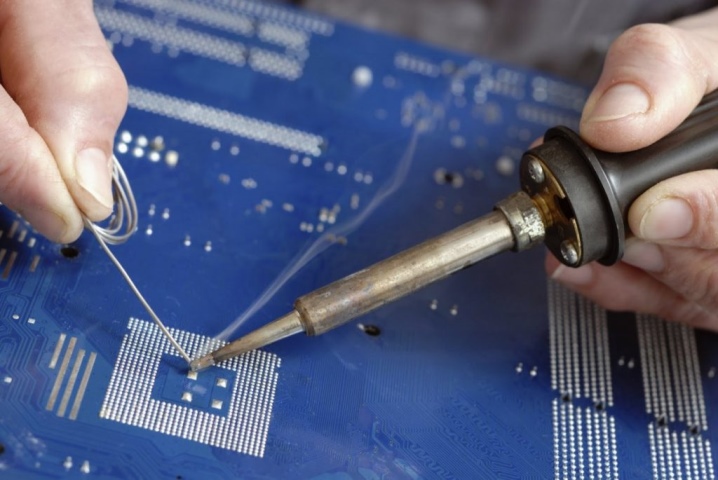
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Пайка металлов
Пайкой называется процесс соединения металлов в твердом состоянии посредством расплавленного присадочного металла (припоя), имеющего температуру плавления меньше температуры плавления паяемого металла.
При пайке основной металл не расплавляется и, следовательно, химический состав его не изменяется. По прочности соединения, полученные пайкой, уступают сварным.
Паять можно углеродистые и легированные стали всех марок, твердые сплавы, цветные металлы, серые и ковкие чугуны. При пайке металлы соединяются в результате растекания жидкого припоя по нагретым и соприкасающимся поверхностям и затвердевания его после охлаждения. Прочность сцепления припоя с соединяемыми поверхностями зависит от диффузионных процессов, протекающих между припоем и основным металлом, т. е. от взаимного их растворения с образованием промежуточного сплава.
Как паять металл Пайка для новичков. As solder metal brazing for beginners
На протекание диффузионных процессов влияет качество подготовки поверхностей и наличие на них окислов или загрязнений, а также температура пайки.
Припой должен хорошо растворять основной металл, обладать смачивающей способностью и быть дешевым и недифицитным. Припой представляет собой сплавы цветных металлов сложного состава.Чаще всего применяются сплавы эвтектического состава, которые обладают пониженной температурой плавления. По составу припои делятся на медные, медноцинковые, серебряные, медно-фосфористые, медно-никелевые и специальные припои для алюминиевых сплавов. Различают твердые и мягкие припои. Твердые припои имеют температуру плавления выше 500ºС и предет прочности от 6 до 50 кГ/м2, а мягкие — соответственно ниже 400°С и 7 кГ/мм2. Припои изготавливаются в виде прутков, проволок, листов, полос, спиралей, колец, дисков, зерен и т. д.
При пайке применяются флюсы. Они служат для растворения и удаления окислов и загрязнений с поверхности металла, защиты его от окисления, улучшения смачиваемости и растекания припоев. Флюсы выпускаются в виде порошков, паст или в жидком состоянии. При пайке применяются три формы соединения (рис. 232
); нахлесточное 1, стыковое 2 и в ус 3.
Типы паяных соединений.
Величина зазора между соединяемыми кромками должна быть небольшой для того, чтобы улучшить затекание припоя под действием капиллярных сил и увеличить прочность соединения. Для серебряных припоев рекомендуется зазор от 0,05 — 0,08 мм, а для меди — не более 0,012 мм. Для хорошего смачивания поверхности производится механическая очистка и обезжиривание горячей щелочью, трихлорэтиленом, четыреххлористым углеродом. Поверхность изделия, не подвергающаяся покрытию припоями, перед пайкой покрывается пастой из мела, глины, графита или их смесей, или смачивается хромовой кислотой во избежание прилипания припоя к изделию.
Как паять металлы в домашних условиях? Ничего трудного — смотри и паяй. Секреты для начинающих.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Особенности работы с оцинкованными изделиями

Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Газопламенная пайка металлов
Пайка металлов технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла — припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя. В качестве источников теплоты при пайке используют газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники. К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17325-79, различают две основных вида пайки:
- высокотемпературную
- низкотемпературную
Температура плавления припоев для высокотемпературной — свыше 550°С, а для низкотемпературной — ниже 550°С. В основу высокотемпературных припоев входят медь (Сu), цинк (Zn), серебро (Ag), а низкотемпературных — свинец (Pb), олово (Sn), сурьма (Sb). Пайке поддаются чугун, низкоуглеродистая и легированная сталь, медь , никель, алюминий и их сплавы и др.
Источником нагрева при газопламенной пайке является сварочное пламя. В качестве основного инструмента используют сварочную горелку. При пайке крупногабаритных изделий применяют многопламенные горелки. Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты. Для получения надежного паяного соединения припои должны удовлетворять следующим требованиям:
- температура плавления припоя должна быть ниже температуры плавления основного металла;
- расплавленный припой в сочетании с флюсом должен быть жидкотекуч, хорошо растекаться, проникая в щели зазора, и хорошо смачивать металл;
- припой и металл должны взаимно диффундировать и образовывать сплав;
- припой должен обладать одинаковой или более высокой, чем основной металл, коррозионной стойкостью;
- припой должен удовлетворять требованиям, предъявляемым к внешнему виду изделий, и не содержать дорогих и дефицитных компонентов.
Все припои для высокотемпературной пайки можно разбить на следующие группы:
- медные;
- медно-цинковые;
- серебряные;
- медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой.
Медно-цинковые — при пайке стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60-63% Сu; 0,3-0,4% Sn; 0,4-0,6% Si, остальное — цинк (Zn). Температура плавления припоя 905°С, предел прочности 450 МПа.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев 720- 870°С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСр10 до ПСр70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только для пайки меди и латуни. Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn).
Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои с температурой плавления 577°С, содержащие 10-12% Si, 0,7% Fe, остальное — Al, и припой с температурой плавления 525°С состава 28% Cu, 6% Si, 66% Al. При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура Na2B4O7. Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Перед пайкой соединяемые детали тщательно очищают от загрязнений, окалины, оксидов, жира и др. Порошкообразные флюсы насыпают тонким слоем на очищенные кромки, причем часто применяют предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипали к металлу и не сдувались пламенем горелки при пайке. Порошкообразный флюс наносят также па конец прутка припоя.
Пасты и жидкие растворы наносят на поверхность соединяемых деталей кистью или обмакивают в них припой. При пайке наибольшее применение получили нахлесточные соединения. Зазор между соединяемыми поверхностями должен быть минимальным, а при пайке серебряными припоями — 0,05-0,03 мм. Техника пайки подготовленного соединения сводится к нагреву их до температуры плавления припоя, введения и расплавления припоя. Обычно пайку выполняют нормальным пламенем.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а изделие прогреется до необходимой температуры, начинают вводить припой.
Для гарантии полного заполнения зазора припоем горелкой еще некоторое время подогревают место спая после прекращения подачи припоя. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой. Брак, возникший при пайке, может быть исправлен. Для этого необходимо нагреть деталь до температуры плавления припоя, разъединить спаянные элементы, после чего заново зачистить соединяемые поверхности и повторно произвести пайку.
Источник: pressadv.ru
Сущность и применение пайки металлов
![]()
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется

