Испльзование специальных покрытий на поверхности обрабатывающих, режущих инструментов позоволяют существенно повысить их эксплуатационные показатели. Так, разница в количестве просверливаемых отверстий свёрел с покрытием и без может отличаться в 50 и более раз! Сущственно улучшаются температурные и механические показатели, что часто позволяет отказаться от использования смазочно-охлаждающих жидкостей. В таблицах ниже приводится сравнение различных типов покрытий.
| Аустенитная нержавеющая сталь | + | +++ | + | ||
| Мартенситная нержавеющая сталь | + | + | + | +++ | |
| Мартенситная нержавеющая сталь | ≥35 | + | +++ | ||
| Нержавеющая сталь с дисперсионным упрочнением | + | + | +++ | ||
| Нержавеющая сталь с дисперсионным упрочнением | ≥35 | + | +++ | ||
| Никеливые, кобальтовые сплавы железа | + | +++ | ++ | ||
| Титан | + | +++ | ++ | ||
| Легированная сталь | 16-23 | + | + | +++ | |
| Легированная сталь | 23-38 | + | + | +++ | + |
| Легированная сталь | >38 | + | +++ | ||
| Углеродистая сталь | 16-23 | + | + | +++ | |
| Углеродистая сталь | 23-38 | + | + | +++ | + |
| Углеродистая сталь | >38 | + | +++ | ||
| Серый чугун | 18-22 | + | + | +++ | |
| Высокопрочный чугун | 22-32 | + | +++ | ||
| Алюминий | + | + | |||
| Алюминий >10% Si | + | +++ | |||
| Графит | +++ | ||||
| Композитные материалы | +++ | ||||
| Твёрдая, закалённая сталь | >45 | +++ |
- +++ — обеспечивает наилучшие показатели;
- ++ — подходит для специфического применения;
- + — рекомендуется дополнительное покрытие.
Источник: ferrometiz.ru
Примеры износостойких покрытий

