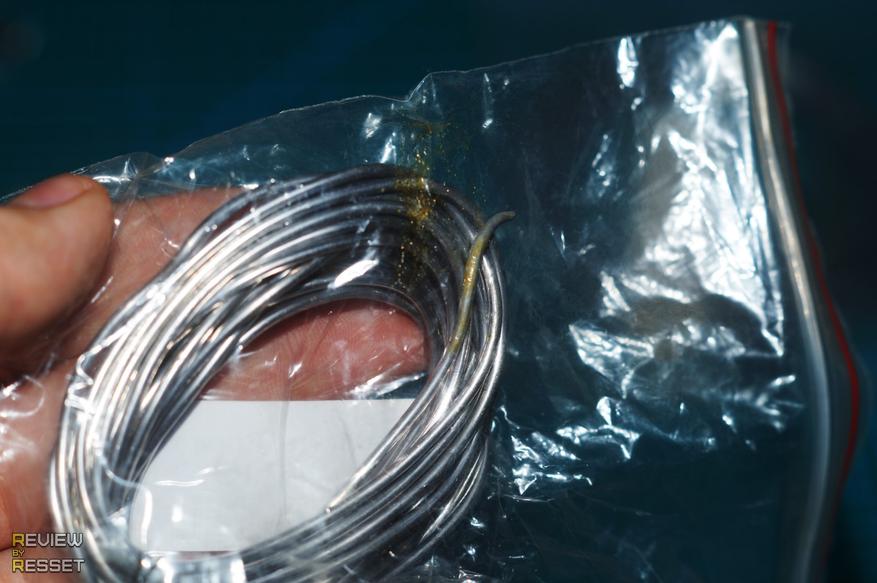
Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

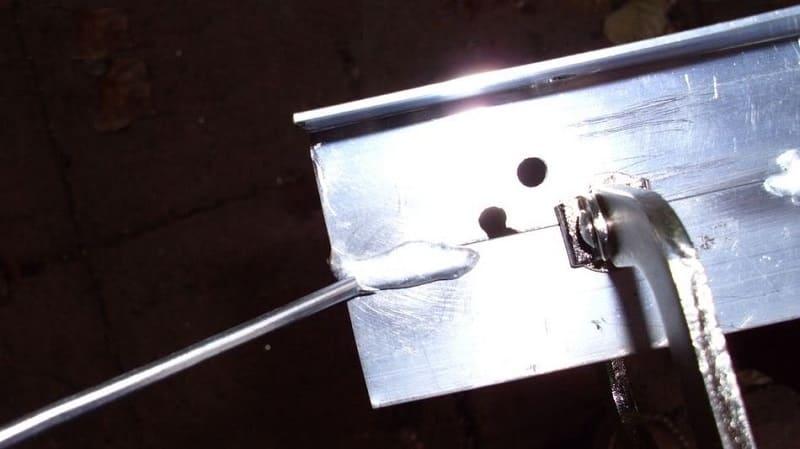
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Источник: www.ixbt.com