После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
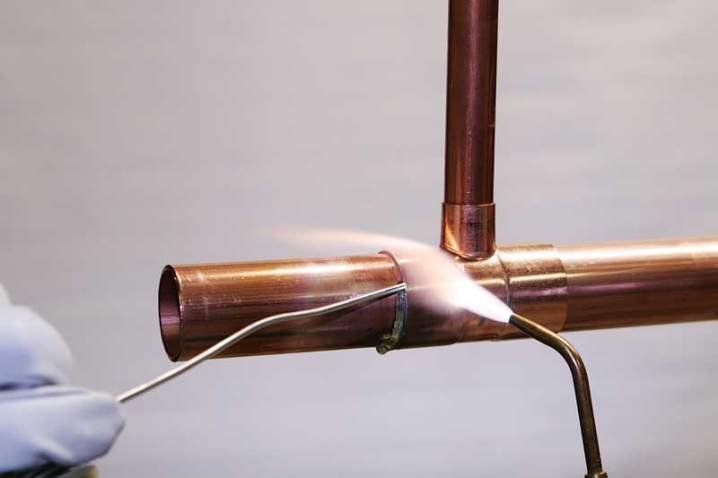
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания

Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы

Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь

Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан

Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром

Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Источник: svaring.com
Все, что нужно знать об олове для пайки
Олово – основной компонент состава, используемого для припоя, но в чистом виде оно не применяется. В основном его эксплуатация связана со сборкой электронных устройств, когда требуется аккуратное и прочное соединение внутренних деталей, притом что плавиться должны не они, а именно припой.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.


Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.

Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.


Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
В России особенно востребованным составом для припоя является сплав олова и свинца (ПОС) – это мягкие сплавы с плавлением при 300 градусах.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.

Сферы применения
Различные виды припоев востребованы в разных областях и отличаются по своим физическим свойствам и полезным характеристикам:
- Состав припоя ПОС-18, помимо олова и свинца, содержит такие элементы, как сера, железо, алюминий и т. д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.


- Для ремонта бытовых устройств больше подходит состав ПОС-30, относящийся к мягким сплавам, обладающий высокой твёрдостью и тёмным цветом. Основное его преимущество – возможность пайки мелких элементов из-за малого сопротивления, а в некоторых случаях – замена вышедших из строя дорогостоящих деталей. Состав применяется и для лужения цинкового листа.

- Припой ПОС-90, в составе которого 90% олова и только 10% свинец, подходит для ремонта медицинской аппаратуры и реставрации пищевой посуды.

Паять при помощи оловянного сплава можно разные металлы:
Особый вид припоя ПОССу состоит из олова, свинца и сурьмы и нашёл применение в ремонте холодильников, автомобильных цепей, любых изделий с цинковым покрытием.

Каким бывает
Есть несколько видов олова, но не всякий из них подходит для пайки:
- Жидкое вещество обычно используется для лужения деталей из меди путём погружения их в химический раствор. Это необходимо для повышения стойкости медных изделий к коррозийным процессам и появлению ржавчины.
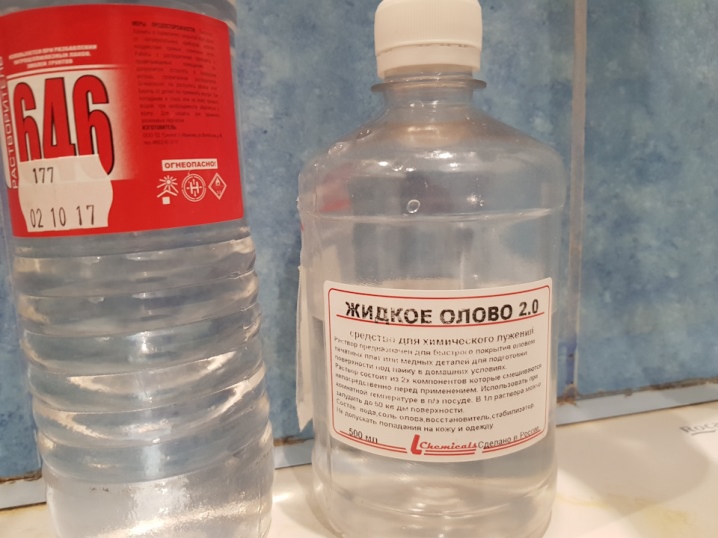
Применение такого состава отличается простотой. Перед процессом лужения необходимую деталь нужно тщательно очистить от загрязнений, провести обезжиривание поверхности для оптимального сцепления и поместить её в раствор жидкого олова на 20–30 минут. За это время формируется один защитный слой. При необходимости его утолщения процедуру нужно проделать снова.
Жидкий состав имеет одно важное преимущество – он позволяет защитить большую поверхность металла, что не всегда можно сделать при помощи паяльника.

