
Как завершающая операция обработки древесины, металла или декоративного камня, бесцентровое шлифование является наиболее ответственной операцией. И, независимо от оборудования – специализированной или универсальной шлифмашины, её лучше всего выполнять, используя бесконечную шлифовальную ленту.
Классификация лент
Бесконечная шлифовальная лента представляет собой полосу шлифовальной бумаги, торцы которой соединены встык или внахлёст. Каждый вариант имеет своё рациональное применение. Например, для стационарных шлифовальных станков – для гриндеров – удобнее использовать стыковое исполнение (такие ленты маркируются буквой Т). Удобство связано с тем, что стыковые ленты гарантируют наиболее прочное соединение, и допускают максимально возможное усилие натяжения, при котором биение инструмента по поверхности натяжного ролика отсутствует. Поэтому бесконечные шлифовальные ленты стыкового типа работают при шлифовании плоских поверхностей с неоднородными по твёрдости компонентами, а также металла, камня и т. п.
При шлифовке сложных контуров, где важна повышенная эластичность, лучше показывают себя ленты, соединённые внахлёст (маркируются буквой В). Их используют преимущественно для шлифовальных машин ручного типа, когда требуется оперативно изменять угол наклона и направление шлифования.
Кроме способа соединения, бесконечные шлифовальные ленты различают по следующим показателям:
- По размерам. Стандартная маркировка включает два числа – ширину и длину, в мм, например 50×686, 75×533 и т. д. Допустимые предельные отклонения составляют от ±0,5 мм до ±3,0 мм — по ширине и от ±1,0 мм до ±10,0 мм – по длине. Расхождение в значениях предельных отклонений указывает на обязательную эластичность материала основы, благодаря чему лента хорошо переносит растягивающие напряжения, и обладает определённой усталостной прочностью.
- По материалу основы. Она может быть бумажной, тканевой, и из специальных искусственных материалов. Искусственные ленты имеют более высокие показатели прочности и эластичности, а также менее чувствительны к влажности шлифуемой поверхности. Несомненным «плюсом» бумажных лент является их цена.
- Характеристики абразива, нанесённого на основу. Среди основных материалов — корунд, электрокорунд, карбид кремния. Они различаются по твёрдости и характеру износа. Имеет значение также зернистость – размеры единичного зерна, плотность насыпки, которая определяется крупностью зёрен, а также способ соединения абразива с основой бесконечной шлифовальной ленты.
- Качество соединения краёв ленты. Это может быть обычным образом сошлифованные на угол 45º кромки, применение армирующей плёнки, либо зигзагообразное соединение, при котором шлифовке подвергаются также и крайние зёрна абразива. С усложнением соединения возрастает площадь укреплённого стыка и сопротивление ленты растягивающим напряжениям. Однако при этом увеличится стоимость, и проблемным станет попытка восстановления разорванной ленты.
Особенности технологии производства
Явным лидером в производстве бесконечных шлифовальных лент считается торговая марка Klingspor, которая использует для изготовления своей продукции прогрессивную технологию Advanced Coating Technology, или, сокращённо – АСТ. Сущность этой технологии заключается в следующем:
- С целью повышения эрозионной стойкости частиц абразива к механическим ударам используются значительно более высокие скорости нанесения абразива на исходную поверхность ленты. Фактически зёрна абразива «вбиваются» в более мягкую основу, и удерживаются в ней не только за счёт применения клеящего вещества, но и вследствие проникновения зерна в толщину самой ленты;
- Процесс покрытия основы абразивным материалом происходит при повышенных температурах, в результате чего объём зерна возрастает, и его прикрепление к основе производится по увеличенной площади. Затем, в процессе резкого охлаждения основа уменьшается, создавая в зерне сжимающие напряжения. Как известно, наличие в материале остаточных напряжений сжатия увеличивает его стойкость;
- В процессе нанесения зёрен абразива на основу происходят электрохимические реакции, которые приводят к пассивации покрытия и увеличивают его способность отталкивать от себя частицы сошлифованного лентой вещества. В результате такие ленты медленнее забиваются, и дольше сохраняют свою первоначальную шлифующую способность.

