перемещено из Мастерская
Коллектив, а всё же сколько НRC на режущей кромке нам надо для полного счастья? (Если не обращать внимания на маркетинговый лозунг «Чем больше — тем толще!»). Имею в виду нормальный универсальный ножичек. Полистал тут старенькие выписки из стандартов (НRC в области реза) для промышленных изделий:
— ножи щепальные — 50. 58
— ножи лущильные — 54. 59
— ножи корообдирочные — 49. 56
— ножи циклевальные — 55. 59
(и это для условий промышленной заточки)
— ножи дисковые для резки металла — 51. 59
— ножи плоские для резки металла — 49. 58
Пилы:
— поперечные (разделка) — 48. 52
— продольные — HB401. 445 (примерно 43. 48HRC)
— ножовки — 42. 50
— киторезные — 38. 43
— ножовочные рельсорезательные — 58. 63
— ножовочные для металла — 61. 64
Просто заинтересовало — приходилось ли кому править РК на 60единиц в полевых условиях (да при отрицательных температурах)? У меня на кухне из наиболее употребляемых нет ни одного больше 53. Чёрт, может я что-то теряю?
Serjant 31.10.2007 — 12:46
Сие лучше обсудить в ХО.
перемещено из Мастерская
Va-78 31.10.2007 — 12:57
60-62 на РК, 50-55 на «тело».
Tugarin 31.10.2007 — 13:06
И чем точить 60-62? Рельсой?
FIXXXL 31.10.2007 — 13:08
И чем точить 60-62? Рельсой?
Va-78 31.10.2007 — 13:12
Зачем такие сложности? Обыкновенными камнями. Сначала формируем желаемую РК — чуть хлопотно, а потом только мелкая правка — такой нож не быстро садится — часто возюкать камешками не прийдется.
Ежли конечно гвозди не рубить постоянно.
May 31.10.2007 — 13:56
У меня на ХИТе AUS-8, 57HRC-мне мало , мягковатая сталь.
На Гриппе ВМ550, 154СМ, 58-59HRC, вроде нормальная сталь.
Твёрже сталь брать, будет крошиться, если угол заточки увеличить, рез некомфортный будет, вот и выбирай что тебе надо.
Tugarin 31.10.2007 — 13:58
да это я так спросил, для проформы. Меня у меня сразу другой вопрос возник, а что за сталь должна быть, чтоб 60-62 твердость РК?
chief 31.10.2007 — 14:20
60-62 — банальная углеродка, Р6М5 — 64 нормально
SiDiS 31.10.2007 — 14:27
мне нравиться от 57 до 61.
Tugarin
а что за сталь должна быть, чтоб 60-62 твердость РК?
углеродка, 95Х18 и иже с ней, порошки. Мне 65Х13 умудрялись до 60 калить.
unecht 31.10.2007 — 14:28
киторезные — 38. 43
Чтоб о подножный булыган наточить можно было.
dm_roman 31.10.2007 — 14:40
на длинномере от 150 до 200мм: 55-57. больше вредно
на маленьких фиксах: 59-63, в зависимости от назначения и конфигурации
на кухонниках, кроме мясорубных и филейников:60-62
на складнях:59-61, меньше плохо-тупится об тарелку
примечание: у меня есть навыки и культура обращения с ножом, а также керамические и алмазные заточные инструменты.
May 31.10.2007 — 14:40
У меня несколько ножей самодельных из Р9, какя HRC на этой стали?
Sir_c4094e 31.10.2007 — 14:59
2 May:
Около 60, или чуть меньше, если заводская ТМО. А из чего ножи, полотно пилы?
2 Tugarin:
Быстрорезы и под 70 HRC термообрабатывают, для использования по их природному назначению. А можно и больше, только не нужно, пожалуй.
Как по мне, «около 60»- самое то. Плюс-минус пару едениц, в зависимости от применения.
May 31.10.2007 — 15:02
Спасибо за ответ, ТМО заводская, СССР.
DECEMBER 31.10.2007 — 16:05
То есть весь вопрос упирается в чАстоту правки РК? (при наличии подобранных углов)
А по полевым условиям? (Как насчёт ценного опыта. )
P.S. Для повышения поверхностной твёрдости у нас есть ещё и азотирование и нитроцементация, и борирование. (Это я к тому. что на 70HRC не обязательно быстрорезы брать. )
asi 31.10.2007 — 16:55
64 на спм10в для резателя
59 на инфи для лома
dm_roman 31.10.2007 — 17:03
DECEMBER
То есть весь вопрос упирается в чАстоту правки РК? (при наличии подобранных углов)
А по полевым условиям? (Как насчёт ценного опыта. )
P.S. Для повышения поверхностной твёрдости у нас есть ещё и азотирование и нитроцементация, и борирование. (Это я к тому. что на 70HRC не обязательно быстрорезы брать. )
в городе по твердости требования диктуются в основном резанием пищи на керамической тарелке.