- Пищевое олово (пьютер) в большинстве случаев используется для создания посуды, элементов декора, столовых принадлежностей, ёмкостей и сосудов для хранения пищевых продуктов. Как правило, в состав металла добавлены серебро, медь и сурьма, которые повышают его прочностные свойства и снижают стоимость. Данный сплав полностью безвреден (для продуктов и здоровья человека), не меняет запаха и вкуса блюд, не выделяет токсичных веществ и к тому же долговечен в эксплуатации.

Благодаря пластичности материала посуда и сувенирные изделия из пищевого металла хорошо поддаются обработке, поэтому выглядят привлекательно.
На изделия наносится резьба, всевозможные насечки, иногда поверхность предметов покрывается объёмными рисунками и орнаментами.

Чистым оловом не так давно паяли посуду, контейнеры, кастрюли – любые предметы, имеющие непосредственный контакт с пищей. Но в настоящее время оно с этой целью не применяется, так как некоторые металлы паять им трудно, а при сильном охлаждении вещество рассыпается.
Невозможно сравнивать эти разновидности олова, тем более решить, какая из них лучше, поскольку каждая имеет свои плюсы, недостатки и конкретное назначение.


Как паять
Для пайки понадобятся паяльник с оловоотсосом, флюс для устранения окислов – любой состав, альтернативный канифоли, но хорошо смываемый водой. При высокотемпературном виде пайки понадобится горелка, но для проведения низкотемпературных процессов подходит паяльник. В качестве припоя берётся проволока, продающаяся в бобинах и мотках, она же содержит флюс, кроме того, потребуются пассатижи и нож. Перед работой с рабочего места нужно убрать всё лишнее, установить нормальное освещение. Для мусора и мелких отходов можно взять любую неглубокую ёмкость.
Следует отметить, что в домашних условиях пайка должна осуществляться быстро, поскольку часто требуется дополнительная зачистка из-за обугливания флюса, делающего припой текучим. Но пока он полностью не затвердеет, трогать соединяемые детали нельзя.



Некоторые особенности имеет пайка стали – всегда надо учитывать изменение свойств стали при влиянии термовоздействия, взаимодействие её с составом припоя и устойчивость оксидной плёнки.
Как паять металл правильно – дадим несколько рекомендаций:
- Перед пайкой соединяемые части должны быть очищены. Для хорошей адгезии их можно залудить.
- При плавлении проволоки или прутков содержащийся в них защитный флюс начнёт выделяться и выполнять свои функции по разрушению окисла.
- Олово помещается на деталь лёгким касанием, оно должно образовать тонкий слой на нужном участке.
- При работе для снижения воздействия температуры на деталь её удерживают пинцетом в качестве теплоотвода.
- Паяльник нельзя длительное время держать в месте припоя.
- Необходимо следить за чистотой наконечника паяльника и своевременно очищать его от нагара абразивным полотном или напильником.




При демонтаже радиодеталей со множеством выводов легче воспользоваться таким удобным и простым приспособлением, как оловоотсос, – инструмент поможет выпаять элементы, то есть удалить припой с запаянного контакта.
Обеспечив нагрев и расплавление, нужно закрепить поршень устройства и, поднеся его носик к контакту, нажать кнопку фиксатора. Расплавленный припой окажется внутри цилиндрической ёмкости оловоотсоса.