Одним из наиболее широко применяемых материалов покрытий является нитрид титана ‑ благодаря его высоким физико-механическим, теплофизическим, антикоррозионным и другим характеристикам, а также относительной дешевизне и безопасности в производстве. Нитрид титана обладает широкой областью гомогенности и может содержать от 37,5 до 52 ат. % азота. Плотность покрытий из стехиометричного нитрида титана составляет 5,2…5,5 г/см 3 , при отклонении от стехиометрии из-за несовершенств решётки их плотность может снижаться до 4,5 г/см 3 . Нитриды титана обладают золотистым цветом, оттенки которого меняются в зависимости от содержания в них азота. Покрытия, полученные при малых давлениях азота, имеют светло-жёлтый цвет. При повышении давления их цвет становится тёмно-жёлтым с красноватым отливом.
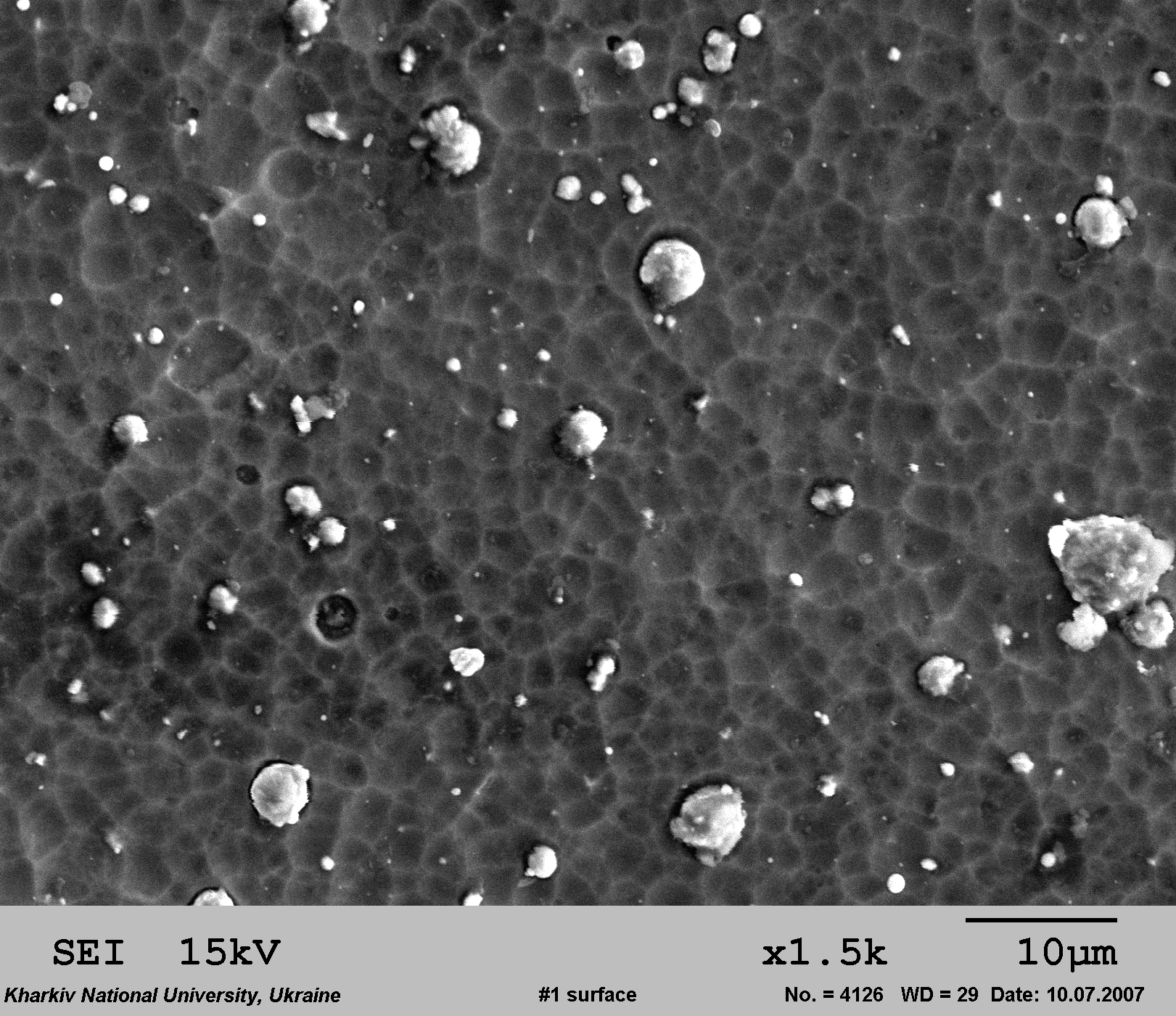
Морфология поверхности вакуумно-дугового TiNпокрытия
Особенностью вакуумно-дуговых TiN покрытий (так же, как Mo2N, CrN и др.) является ячеистый микрорельеф на поверхности. Размеры ячеек составляют 0,5…3 мкм и не связаны ни с величиной зерен покрытия, ни с шероховатостью поверхности подложки.
Наиболее вероятной причиной их образования является неравномерное распыление отдельных участков поверхности покрытия под воздействием ионной бомбардировки в процессе его осаждения. На поверхности покрытия имеются макрочастицы (капли) титана, образующиеся в процессе эрозии катода. Их количество и размеры зависят, главным образом, от температуры поверхности катода и давления азота в процессе осаждения. С увеличением давления размеры и количество макрочастиц существенно уменьшаются.
Покрытия, полученные распылением или вакуумно-дуговым способом, обладают достаточно сильной текстурой кристаллитов с осью [111], перпендикулярной плоскости роста.
При обработке металлов инструментом с покрытием температура в зоне резания достигает 600…860 С, и даже при образовании сливной стружки активные реагенты, в том числе кислород, проникают в поверхность покрытия. Поэтому фактически обрабатываемый металл контактирует с оксидом титана, расположенным на поверхности покрытия. Это значительно уменьшает адгезионное взаимодействие между трущимися поверхностями, что приводит к уменьшению длины контакта поверхности инструмента со стружкой, снижению температуры в зоне резания, а следовательно ‑ пластической деформации и адгезионного износа режущей кромки инструмента. При этом происходит снижение усилий резания на 15…20 %. Наличие покрытия на одной из рабочих поверхностей инструмента снижает износ не только этой, но и остальных поверхностей. На инструментах с покрытием TiN наблюдается тенденция к снижению наростообразования, вследствие чего достигается более высокая степень чистоты поверхности после обработки.
Покрытия из нитрида титана достаточно универсальны по отношению к обрабатываемым материалам. Они успешно применяются в условиях абразивного износа при обработке большинства материалов, в том числе конструкционных сталей, чугунов, бронз и т.п. Однако их эффективность значительно ниже при резании вязких хромоникелевых сталей, титана и титановых сплавов, алюминия. Покрытия TiN применяются для всех видов инструментов, материал которых допускает нагрев до температуры 400. 500 С без потери эксплуатационных характеристик.
Износостойкость покрытий из нитрида титана хорошо проявляются на деталях машин в условиях интенсивного трения, эрозии и коррозии. Покрытия TiN успешно используются для повышения эрозионной и коррозионной стойкости лопаток паровых турбин из титановых сплавов, а также лопаток компрессоров авиационных газотурбинных двигателей.
Покрытия TiCN