ингда еще открыванием консервов и резкой кабелей и прочей ботвы типа пластиковых стяжек.
на природе в основном мягкие материалы, те же консервы, дрова, дерево.
следовательно, на первое место выходит не твердость, а износоустойчивость и ударная вязкость. а твердости и 59 за глаза хватит.
просто при современном уровне металлургии и дешевизне ножей из прекрасных сталей типа 154см не рентабельно довольствоваться мягкими и малоизносостойкими сталями типа 65х13, АУС-8 и т.п.
то есть, можно, но это сродни упорному пользованию мобилой десятилетней давности, когда есть возможность купить современный продвинутый аппарат
asi 31.10.2007 — 17:14
я кстате упорно пользуюсь мобилой почти десятилетней давности
GHvost 31.10.2007 — 17:16
asi
я кстате упорно пользуюсь мобилой почти десятилетней давности
Неужто Ericcsson 688?
ss-n 31.10.2007 — 17:27
хороший был аппарат
когда им пиво открывал — зрителей впечатляло (особенно в то время)
Va-78 31.10.2007 — 17:42
Кстати Аси правильно подметил — а я и не подумал вовсе — для ломика твредость поменьше нужна, или как на фальке — ламинат.
asi 31.10.2007 — 17:52
для ломика главное — легкость заточки при достаточной прочности клинка. а не ламинаты и прочее.
а аппарат нокия 8850. ну не 10 лет но больше 6 ему точно.
нахал 31.10.2007 — 18:00
57-58 на углеродке — самые используемые ножи. Еще мусатятся но уже резучие и стойкие. Или ламинат углеродки до 61 — та же песня.
Нержавейка — ну это чего походу отрезать, там хоть 70 может быть. Выкрошилась — выкинул, взял с полки новый.
Alan_B 31.10.2007 — 21:58
Говорить о твердости безотносительно стали, геометрии и назначения ножа бессмысленно. И для каждой комбинации этих параметров оптимальная твердость будет разной. К тому же, надо понимать, что твердость не является синонимом стойкости РК.
Для сталей, не имеющих твердых фаз-упрочнителей (например, углеродистых или мартенситно-стареющих и с некоторой натяжкой, нержавеющих)стойкость РК при отсутствии ударных нагрузок заметно зависит от твердости. А дял сталей типа Х12МФ, быстрорезов или высокованадиевых порошков, имеющих в составе много твердых карбидов зависимость намного менее явная. При этом надо понимать, что пластичность и ударная вязкость с увеличением твердости падают. Прочность имеет экстремальный характер зависимости от твердости с максимумом, как правило вблизи максимальных значений твердости. К тому же, надо понимать, что одна и таже твердость может быть получена различными путями (ну, например, классическая дилемма: температура закалки / ткмпература отпуска), и соответственно, сталь будет иметь различнуую структуру и свойства. Да и при формально одинаковой конечной
Alan_B 31.10.2007 — 22:01
Да и при формально одинаковой конечной ТО результат будет зависеть от многих факторов — начиная от металлургических особенностей плавки до того, не вымоет ли работяга руки с мылом в закалочном баке.
unecht 01.11.2007 — 14:21
HRC — вопрос вкуса, на самом деле, и личных пристрастий.
По мне так лучше пластилиновый клинок, который можно подточить о подножный камень, чем долгоиграющий 60 единиц, требующий специально носимого с собой бруска.
ser_t 01.11.2007 — 14:31
unecht
требующий специально носимого с собой бруска
FIXXXL 01.11.2007 — 14:52
dm_roman 01.11.2007 — 14:58
по поводу специальных рабочих заточных струментов:
как то, придя к родителям, убитый косяк быстрорезный до бритья волос довел с помощью засаленного куска крупнозернистого брусочка и донца обычной керамической тарелки.
готов продемонстрировать за пиво, как до рабочей остроты доводится тот же быстрорез с помощью подножных камней и че там еще валяется
ss-n 01.11.2007 — 15:03
Или вот http://www.wengerna.com/prod_images/61801E.jpg
в Москве не так давно увидел
FIXXXL 01.11.2007 — 16:04
на Китай-городе в переходе, но ценик не порадовал, порядка 500рэ
Kazbich 01.11.2007 — 18:43
Камушки — неплохо. Привык, почему-то, на шкурке точить. И зернистость подбирать — вообще никаких проблем, и дешево до безобразия .