Специалисты, имеющие опыт работы с оловянным припоем, рекомендуют выбирать состав с минимальным включением свинца и точно подбирать температуру плавления, ведь от этого зависят текучесть олова и качество полученных соединений.
Наглядный обзор различных припоев и их тестирование представлено в следующем видео.
Источник: stroy-podskazka.ru
Припой для пайки меди, алюминия, латуни, стали, нержавейки. Состав припоя для пайки. Виды припоев для пайки
Когда необходимо надежно скрепить между собой различные твердые соединения, то чаще всего для этого выбирается пайка. Этот процесс широко распространен во многих областях промышленности. Приходится паять и домашним мастерам.
Эта операция выручает не только тогда, когда вышел из строя телевизор или компьютер, и для восстановления необходимо заменить сгоревшую микросхему либо чип. С помощью данного процесса восстанавливают холодильное оборудование, промышленные системы. Пайка помогает в том случае, если необходимо получить герметичное соединение. К тому же некоторые материалы попросту нельзя соединить по-другому.
Алюминий, медь, латунь не удастся соединить методом сварки. Для того чтобы получить качественное и надежное, а также герметичное соединение, нужно иметь не только хорошее оборудование и специальные навыки, но и подходящие расходные материалы — припои и флюсы для пайки.
Сплавы припоев и виды флюса выбирают в зависимости от материалов, с которыми придется работать. К примеру, при операции с алюминиевыми изделиями необходим другой флюс, отличный от того, что подходит для меди или серебра. Ниже мы рассмотрим основные характеристики каждого из них и выберем наиболее оптимальный вариант для работы.
Припой для пайки: основные характеристики
В качестве него используют различные сплавы металлов. Также есть составы на основе чистого металла. Для того чтобы с помощью того или иного припоя можно было создавать качественные соединения, эти материалы должны отличаться некоторыми качествами.
Смачиваемость
Прежде всего, любой вид припоя должен иметь отличную смачиваемость. Без этой характеристики спаиваемые детали просто не смогут надежно контактировать друг с другом. Что такое смачиваемость? Это такое интересное явление, когда прочность связей между частицами твердого вещества и жидкости выше, чем у молекул жидкости.
Если есть смачиваемость, тогда жидкость растечется по поверхности и попадет во все полости. Итак, если припой для пайки не смачивает, к примеру, медь, тогда его нельзя использовать с этим металлом. Для пайки ее не используют свинец в чистом виде. Его характеристики смачивания очень низкие и нельзя рассчитывать на высокое качество соединения.

Температура плавления
Какой бы ни был вид припоя, температура, при которой он начнет плавиться, обязательно должна быть ниже плавления спаиваемых материалов. Также она должна быть выше, чем рабочие температуры деталей.
Говоря о температуре плавления, подразумевают две точки. Это значение, при котором легкоплавкие компоненты начнут процесс плавления, и минимальное, где сплав превратится в жидкость. Разница этих двух температур называется интервалом кристаллизации.
Если место пайки находится в пределах данной разницы, то даже небольшие механические нагрузки на деталь могут полностью разрушить структуру припоя. В таком соединении будет отмечаться высокая хрупкость и сопротивление. Помните главное: не следует каким-либо образом воздействовать на соединение до тех пор, пока припой для пайки не полностью кристаллизовался.
Важные свойства припоев
Какой бы ни был тип и вид сплава, с каким бы материалом он ни использовался, в нем не должно содержаться тяжелых металлов или любых других токсичных веществ выше установленной нормы. Состав припоя максимально соответствует материалу деталей. А иначе не удастся получить надежного соединения. Будет наблюдаться излишняя хрупкость.