Карбонитриды титана образуются при напуске в вакуумную камеру смеси азота с углеродсодержащими газами, в частности ацетиленом или метаном, в процессе осаждения покрытия. Покрытия Ti(C,N) имеют столбчатую структуру со средней шириной столбцов 260 нм. Количество и размер капельной фазы больше, чем при осаждении нитрида титана. При осаждении вакуумно-дуговых покрытий с использованием в качестве реакционного газа смеси С2Н2–N2 микротвёрдость покрытий зависит от состава и давления этих газов в процессе осаждения, увеличивается с увеличением содержания ацетилена и может достигать 50 ГПа.
При нагревании покрытий Ti(C, N) на воздухе окисление начинается при температуре 365 С, заметный износ проявляется при температуре выше 150 С, и, видимо, поэтому они применяются на режущих инструментах преимущественно при обработке конструкционных сталей на малых и средних скоростях резания, а также цветных металлов, когда температуры в зоне резания относительно невелики.
Эффективность применения этих покрытий в значительной степени зависит от конструкции инструментов и условий обработки. Наилучшие результаты, превышающие показатели TiN в 1,5…3 раза, получены на метчиках, свёрлах, долбяках при обработке малолегированных сталей, бронзы, алюминия.
Покрытия TiAlN

В настоящее время большое внимание привлекают к себе покрытия TiAlN. При сохранении высоких физико-механических характеристик нитрида титана они обладают высокой стойкостью к окислению при высоких температурах. При нагревании на воздухе их поверхность покрывается плотным слоем окиси алюминия с микротвёрдостью 12. 13 ГПа, препятствующим дальнейшему окислению и адгезионному взаимодействию с контртелом.
Покрытие TiAlN имеет столбчатую структуру с размерами зёрен около 50 нм. Микротвёрдость покрытий находится в диапазоне от 10 до 42 ГПа; были получены сверхтвёрдые покрытия с микротвёрдостью 47 ГПа (получены магнетронным способом). Микротвёрдость растёт с увеличением содержания алюминия, достигая максимума при 60…70 мол. % AlN в покрытии, после чего снижается значительно ниже уровня TiN (до 10 ГПа).
Состав покрытий в значительной степени зависит от потенциала подложки в процессе осаждения. С ростом потенциала подложки от 0 до -300 В концентрация алюминия сильно уменьшается; при отсутствии потенциала на подложке состав покрытия соответствует составу катода. Изменяя величину отрицательного потенциала подложки, можно управлять составом и, следовательно, физико-механическими свойствами покрытия в целом, с учётом того, что потенциал подложки влияет также на величину внутренних напряжений в покрытии.
При нагревании на воздухе TiN окисляется при температурах выше ~ 500 С. Алюминий диффундирует на поверхность покрытия, образуя аморфный слой Al2O3, который защищает покрытие от окисления, в то время как слой TiO2 на TiN такой защиты не обеспечивает. Кроме того, оксиды алюминия значительно более стабильны, чем оксиды титана. С увеличением содержания алюминия в покрытии его термостойкость увеличивается. Введение в состав покрытия TiAlN хрома и иттрия значительно улучшает стойкость к окислению.
Высокая термостойкость покрытий TiAlN и образование на их поверхности слоя Al2O3 обеспечивают значительное повышение работоспособности режущих инструментов. Эти покрытия более универсальны по отношению к обрабатываемым материалам, чем TiN, и наиболее эффективны при резании материалов с низкой теплопроводностью, таких, как нержавеющие стали, титановые и никелевые сплавы. Они успешно применяются на инструментах как из быстрорежущих сталей, так и твёрдых сплавов.
Наноструктурированные покрытия