Если для себя (ну не беру что-то специализированое — скорее средне-статистический EDC) — оптимум где-то в районе 57-58. Те же AUS8A и Z90. На 95Х18 при близких твердостях — уже ударная вязкость чуть хуже.
Что-то мягче — скорее под рубку и силовые работы, что-то тверже — разве что для работ, близких к применению скальпеля — по чему-то сравнительно мягкому и только рез с минимальными боковыми нагрузками (но с необходимостью именно аккуратно прорезать, а не продавливать/продирать). Высокие твердости (ну разве кроме случаев именно старой хорошей углеродки) — вызывают подсознательный страх выламывания (выкрашивания) РК. Сам процесс заточки не настолько пугает — именно страшно, что сравнительно хрупкие материалы. Ну а той же AUS8A (даже не родной — Китайским аналогом от Sanrenmu) сегодня достаточно тонким кончиком край металлической крышки на стеклянной банке отжимал — даже и не задумывался, что отломиться может. Чем-то порошковым, да еще и при малых углах РК — просто не решился бы подобное делать.
merfi 02.11.2007 — 12:46
Как должны соотносится твердости ножей из дамаска и обычной углеродки ( у8 например ), ножи для одних и тех же целей, форма клинка одинаковая.
Eugeny 02.11.2007 — 01:55
Смотря из чего дамаск, кто его ковал и калил. Толщина подводов и угол заточки важны. Нижегородские безымянные дамаски обычно из той же У8 с рессорой и арматурой строительной. Если на кромку инструменталка выведена, то и калить, как У8 с поправкой на диффузию, выжженный углерод и зашлакованные швы, а если арматурина, то калить бесполезно.
merfi 02.11.2007 — 02:53

Дамаск нижегородский безымянный, на хвостике клеймо — М в кружочке. Узор — красивые сильно вытянутые «кляксы», расположены в центре клинка поперек его. Т.е. кромка — серия поперечных линий этих «клякс»
Eugeny 02.11.2007 — 04:23
Градусов с 800, с вишнёво-красного на соляру, и зонный отпуск. Или по магниту. Швы грязными выглядят, могут сыпаться.
Alex Hunter 02.11.2007 — 05:44
asi
я кстате упорно пользуюсь мобилой почти десятилетней давности
Вот-вот! Я тоже попрошу настоящие аппараты не трогать.
У самого Ericsson R250s PRO
Alex Hunter 02.11.2007 — 05:59
DECEMBER
[b]перемещено из Мастерская
«hr»
а всё же сколько НRC на режущей кромке нам надо для полного счастья?
Лично мне не ниже 58-59 (ломики и кухню не рассматриваю), но с оговорками на необходимость баланса с другими характеристиками. Крошащееся «стекло» не подходит.
Просто заинтересовало — приходилось ли кому править РК на 60единиц в полевых условиях (да при отрицательных температурах)?
Так в том-то и дело, что править обычно нет нужды. А если надо, то керамика и алмазы рашают проблему, причем, как уже сказали, много времени это не займет.
matigo 02.11.2007 — 09:08
asi
я кстате упорно пользуюсь мобилой почти десятилетней давности
Мир так быстро меняется-должна же быть хоть в чем-то постоянность.
65Х13 не унижайте. АУС8 и сандвик тем более.
Понять- что такое 63 роквелла на ноже в лесу (как и углеродка) можно только уйдя в него на долгий срок от алмазов, трианглов и пр. тяжести. Сознавая, что лучше взять на это место и вес крупы или тушенки (пачку патронов).
Я предпочел бы взять нечто из сандвика-65Х13-АУС8 с нормальной для них твердостью-т.е. до 58 тут гарантия от сколов, устойчивость к боковым нагрузкам и достаточноая легкость в востановлении способности резать подручными ср-ми (обух др. ножа, камни). Опыт восстановления замятой РК Стерха-2 неровной галькой (камень, не имя) имеется. Мора эргономик — об обух любого др. ножа правится (практика), а необходимости затачивать или перетачивать её не возникает, т.к. не скалывается она. Все эти плюсы теряются при использовании клинка с высокой твердостью (только для моностали). А тупиться рано или поздно все.
dm_roman 02.11.2007 — 12:48
маленькое примечание насчет лишнего веса:
алмазная пилка для ногтей женская весит где то грамм-два.