Умеренная микропористость бесконечных шлифовальных лент, изготовленных по технологии АСТ, улучшает теплообмен между различными участками, при этом термические напряжения значительно снижаются. Таким образом, не имеет значение вид материала, который подвергается шлифованию лентами АСТ: это может быть и стекло, и титан, и нержавеющая сталь.
Принципы выбора
Исходными пунктами является предназначение ленты и типоразмер машины, на которую она будет устанавливаться. Так, на ручных шлифовальных машинах, в зависимости от размера фиксирующей подошвы могут использоваться изделия размерами, уже упомянутыми ранее, а также 100×610 или 75×457. Более крупные ленты, например, 120×1000 и более, подойдут для шлифовальных машин стационарного типа.
Для того, чтобы обеспечить максимальную долговечность бесконечных шлифовальных лент полезно знать особенности износа абразивов различного типа. Так, обычный электрокорунд изнашивается равномерно, а циркониевый электрокорунд и карбид кремния, как более хрупкие материалы, обладают способностью к самозатачиванию (процесс происходит при хрупком сколе отдельных зёрен, отделяющихся от основы). С повышением твёрдости стойкость бесконечной шлифовальной ленты возрастает, поэтому наиболее прочной считается лента с керамическим электрокорундом.
Приобретая ленты, стоит поинтересоваться о плотности насыпки абразивного вещества. Если необходимо шлифовать мягкие металлы – алюминий, латунь, малоуглеродистую сталь, то предпочтение имеют ленты с полуоткрытой насыпкой, при плотности не ниже 75%. Для шлифовки твёрдой древесины или декоративного камня эксплуатационное преимущество получат бесконечные шлифовальные ленты с закрытой насыпкой (плотность не ниже 95%).
Источник: proinstrumentinfo.ru
Применение бесконечных шлифовальных лент в металлообработке

Разберем подробно существующие виды бесконечных лент и где применяются.
Виды бесконечных лент: применение и характеристики
Главным параметром ленты является ее размер, так как она всегда выбирается под оборудование, на котором будет применяться. На всех ручных машинках или стационарных станках указываются длина и ширина рекомендуемых материалов. Различают узкие, широкие, сегментные бесконечные ленты.
Ленты бесконечные узкие
Размеры:
ширина от 6 до 500 мм
длина от 115 до 45 000 мм
Применение: узколенточные шлифовальные станки и ручные шлифовальные машинки.
Рисунок 1. Ленты бесконечные узкие

Таблица 1. Типы соединительных швов
| Шов | Тип основы | Описание |
N1 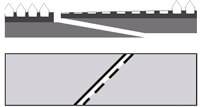 |
бумажная основа | Соединение шва внахлест. С притуплением абразивного слоя |
N2 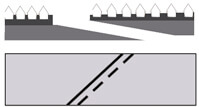 |
бумажная основа | Соединение шва внахлест. Без притупления абразивного слоя |
N3 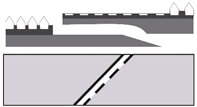 |
х/б ткань, полиэстер, смесовая основа | Соединение шва внахлест. С притуплением абразивного слоя |
N4 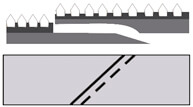 |
х/б ткань, полиэстер, смесовая основа | Соединение шва внахлест. Без притупления абразивного слоя |
N5 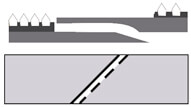 |
х/б ткань, полиэстер, смесовая основа | Соединение шва внахлест. С полным удалением абразивного слоя в районе шва. Используется в лентах для ручных шлифмашинок |
S 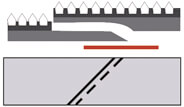 |
х/б ткань, полиэстер, смесовая основа | Шов внахлест без притупления абразивного слоя с укреплением армированной пленкой с нерабочей стороны |
S1 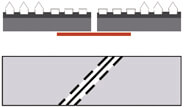
|
х/б ткань, полиэстер, смесовая основа | Шов встык с притуплением абразивного слоя. Шов укреплен армированной пленкой с нерабочей стороны |
S2 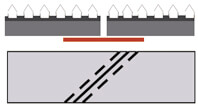 |
х/б ткань, полиэстер, смесовая основа | Шов встык без притупления абразивного слоя. Шов укреплен армированной пленкой с нерабочей |
S6 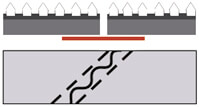 |
х/б ткань, полиэстер, смесовая основа | Шов встык без притупления абразивного слоя. Волнистый рез. Шов укреплен армированной пленкой с нерабочей стороны |
Ленты бесконечные широкие
Размеры:
ширина от 500 до 1600 мм
длина от 1100 до 50 000 мм
Применение: широколенточные шлифовальные станки.
Рисунок 2. Ленты бесконечные широкие

Таблица 2. Типы соединительных швов
| Шов | Тип основы | Описание |
| N1 |
бумажная основа | Соединение шва внахлест. С притуплением абразивного слоя |
| N2 |
бумажная основа | Соединение шва внахлест. Без притупления абразивного слоя |
| N3 |
х/б ткань, полиэстер, смесовая основа | Соединение шва внахлест. С притуплением абразивного слоя |
| N4 |
х/б ткань, полиэстер, смесовая основа | Соединение шва внахлест. Без притупления абразивного слоя |
| S1 |
х/б ткань, полиэстер, смесовая основа | Шов встык с притуплением абразивного слоя. Шов укреплен армированной пленкой с нерабочей стороны |
| S2 |
х/б ткань, полиэстер, смесовая основа | Шов встык без притупления абразивного слоя. Шов укреплен армированной пленкой с нерабочей стороны |
S3 
|
х/б ткань, полиэстер, смесовая основа | Шов встык с полным удалением абразивного слоя в районе шва. Шов укреплен армированной пленкой с рабочей стороны. |
| S6 |
х/б ткань, полиэстер, смесовая основа | Шов встык без притупления абразивного слоя. Волнистый рез. Шов укреплен армированной пленкой с нерабочей стороны |
Ленты бесконечные сегментные
Размеры:
ширина от 1600 до 3500 мм
длина от 2200 мм
Применение: широколенточные шлифовальные станки.
Рисунок 3. Ленты бесконечные сегментные