Любой припой, вне зависимости от вида и предназначения, должен быть термостабильным. Также припой для пайки должен обладать электростабильностью. Следует учитывать коэффициенты теплового расширения и теплопроводности. Они не должны существенно отличаться от тех значений, которые применяются к паяным изделиям.
Виды припоев для пайки
Все существующие сплавы для данной операции делятся на мягкие, или легкоплавкие, где температура плавления составляет до 450 градусов Цельсия, и твердые. Здесь она значительно превышает вышеуказанное значение.
Мягкие припои
Сплавы из свинца и олова отличаются низкой температурой плавления и невысокой прочностью. Их не стоит использовать для деталей, эксплуатация которых подразумевает серьезную нагрузку. Также не рекомендуются эти припои, если рабочие температуры деталей будут выше 100 °С. Если придется паять нагруженные детали мягкими припоями, следует попытаться увеличить площадь соприкосновения двух изделий.
Среди самых популярных мягких материалов можно выделить ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифры здесь указаны не просто так. Это процент олова в сплаве. В промышленности его чаще применяют в производстве электроники, приборостроении. В быту же ими можно соединять самые разные детали: схемы телевизоров, микроволновок, электрических чайников и других мелких приборов.
Назначение мягких припоев
ПОС-90 предназначен для работы с деталями, которые затем будут обрабатываться по гальванической технологии. ПОС-61 можно использовать для ремонта высокоточного оборудования. Также сплав идеально подойдет для соединения деталей высокой ответственности из самых разных материалов. ПОС-61 отлично себя зарекомендовал как припой для пайки меди и латуни. Припой подойдет тогда, когда необходимо добиться прочных соединений с высокой степенью электропроводности.
ПОС-40 широко используются для операций с неответственными и неточными деталями. При этом рабочая зона может нагреваться до высоких температур. ПОС-30 подходит для пайки меди или латуни, стальных сплавов и железа.
Твердые
Среди тугоплавких сплавов различают и широко применяют лишь две группы. В основном это медные или серебряные сплавы.
К первой группе можно отнести припои из меди и цинка. Они хорошо подходят для тех соединений, на которые будут воздействовать лишь статические нагрузки. Хрупкость этих сплавов не позволяет применить их в узлах, которые будут испытывать удары или любые вибрации.

К припоям из меди или составам на цинковой основе можно отнести ПМЦ-36 и ПМЦ-54. Первый – это идеальный припой для пайки латуни и любых других медных соединений. Второй годится для работы по медным деталями, бронзовым или же стальным.
Если необходимо соединить между собой две стальные детали, тогда можно воспользоваться чистой медью, латунью марок Л-62, Л-62, Л-68. Эти припои на основе латуни позволяют создать более прочные и пластичные соединения. Медные сплавы не имеют таких характеристик.
Самыми качественными считаются сплавы из серебра. В составе также может содержаться цинк и медь. ПСр-70 – припой для пайки меди, для работы с латунными или серебряными деталями. Этот элемент подходит в случае, если место соединения должно проводить электричество. ПСр-65 применяют в производстве ювелирной продукции, фитингов, водопроводных труб.
ПСр-45 необходим для соединения тех деталей, которые работают в условиях вибрационных и ударных нагрузок.