надфиль алманый или мини-брусок-до десяти граммов.
керамическая косточка-до пяти граммов.
налипшая земля на ботинках иногда до килограмма.
не опорожненный мочевой пузырь-граммов так до 500 (содержимое)
консервная банка-до тех же десяти граммов.
ну и так, много чего еще.
так что про не возможность в сколь угодно дальний поход взять нормальной функциональности заточный струмент-это от лукавого, как мне кажется.
просто надо творчески решать проблемы
а мягенькие стали, типа углеродки и Аус-8 вдали от цивилизации-это наше все
но и на 154См еще вроде никто не жаловался.
и правится она о подножный материал при желании и умении
matigo 02.11.2007 — 19:30
Вот эт правильно. А то — АУС8 им отстой, 65Х13 не гожа! ИШЬ! Высокотехнологи.
DECEMBER 05.11.2007 — 09:00
Коллектив, пардон, комп только на работе. Выпадал на пару дней
Всем — большие . Alan B —
unecht 06.11.2007 — 12:09
dm_roman
маленькое примечание насчет лишнего веса:
алмазная пилка для ногтей женская весит где то грамм-два.
надфиль алманый или мини-брусок-до десяти граммов.
керамическая косточка-до пяти граммов.
И в глубоком лесу эта крошечная диковинка потеряется.
Мягкая сталь рулит не от хорошей жизни, а в связи с безотказностью.
FIXXXL 06.11.2007 — 14:38
И в глубоком лесу эта крошечная диковинка потеряется.
А мож и нож заодно потерять?
А чтоб не потерялось — надо на веревочку привязывать
asi 06.11.2007 — 14:41
я бы тогда вобще в лес бы не ходил. ну нафиг — потеряешься еще.
Kazbich 06.11.2007 — 20:50
asi
я бы тогда вобще в лес бы не ходил. ну нафиг — потеряешься еще.
Угу — «Корзинки не берем, замполита не берем, из автобуса не выходим» .
Старое. Армейское. Насчет сбора грибов (совсем не насчет тех, о которых большинство могли подумать) .
Источник: guns.allzip.org
Твердость 62 hrc что это

Click to order
Твердостью металла называют его свойство оказывать сопротивление пластической деформации при контактном воздействии стандартного тела-наконечника на поверхностные слои материала.
Испытание на твердость — основной метод оценки качества термообработки изделия.
Определение твердости по методу Бринелля. Метод основан на том, что в плоскую поверхность под нагрузкой внедряют стальной шарик. Число твердости НВ определяется отношением нагрузки к сферической поверхности отпечатка.
Метод Роквелла (HR) основан на статическом вдавливании в испытываемую поверхность наконечника под определенной нагрузкой. В качестве наконечников для материалов с твердостью до 450 HR используют стальной шарик. В этом случае твердость обозначают как HRB. При использовании алмазного конуса твердость обозначают как HRA или HRC (в зависимости от величины нагрузки).
Твердость по методу Виккерса (HV) определяют путем статического вдавливания в испытуемую поверхность алмазной четырехгранной пирамиды. При испытании измеряют отпечаток с точностью до 0,001 мм при помощи микроскопа, который является составной частью прибора Виккерса.
Метод Шора. Сущность данного метода состоит в определении твердости материала образца по высоте отскакивания бойка, падающего на поверхность испытуемого тела с определенной высоты. Твердость оценивается в условных единицах, пропорциональных высоте отскакивания бойка.
Источник: acnc.ru
Как это понять «Твердость по шкале Роквелла: 56-62 HRC» Это прочный метал или нет?
Это набор плашек Intertool 4 шт (SD-8004) мне надо знать насколько это надежный метал плашки «Твердость по шкале Роквелла: 56-62 HRC» мне не о чем не говорит. Насколько ее хватит?
Лучший ответ
их вообще то можно затачивать но сразу 4 шт брать рискованно я бы покупал по одной твердость ничего не значит для металлорежущего инструмента требуется 62-64 hrcэ
Остальные ответы
твердость и прочность это разные вещи
это твердость, а не прочность.
В прочность металла переводится твердость
http://www.dpva.info/Guide/GuideUnitsAlphabets/GuideUnitsAlphabets/Hardness/shkala/
Это порядка 2000 Мпа- не слишком прочно — можно сказать- нет
Думаю, Ваш вопрос про надежность, прочность, твердость и время из области прочего непознанного- кто заумнее замочит тот и молодец ))))
Может прочный, а может и нет. Примерно такая твердость у стекла, оно прочное?