Возможность наносить нанослойные покрытия стала следствием развития техники (установок) для нанесения покрытий. При определенной частоте чередования слоев, то есть при определенной толщине нанослоев, может быть получено значительное увеличение твердости. Высокая твердость является следствием существенного различия модуля Юнга (модуля упругости) материалов субслоев. Снижение твердости при малых толщинах слоев (около 6–7 Нм) объясняется «грубостью» границ между слоями. Если установка и технология нанесения покрытия позволяет получить «четкие» границы, то снижения твердости не наблюдается.

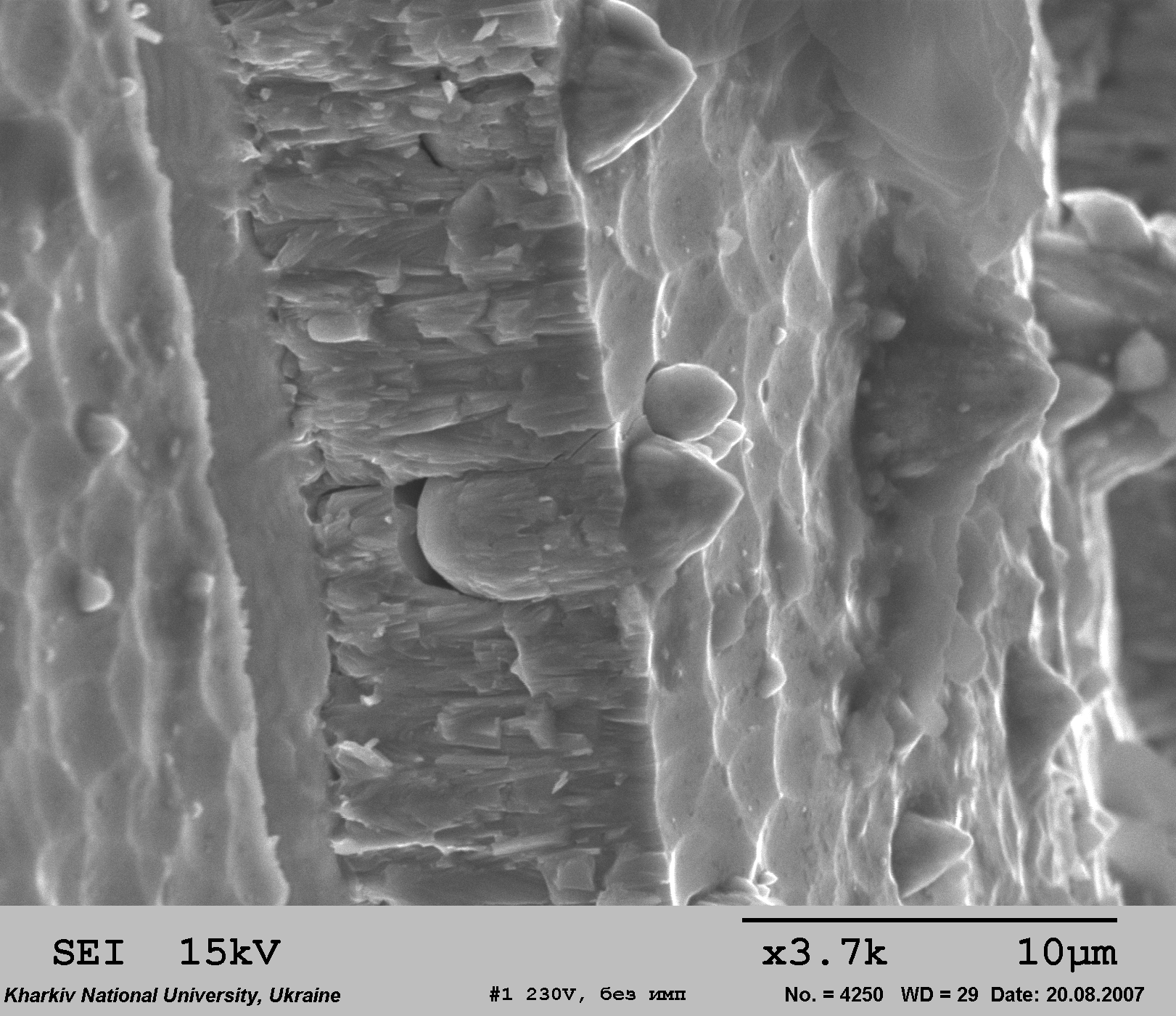
нанослои в покрытии
Для нанесения нанослойных покрытий необходимо синхронизировать управление катодом и вращение материала, на который наносится покрытие. Это относительно просто, если покрываются одинаковые инструменты большими партиями. Но процесс становится значительно сложнее, если покрываются различные инструменты в одной партии. Таким образом, получение нанослойного покрытия с постоянной периодичностью чередования слоев невозможно, если в одной партии в камере находятся одновременно маленькие и большие инструменты, пластины, штампы, пресс-формы и
детали машин (а все эти элементы нуждаются в современных покрытиях). Кроме того, расстояние между нанослоями изменяется в процессе эксплуатации инструмента из-за изменения температуры, что также снижает эффективность такого покрытия.
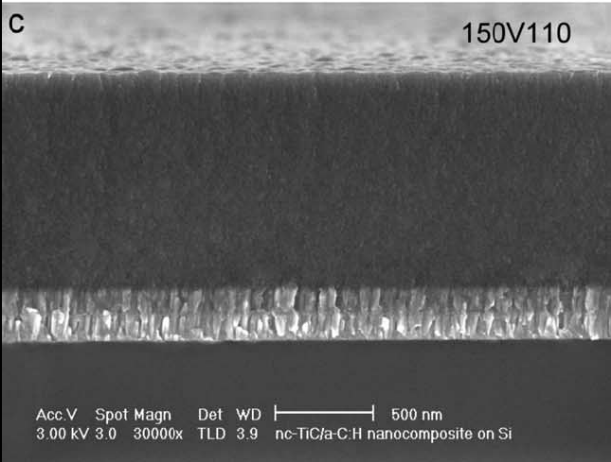