Другие виды
Существуют еще и другие, менее популярные припои. Зачастую они используются для редко встречающихся металлов или для работы в особых условиях. К примеру, составы на основе никеля предназначены для изделий, которые функционируют в повышенных температурных режимах. Также им паяют нержавеющие сплавы. Припои на основе золота применяют для работы с вакуумными трубками.
Есть соответствующие припои и для магния.
Форма выпуска
Материалы и составы для пайки поставляются в самых разных формах. Так, это может быть проволока, тонкая фольга, таблетки, порошок. Кроме этого припой доступен в виде пасты или гранул. От формы зависит, как припой будет поставляться в рабочую зону.
Особенности пайки алюминия
Соединение алюминиевых деталей пайкой применяется в промышленности и в быту. Например, рамы современных велосипедов изготавливают из алюминиевых сплавов – в процессе экстремальной езды они часто ломаются. Встает вопрос: какой же припой выбрать?
Считается, что пайка алюминия – очень сложный процесс. Но на самом деле это так, если в процессе используют материалы для нержавейки или же латуни, стали, меди. Причина этого – оксидная пленка. Именно она не дает необходимого уровня смачиваемости, а основной металл не растворяется.
Чем паять алюминий и сплавы на его основе
Чтобы работа осуществилась на должном уровне, припой для пайки алюминия должен содержать в себе кремний, алюминий, а также медь, цинк и серебро. Сегодня в продаже можно отыскать составы, где все эти составляющие находятся в разных соотношениях.
Выбирая надежный припой, важно учитывать следующее. Максимальную стойкость к коррозии и высокую прочность будет иметь то соединение, которое делалось с припоем, где содержится много цинка.

Также для алюминия можно применить соединения на основе олова и свинца. Но важно качественно подготовить рабочую поверхность, зачистить щеткой из нержавейки и использовать активные флюсы. Но специалисты не рекомендуют использовать такой элемент.
Любой припой для пайки алюминия высокотемпературный. Самые оптимальные, которые позволяют получить надежное соединение, – алюминиево-кремниевые и алюминиево-медно-кремниевые.
Чем паять медь?
Как уже было замечено выше, с ней можно работать большинством составов. Можно использовать как низкотемпературные легкоплавкие, так и твердые припои. Еще применяют составы на основе олова со свинцом, олова, серебра, меди с серебром и цинком.
Если необходимо отремонтировать материнскую плату компьютера или починить телевизор на даче, подойдут любые легкоплавкие элементы. Если же необходимо запаять фитинги на трубах или же починить водопровод либо холодильник, тогда сгодится только твердый припой для пайки меди. Именно так можно получить качественный результат.
Нержавеющая сталь
Если необходимо соединить детали из нержавейки, то профессионалы рекомендуют использовать прутки из олова и свинца. Также хорошо подходят материалы с кадмием. Можно применить легкоплавкие сплавы на базе цинка. Однако не стоит их использовать вместе с углеродистыми или же низколегированными сталями. Лучший припой для пайки нержавейки – это состав на основе чистого олова.
Кроме того, только олово допускается, если место пайки будет контактировать с продуктами питания.
Если работы будут проводиться в сухой либо же печной атмосфере, тогда следует применить серебро с марганцем, хромоникелевые припои или чистую медь (а еще лучше латунь). Когда паять приходится в коррозионных условиях, используют серебряные тиноли с небольшой частью никеля.
Пайка стали
Соединить между собой две такие детали нетрудно. Доступный и эффективный припой для пайки стали – ПОС-41. Существует также ПОС-60 и другие, можно применить даже чистое олово. А вот цинковые составы подходят плохо. Особенно если дело касается углеродистых или низколегированных материалов.
Флюсы для пайки
В процессе операции флюс играет не меньшую роль, нежели припой. Это химический растворитель и поглотитель окислов. Он также защищает металлы от окисления и увеличивает смачивание.

Для работы с элементами на основе свинца и олова в качестве флюса можно применить соляную кислоту, хлористый цинк. Также подходит бура, хлористый аммоний. Это активные флюсы. К неактивным можно отнести канифоль, вазелины, оливковое масло и многие другие вещества.
К примеру, растворами соляной кислоты можно пользоваться с мягкими припоями. Хлористый цинк применяется с латунью, медью, сталью. Нашатырный спит отлично разводит и растворяет жирные вещества. Для алюминия используют состав из тунгового масла, канифоли, кальцинированного хлористого цинка. Также можно применить концентрированную фосфорную кислоту.
Итак, мы выяснили, какие существуют припои, и какой из них лучше использовать в разных случаях.
Источник: fb.ru