Это твердость, а не прочность. Данная шкала показывает, насколько сильно материал продавливается алмазным конусом под нагрузкой в 150 кгс.
Подробнее про метод здесь.
Примерно такая твёрдость у стали. Однако нужно иметь в виду, что хрупкость материала обычно прямо пропорциональна твёрдости.
Источник: otvet.mail.ru
Краткие теоретические сведения. После закалки на мартенсит углеродистая сталь имеет высокую твердость (58-62 HRC), но низкую пластичность
После закалки на мартенсит углеродистая сталь имеет высокую твердость (58-62 HRC), но низкую пластичность. Кроме того, в процессе закалки, в результате неравномерного охлаждения образца или детали по сечению, возникают довольно значительные закалочные напряжения. Поэтому закалка углеродистых сталей не является окончательной обработкой.
Закалочные напряжения подразделяются:
1. Фазовые (структурные).
2. Термические (тепловые).
Напряжения, которые возникают в результате структурных превращений (в данном случае мартенситных) в охлаждаемом образце или детали, называют фазовыми. Возникновение фазовых напряжений при закалке обусловлено двумя причинами:
1. Удельный объем мартенсита больше, чем удельный объем аустенита.
2. Неодновременное протекание мартенситного превращения в поверхностных и внутренних слоях детали.
Напряжения, возникающие в результате неравномерного теплового сжатия образца по сечению в процессе закалки, называют термическими.
Рассмотрим процесс возникновения закалочных (фазовых и термических) напряжений в образце подробнее.
В начальном промежутке времени при охлаждении поверхностных слоев до точки Мн (≈ 240 °С) в них начнется мартенситное превращение, в результате чего увеличится объем материала, создавая сжимающие напряжения. Внутренняя часть образца, находясь пока в аустенитном состоянии, будет испытывать растягивающие напряжения. По мере охлаждения центральной части образцов и развития мартенситных превращений, знак напряжений на поверхности и в сердцевине образца поменяется. Теперь уже растягивающие напряжения возникают в поверхностных слоях, а сжимающие – в центральной части (рис. 18.1 а).
С другой стороны, поверхностные слои образца, охлаждаясь быстрее, чем внутренние, сжимаются по законам физики. Это приводит к неравномерности изменения объема: внутренние слои препятствуют сжатию внешних слоев. Вследствие этого, в поверхностных слоях возникают растягивающие, а во внутренних – сжимающие напряжения.
При дальнейшем охлаждении образца, теперь уже сердцевина будет испытывать тепловое сжатие. Вследствие этого, вышеуказанные напряжения начнут уменьшаться и в некоторый момент произойдет изменение знака напряжений на поверхности и в сердцевине образца: на поверхности получаются остаточные напряжения сжатия, а в сердцевине – напряжения растяжения (рис. 8.1 б). Таким образом, тепловые напряжения изменяются в обратном порядке относительно структурных напряжений.
Рисунок 18.1 – Схема эпюры остаточных напряжений: а – структурные; б – тепловые; в – суммарные. (–) – растягивающие; (+) – сжимающие напряжения
При закалке одновременно возникают как тепловые, так и структурные напряжения, которые суммируются (рис. 18.1 в). Поэтому после закалки на поверхности образца всегда присутствуют, как правило, растягивающие напряжения, хотя иногда присутствуют и сжимающие.
Следует обратить внимание на то, что: 1) закалочные напряжения получаются наибольшими не после окончательного охлаждения, а в процессе самого охлаждения и могут вызвать коробление детали; 2) в поверхностных слоях могут возникать значительные растягивающие напряжения, которые приводят к появлению трещин (сжимающие напряжения трещин не вызывают).
Для уменьшения или полного устранения закалочных напряжений, а также для повышения пластичности стали после закалки проводят отпуск. В зависимости от температур нагрева различают 3 вида отпуска: низкий, средний и высокий.
Низкий отпуск предназначен для частичного снятия внутренних закалочных напряжений без заметного снижения твердости. Этому виду отпуска подвергают детали, которым требуется высокая твердость и износостойкость (режущий и мерительный инструмент, детали, прошедшие цементацию, поверхностную закалку и т. д.).
Средний отпуск заключается в нагреве закаленной стали до температуры 350-450 °С. При таких температурах диффузионное перераспределение углерода в стали активизируется. Углерод покидает кристаллическую решетку мартенсита. Происходит образование мелких устойчивых частиц карбида FезС сферической формы. Выделение избыточного углерода из решетки мартенсита приводит к образованию феррита.