сечение наноструктурированного покрытия
В составе нанокомпозитных покрытий присутствуют различные материалы (например, титан, алюминий и кремний). Зачастую они не могут быть смешаны.
Процесс ведется так, что две различные фазы присутствуют в плазме и, в результате, нанокристаллический TiAlN, CrAlN, TiC или другая керамика оказывается внедренным в аморфную матрицу, например, Si3N4 или алмазоподобного покрытия (как арматура в бетон). Такая структура обеспечивает крайне высокую твердость (40–50 ГПа), которая сохраняется и при высоких температурах (до 1000°С) и экстремально низкий коэффициент трения. Такие характеристики крайне важны при высокопроизводительной обработке без СОЖ. Дальнейшее улучшение свойств такого покрытия возможно, если нанокомпозитное покрытие наносится еще и по специальной технологии. Периодичность слоев в этом случае составляет до 3,5 нм.
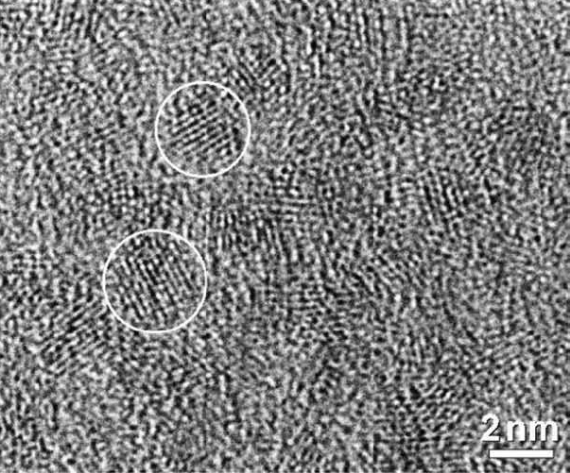
фото наноструктуры покрытия nc-TiC/a-C:H, полученное при помощи просвечивающей электронной микроскопии высокого разрешения.
Источник: studfile.net
Покрытия TiN, ZrN, TiCN, TiC, CrN, AlTiN, ZrAlN, ZrCN, TiO.
Наша компания оказывает услуги по нанесению упрочняющих покрытий на различные материалы с использованием вакуумного оборудования ионно-плазменного напыления. В производстве мы используем одни из самых современных вакуумных методов получения высокотехнологичных тонких плёнок для покрытия микро-нано-электроники, зубных протезов, режущего инструмента.

- TiN — Нитрид титана – Золотой цвет;
- ZrN — Нитрид циркония – Белое золото;
- TiCN — Карбо нитрид титана – Серо-голубой цвет;
- TiC — Карбид титана – Светло-серый цвет;
- CrN — Нитрид хрома – Тёмно-серый цвет;
- AlTiN — Нитрид титана алюминия – Фиолетовый тёмный цвет (ближе к черному);
- ZrAlN — Нитрид циркония алюминия — Серый цвет ;
- ZrCN — Карбонитрид циркония – Бледно-золотой цвет;
- TiO — Оксид титана — Бесцветный.
Нитрид титана – TiN.
Нитрид титана TiN – химическое соединение, которое получают при температуре 1200°С путем азотирования титана. Кубическая алмазоподобная структура покрытия обеспечивает ему высокую твердость, низкий коэффициент трения и оптимальную химическую стойкость. Благодаря таким качествам, TiN активно используется для упрочнения режущих инструментов, подшипников и штампов, предотвращает налипание обрабатываемого материала на инструмент.

Нержавеющая сталь после обработки нитридом титаном приобретает следующие свойства :
- устойчивость к негативным внешним влияниям;
- устойчивый к воздействию сильных кислот – серной и соляной;
- однородность цвета, долговечность;
- оптимальная отражающая способность;
- инертность к высоким температурам и агрессивным веществам;
- повышается твердость и тугоплавкость.
Кроме этого нитрид титана имеет золотой оттенок, что выгодно отличает покрытие от прочих. На сегодняшний день TiN – это самое похожее на золото соединение. Поэтому его часто используют в декоративных целях, когда необходимо добиться максимально натурального золотого цвета.
Если при напылении нитрида титана использовать большое содержания азота – получится медный цвет.
Нитрид циркония — ZrN.
Нитрид циркония ZrN представляет собой бинарное соединение неорганического типа, полученное в результате симбиоза азота и металла циркония. Имеет цвет белого золота.
Покрытие не заменимо в стоматологии – напыление нитрида циркония на элементы имплантов – абатменты, зубные коронки, зубные протезы.


Нитрид циркония успешно используется для обработки крепежных элементов. В результате значительно повышается износостойкость изделия (в 3-5 раз), а также его декоративные свойства. Состав хорошо защищает металл от коррозии, повышает эксплуатационный ресурс.
- керамика высокотемпературного типа;
- покрытия антифракционные, декоративные или защитные;
- обработка цветных металлов;
- обработка пластика.
Состав обладает высокой химической стойкостью, а также оптимальным уровнем микротвердости. Нитрид циркония активно используют в качестве декоративного покрытия для аксессуаров — бижутерия и наручные часы.
Карбонитрид титана – TiCN.
Карбонитрид титана TiCN — получают практически так же, как и нитрид титана, только в качестве реакционного газа используется смесь азота с ацетиленом или пропаном, а не чистый азот. Покрытие применяется для сверл, которые подвергаются сильным термодинамическим нагрузкам, на инструменте резьбонарезного типа.