Получаемая после среднего отпуска структура называется трооститом отпуска. В отличие от троостита, полученного после закалки в масле, троостит отпуска имеет зернистое строение высокой дисперсности (рис. 18.2).
В процессе среднего отпуска происходит уменьшение закалочных напряжений. Наблюдается повышение упругих свойств стали, некоторое снижение твердости и прочности. Этому виду отпуска подвергают рессоры и пружины.
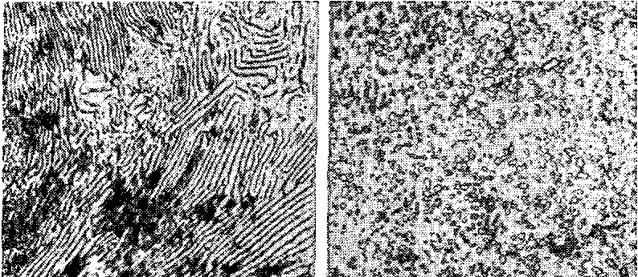
Рисунок 18.2 – Пластинчатая (а) и зернистая (б) феррито-цементитная смесь
Высокий отпуск заключается в нагреве закаленной стали до температуры 500-650 °С. Получаемая после высокого отпуска структура сорбита отпуска представляет собой феррито-цементитную смесь зернистого строения (рис. 18.2) средней степени дисперсности (см. атлас микроструктур).
Высокий отпуск обеспечивает полное снятие закалочных напряжений и дает наилучшее сочетание твердости, прочности, пластичности и ударной вязкости. Термообработка, состоящая из закалки и высокого отпуска, называется термическим улучшением стали. Термическому улучшению подвергают ответственные детали машин, изготовленные из углеродистых конструкционных сталей, испытывающие в эксплуатации статические, ударные и знакопеременные нагрузки. Термическое улучшение позволяет понизить чувствительность к надрезам и перекосам, к конструктивным переходам от одного сечения к другому, к изменению размеров детали и т. д.
Таблица 18.1 – Виды и применение отпуска закаленных сталей
| Вид отпуска | Температура отпуска, °С | Структура | Применение |
| Низкий отпуск | 150-250 | Отпущенный мартенсит | Металлорежущий, деформирующий и мерительный инструмент |
| Средний отпуск | 350-450 | Троостит отпуска | Пружины, рессоры и т. д. |
| Высокий отпуск (улучшение) | 550-650 | Сорбит отпуска | Тяжелонагруженные детали в машиностроении и других областях техники |
Таким образом, для получения заданной твердости у одной и той же стали можно использовать охлаждение аустенита с заданной скоростью или закалку и отпуск. При одинаковой твердости, которая определяется степенью дисперсности феррито-цементитной смеси, обработка по второму варианту обеспечивает более высокую пластичность стали и лучшее сопротивление развитию трещины. Это объясняется тем, что при такой термической обработке феррито-цементитная смесь имеет зернистое строение.
Отпускная хрупкость стали. Охрупчивание стали при некоторых условиях отпуска называется отпускной хрупкостью. Понижение ударной вязкости при этом вызвано повышением температуры перехода в хрупкое состояние. Наблюдаются два вида отпускной хрупкости. Отпускная хрупкость первого рода (необратимая) и отпускная хрупкость второго рода (обратимая), определяемые путем испытаний на ударный изгиб при комнатной температуре.
Ударная вязкость в зависимости от температуры отпуска меняется немонотонно (рис. 18.3).
| Ударная вязкость |
| Рисунок 18.3 – Изменение ударной вязкости легированной стали в зависимости от температуры отпуска и последующей скорости охлаждения |
Сталь, отпущенная в интервале температур 300…350 °С, имеет минимальную ударную вязкость (рис. 18.3). Это обусловлено отпускной хрупкостью первого рода (необратимой хрупкостью).
Отпускная хрупкость первого рода проявляется у большинства сталей независимо от их состава и скорости охлаждения. Считают, что это явление обусловлено возникновением объемно-напряженного состояния, получающегося при неоднородном распаде мартенсита.
Распад происходит наиболее полно по границам зерен, в результате чего появляется резкое различие между прочностью пограничных слоев и телом самого зерна. Кроме того, образовавшиеся частицы карбидов не успевают приобрести зернистое строение, и большинство карбидов еще имеют пластинчатую форму. В данном интервале температур происходит еще и превращение остаточного аустенита в мартенсит отпуска. Происходит потеря вязкой составляющей структуры – аустенита и увеличение хрупкой составляющей – мартенсита. Сталь в состоянии необратимой отпускной хрупкости имеет блестящий межкристаллитный излом.