- стальные трубы нержавеющие;
- конструкционная, швеллерная и толстолистовая сталь;
- чугунное литье;
- стальной прокат;
- сверление внахлест.
Карбонитрид титана TiCN — тугоплавкое соединение обладает высокими физико-механическими свойствами и имеет низкий коэффициент трения покрытия, благодаря чему обработанные инструменты могут полноценно работать в режиме фрезерования, ударном режиме, при нарезании резьбы.
Нитрид хрома – CrN.
Нитрид хрома CrN представляет собой неорганическое соединение азота и металла хрома. Покрытие обладает высокой адгезией, сопротивляемостью коррозийным процессам, высоким уровнем вязкости. CrN используется для повышения стойкости режущих инструментов и оснастки.

- высокая твердость;
- термостабильность;
- устойчивость к воздействию кислот (в том числе и царской водки);
- устойчивость к щелочной среде;
- низкая изнашиваемость контртела.
Инструменты с покрытием из нитрида хрома применяются для обработки цветных металлов, пластика. CrN не поддается воздействию воды как на холоде, так и при нагревании, нитрид хрома применяется для нанесения на штампы, пресс-формы, детали машин.
Комплексный нитрид титана алюминия – AlTiN.
Нитрид титана алюминия AlTiN – универсальное высокопроизводительное покрытие, применяется для обработки режущего инструмента, повышая его износостойкость, прочность и работоспособность в несколько раз. Покрытый инструмент используется при точении, сверлении, фрезеровке, развертке.

Наиболее эффективны покрытия при обработке материалов с низким уровнем теплопроводности – никелевые сплавы, нержавеющая сталь, титановые сплавы. AlTiN оптимально подходит для сухой высокоскоростной обработки, обработки закаленных сталей.
- высокая нанотвердость;
- оптимальный коэффициент трения;
- стойкость к окислению;
- низкий коэффициент теплопроводности.
Комплексный нитрид циркония алюминия — ZrAlN.
Нитрида циркония алюминия ZrAlN используется для обработки инструментов с целью увеличить их производительность и работоспособность, защитить изделия от негативных внешних факторов, продлить срок эксплуатации.

- высокий уровень микротвердости;
- стойкость к окислительным процессам;
- низкий коэффициент теплопроводности;
- устойчивость к высоким температурам.
Покрытие из нитрида циркония алюминия используется для обработки сплавов титана, алюминия, пластика. Состав оказывает на сталь микролегирующее и модифицирующее свойство, повышая ее прочностные характеристики. Также цирконий применяется для получения высокотвердой керамики. Из такого материала изготавливаются матрицы и фильеры для экструзии металлов, головки режущего типа, детали насосов и автомобильных двигателей.
Карбид титана — TiC.
Карбид титана TiC – порошок светло-серого цвета, полученный в результате соединения металлического титана и углерода. Покрытие используется для повышения эксплуатационных характеристик целого ряда инструментов.

- высокий уровень прочности;
- стойкость к серной, соляной и фосфорной кислотам;
- стойкость к щелочной среде;
- хорошая теплопроводимость;
- устойчивость к абразивному воздействию;
- жаропрочность;
- устойчивость к коррозийным процессам.
Обработанные карбидом титана инструменты значительно повышают свои прочностные характеристики, лучше справляются с обработкой цветных металлов и прочих материалов.
Также покрытие TiC используется для покрытия высокоскоростных буров, и при производстве деталей реактивного двигателя, и шлифовально-абразивного инструмента. Карбид титана используют не только для нанесения износостойких покрытий, но для изготовления чехлов термопар, тиглей, для футеровки печей вакуумного высокотемпературного типа.
Карбонитрид циркония – ZrCN.
Карбонитрид циркония ZrCN известен своими уникальными эксплуатационными характеристиками, активно используют для обработки цветных металлов и алюминиевых сплавов. Покрытие препятствует налипанию обрабатываемого материала к поверхности инструмента. Состав рекомендуется также для обработки стекловолокна, нейлона, большинства полимерных материалов. Применяется ZrCN для защиты от коррозии.

- стойкость к абразивному износу и к коррозийным процессам;
- высокий уровень твердости;
- ударная вязкость;
- низкий коэффициент трения;
- трибологические свойства;
- инертность ко многим видам кислот;
Покрытие ZrCN применяется для обработки режущих инструментов, которые предназначены для работы с цветными металлами, а также для приспособлений для полировки. Карбонитрид циркония чрезвычайно устойчив к высоким температурам.
Оксид титана – TiO. Радужное напыление «Хамелеон».
Особенностью покрытий из оксида титана TiO является цветовой эффект «хамелеона». Поэтому такие покрытия в основном применяются в качестве декоративных и защитно-декоративных для изделий из различных материалов — сталей, алюминиевых сплавов, меди, пластмасс, стекла, керамики и т.д.

Покрытия TiO имеют небольшую толщину, обладая при этом достаточно высокой износостойкостью. При обработке поверхности твердосплавных инструментов диоксидом титана можно повысить их стойкость. Кроме того, покрытия на основе оксида титана известны как обладающие высокой фотокаталитической активностью: они эффективно используют свет для ускорения химических реакций.
Покрытия TiN, ZrN, TiCN, TiC, CrN, AlTiN, ZrAlN, ZrCN, TiO.
Источник: hrom-prom.ru
Покрытия
Отличительная особенность лезвий с покрытием от лезвий, изготовленных по стандартной технологии:
- — Повышенная скорость и производительность резки
- — Повышенный срок службы и меньшее число замены лезвий
- — Незначительное трение между режущей кромкой и разрезаемым материалом
- — Высокое качество резки
Ниже представлена таблица наиболее распространенных покрытий, которые широко применяются:
| Покрытие | Описание |
| TiN (нитрид титана) | Стандартный высокопрочный материал с высокой износостойкостью при относительно высоком коэффициенте трения (по сравнению с базовым материалом – сталью от 0,4 до 0,7), как правило, золотистого цвета, безопасный диапазон применения до 300°C. |
Источник: www.classeng.com
Напыление нитрида титана
Покрытие нитрид титана (TiN) универсальное и самое распространенное износостойкое, либо декоративное покрытие золотого цвета. Имеет очень широкое применение. Мы наносим покрытие TiN с помощью вакуумной установки ионно-плазменного напыления (технология PVD).
Характеристики покрытия
- Твердость покрытия 24-28 ГПа
- Толщина покрытия 1-6 мкм
- Рабочая температура 500°С
- Коэффициент трения 0,4-0,5
- Покрытие золотого цвета
Применение износостойкого нитрида титана (нанесение TiN)

Покрытие наносится на режущий и формообразующий инструмент различной геометрии, на штампы, пресс-формы и всевозможные детали машин. Одно из самых доступных и распространенных покрытий. Данное покрытие активно применяется в стоматологии (протезы и медицинский инструмент).
Применение декоративного нитрида титана (титанирование)
Покрытие наносится на предметы мебели и интерьера, рекламные вывески, конструкции и на многое другое.
Важным условием качественного и красивого декоративного покрытия нитрида титана является подготовка поверхности. Детали перед нанесением покрытия должны быть отполированы.
Мы оказываем услуги по напылению нитрида титана в Санкт-Петербург на нашей производственной площадке.
В настоящий момент наносим только износостойкое покрытие нитрида титана, декоративные покрытия временно не наносим.
Заказать услугу по напылению нитрида титана
Другие услуги
- услуги по восстановлению деталей, нанесению покрытий, напылению в вакууме, микроплазменному напылению, электроискровому легированию, плазменной обработке, аттестации покрытий, напылению нитрида титана, ремонту валов, покрытию от коррозии, нанесению защитного покрытия, упрочнению деталей;
- поставка оборудования для процессов финишного плазменного упрочнения, сварки, пайки, наплавки, напыления (например, газотермического, газопламенного, микроплазменного, высокоскоростного и детонационного напыления), электроискрового легирования, приборов контроля, порошковых дозаторов, плазмотронов и другого оборудования;
- поставка расходных материалов, таких как сварочная проволока, электроды, прутки для сварки, порошки для напыления, порошки для наплавки, порошки для аддитивных технологий, проволока для наплавки и другие материалы для процессов сварки, наплавки, напыления, аддитивных технологий и упрочнения;
- проведение НИОКР в области инженерии поверхности, трибологии покрытий, плазменных методов обработки, выбора оптимальных покрытий и методов их нанесения;
- обучение, консалтинг в области наплавки, напыления, упрочнения, модификации, закалки.
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Источник: www.plasmacentre.ru