Хрупкость первого рода устраняется нагревом стали выше 400 °С, снижающим твердость.
Хрупкость второго рода наблюдается в сталях, легированных карбидообразующими элементами, в интервале температур 500…550 °С при охлаждении в печи или на воздухе после отпуска или при слишком длительной выдержке в этом температурном интервале. В стали в состоянии отпускной хрупкости второго рода уменьшается работа зарождения и особенно распространения трещины, поэтому наблюдается снижение ударной вязкости (рис. 18.3).
При быстром охлаждении в воде этот вид хрупкости не возникает; излом стали – волокнистый, характерный для вязкого состояния. После медленного охлаждения от температур 500…650 °С сталь имеет хрупкий кристаллический излом. Хрупкость второго рода можно устранить повторным отпуском при температурах 600…650 °С с последующим быстрым охлаждением.
Хрупкость второго рода часто встречается в сталях, легированных Mn, Si, Сr и содержащих повышенное количество Р и Аs или при одновременном введении в сталь Cr и Ni (или Mn).
Появление отпускной хрупкости второго рода наиболее вероятно связано с диффузией растворенных атомов некоторых элементов и насыщением поверхностных слоев зерна этими элементами. По границам зерна происходит ускоренное образование карбидов, обогащенных легирующими элементами. Мелкодисперсные вторичные фазы легирующих элементов, располагаясь по границам зерен, охрупчивают их. Как следствие, приграничные слои обедняются карбидообразующими элементами, куда начинает диффундировать фосфор, который значительно снижает работу образования межзеренных трещин, вызывающих развитие отпускной хрупкости. Ускоренное охлаждение после нагрева предотвращает перераспределение легирующих элементов и фосфора между объемом зерен и приграничными слоями, сохраняя их равномерную концентрацию и тем самым устраняя отпускную хрупкость второго рода.
Задания 1 и 2 выполняются по выбору преподавателя.
Источник: studopedia.ru
Справочная информация для любителей китайских фрез

В русскоговорящих странах среди пользователей китайскими фрезами присутствует полное незнание о типах твёрдых сплавов, выплавляемых в поднебесной. Но китайцы славятся великолепными способностями химичить, и нахимичили целый ряд нестандарных эконом твёрдых сплавов.
В Китае принята собственная маркировка твёрдости (качества) фрез, и она очень удобна. Эти цифры показывают максимальную твёрдость разрезания материалов по шкале Роквелла (шкала С).
Часто маркируется на копусе фрезы или на наклейке коробочки фрезы в виде цифры с кружочком справа вверху возле цифры — похоже на написание температуры или угла в градусах. Обычно это цифры 35, 40, 45, 50, 55, 60, 65. Это указана максимальная допустимая твёрдость разрезаемого материала в HRC, при котором фреза будет разрушаться. Чем больше эта цифра — тем дольше фреза прослужит, тем дольше будет производить качественную фрезеровку без заусениц, ворса и визгов.
HRC 35 — подходит для очень мягких материалов, для проб и экспериментов. Самый импортируемый отечественными бизнесменами сплав для хорошей прибыли за фрезу с низкими параметрами. Часто эти фрезы, для полного заблуждения покупателей, покрывают титан-алюминий-нитридом (чёрное покрытие).
Но от этого качество фрезы не становится лучше, она приходит в негодность мгновенно после стирания покрытия хоть на дереве, хоть на пластиках. Распространён у посредников, что перепродают фрезы.
Из-за необычайно низкой стоимости сплава, в большинстве случаев заточка фрезы нерентабельна с применением ЧПУ станка, и затачиваются вручную, что приводит к отклонениям при заточке, биениям, и сильным погрешностям при заточке конусных фрез и граверов. У этого сплава есть один плюс — много намешано в составе, и фреза не такая хрупкая — для начинающих ЧПУ-шников с трясущимися руками это важно. Попадаются образцы из самопального твёрдого сплава, сделанного без вакуумной установки. Внутри прутков обнаруживаются пузырьки воздуха. Фрезы в этом месте обычно обламываются.
HRC 45 — чуть лучше предыдущего сплава. Распространён в Китае на мелких фирмах, производящих фрезы, и применяемых при изготовлении эконом изделий. При шлифовке 3D рельефов твёрдых пород древесины и цветных металлов не может гарантировать длительную работу. Отличается повышенной хрупкостью при боковых нагрузках.
Очень распространён в интернет магазинах, где продают фрезы, как привлечение покупателей низкой ценой фрезы, а также у посредников снабженцев, что перепродают фрезы. Часто этот сплав покрывается титан-алюминий-нитридом (чёрное покрытие) или nACo (нанокомпозит) и указывается выше твёрдость реза для обработки металлов, но фреза мгновенно разрушается после стирания покрытия.
HRC 50 — переходный сплав между слабыми и нормальными для мягких материалов. По металлам и сплавам срок службы непонятный, т.к. цифры обычно завышены производителем от действительности. Если не думать о сроке службы, то можно работать по алюминию и латуни сыпучке, но не нагружая фрезу на излом. При шлифовке 3D рельефов твёрдых пород древесины служит недостаточно. Часто этот сплав покрывается титан-алюминий-нитридом (чёрное покрытие) или nACo (нанокомпозит) и указывается выше твёрдость реза для обработки металлов, но фреза мгновенно разрушается после стирания покрытия.
HRC 55 — более-менее приемлемый китайский твёрдый сплав, но он хуже в два раза по сравнению с фирменным немецким, американским или Sandvik H10F сплавом. Производство этого сплава на полную ногу налажено в Тайвани, в Китае также есть похожий сплав. Основная масса тайваньских фрез именно из этого сплава.
Многие отечественные покупатели «путают» этот сплав с фирменным немецким K55, до которого этому сплаву далеко по параметрам. Нечистые на руку китайские производители фрез, по просьбе отечественных импортёров-оптовиков, могут приклеивать наклейку HRC55(или наносить лазерную гравировку) на фрезы с ниже качеством. Если Вам повезло, и Вы не нарвались на подделку, то можно сказать и так- Вы имеете настоящую китайскую народную фрезу.
HRC 60 — дорогой фирменный сплав, с дополнительными легирующими добавками и особенной технологией изготовления, в Китае не производится, а импортируется из Германии или Японии. Часто это немецкий сплав K40UF или K44UF. В последнее время китайсктие умельцы делают копии с несоответствующими параметрами. Фрезы из оригинального сплава, но произведённые в Китае могут оказаться дороже, чем произведённые в других развитых странах. Существует в интернет магазинах масса подделок, с несоответствующимии огинальному сплаву параметрами твёрдость/вязкость/ударопрочность.
Примечание: в Китае изготавливается недорогой твёрдый cплав HRC65. HRC70 (он тёмного серого цвета) применяемый при изготовлении боров, но из него не изготавливаются прямые и конусные фрезы из-за высокой хрупкости сплава на большой длине ножа. Китайские боры, если Вас не обманул продавец или производитель, это действительно классные боры, и к ним нет даже самых малейших нареканий, и Китай может гордиться своими недорогими борами. По просьбе отечественных импортёров, мелкие китайские производители фрез могут для Вас изготовить из этого сплава фрезу, приклеить красивую наклейку с заманчивой надписью о твёрдости, но такая фреза будет трескаться и лопаться от боковой нагрузки.
Назвaния китайских сплавов:
надпись на фрезе: N — сплав YG10X (Китай)
надпись на фрезе: A — сплав WF03 (Китай)
надпись на фрезе: AA ( или 2А) — сплав TF25 (Китай)
надпись на фрезе: AАА (или 3А) — обычно сплав UF15 ( и часто Китай копия или оригинал Тайвань HRC55)
надпись на фрезе: 5А — что-то импортное из Кореи или Германии, но не обязательно HRC60 или HRC65 ( из Кореи они закупают сплавы HRC58)
P.S. Всё вышесказанное обычно всегда под сомнением, т.к. доброта и шустрость производителя феноминальна по просьбе для снижения цены.
Ценовое соотношение твёрдых вольфрамовых сплавов для изготовления перьевых фрез и граверов:
HRC55 дороже сплава HRC35 в 1.5 раза
HRC55 дороже сплава HRC45 в 1.25 раза
HRC55 дешевле сплава HRC60 в 1.46 раз
HRC55 дешевле сплава HRC65 в 2.32 раза
HRC55 дешевле сплава HRC68 в 2.5 раза
. будьте бдительны, когда приобретаете дешёвый товар.
Фрезы из шведского сплава Sandvik H10F, немецкого Konrad K40UF и K44UF и США Premium с покрытиями TIALN, ALTIN, ZrN, nACo, DLC 


















Источник: www.topincity.ru