Таблица 3. Типы соединительных швов
| Шов | Тип основы | Описание |
| S1 |
х/б ткань, полиэстер, смесовая основа | Шов встык с притуплением абразивного слоя. Шов укреплен армированной пленкой с нерабочей стороны |
| S2 |
х/б ткань, полиэстер, смесовая основа | Шов встык без притупления абразивного слоя. Шов укреплен армированной пленкой с нерабочей стороны |
| S3 |
х/б ткань, полиэстер, смесовая основа | Шов встык с полным удалением абразивного слоя в районе шва. Шов укреплен армированной пленкой с рабочей стороны. |
Зернистость лент
Зернистость ленты будет зависит от выполняемой операции. В Таблице 4 представлены рекомендации по выбору оптимальной зернистости.
Таблица 4. Пооперационное применение шлифовальной шкурки по зернистостям
| Зернистость | Выполняемая операция |
| Р60 и крупнее | Грубая обработка |
| Р80 — Р120 | Шлифование |
| Р150 — Р320 | Чистовое шлифование |
| Р400 и мельче | Полирование |
Абразивное зерно для лент
При выборе шлифовальных лент важно знать, какая поверхность будет обрабатываться, какой этап шлифования и будет ли применяться смазочно-охлаждающая жидкость (СОЖ).
От этого будет зависеть какой абразивный материал лучше справится с поставленной задачей в тех или иных условиях.
Ниже приведем основные материалы и особенности их применения в металлообработке.
1. Электрокорунд нормальный.
Электрокорунд нормальный- это сплав оксида алюминия AL2O3, содержит до 95 % оксида алюминия. Подходит для обработки материалов с высоким пределом прочности на разрыв, таких как углеродистая сталь и ее сплавы.
2. Циркониевый электрокорунд (ZK).
Шлифовальные ленты из циркониевого электрокорунда обладают более высокой агрессивностью, относительно оксида алюминия.
Ленты могут содержать в себе разное соотношение оксида алюминия и циркония, что напрямую влияет на производительность и цену. Чем больше % циркония, тем выше износостойкость, долговечность и, соответственно, стоимость изделия.
Циркониевый электрокорунд подходит для грубой обработки черных сталей за счет высокой способности зерна к самозатачиванию.
3. Керамический электрокорунд (SK).
Благодаря своей твердости и прочности керамическое зерно отлично подходит для обработки очень твердых материалов. Охлаждающее покрытие позволяет избежать прижогов на чувствительных к нагреву металлах.
4. Карбид кремния черный (SiC).
Карбид кремния черный (SiC) – получают в результате взаимодействия кремнезема и углерода. Отличается повышенной твердостью, но по прочности уступает керамическому и циркониевому электрокорунду.
Шлифленты из черного карбида кремния применяют для шлифования титана и его сплавов, чугуна, цветных металлов.
Типы основы шлифовальных лент
Шлифовальные ленты в подавляющем большинстве изготавливаются на тканевой основе.
В зависимости от назначения ленты состав и жесткость будут разными. Наиболее распространенные типы основы приведены в Таблице 5.
Таблица 5. Применение шлифовальной шкурки в зависимости от основы
| Тип основы | Способы применения | Примечание |
| J, F (тканевая гибкая) | Для обработки профильных поверхностей | Применяется для работы на свободной ветви |
| X (полиэстер) | Для низких и умеренных нагрузок | Обработка на контактном валу ленточного станка или опорном валу ленточной машины |
| Y, R (полиэстер жесткая) | Для высоких нагрузок | |
| E, F (бумажная) | Для низких нагрузок без применения СОЖ |
Гибкая основа подходит в условиях работы с небольшим или средним прижимом на ручных ленточных шлифовальных машинах и на ленточных шлифовальных станках.
Водостойкая основа предназначена для плоского и бесцентрового шлифования любых металлов. Ленты используются для шлифовки с водой на контактном колесе. Наиболее распространенное применение:
— финишная обработка труб из стали;
— калибровка плоских заготовок из стали;
Применение серий шлифовальной шкурки
Белгородский абразивный завод выпускает шлифовальные ленты для всех типов оборудования и шлифовки различных металлов. Таблица 6 поможет Вам сориентироваться в сериях абразивных лент по обрабатываемой поверхности.
Таблица 6. Серии шлифовальной шкурки ОАО “БАЗ”
| Обрабатываемый материал | Серии шлифовальной ленты |
| Углеродистые стали (Ст3, Ст20, Ст45) | KK10XW, КК10JW, KX10YW, KP10E, KP10F |
| Сплавы алюминия (Д20, Д16, АК6, АК8, АМг6. АМц, АК12М) | KK10XW, КК10JW, ZK10XW, ZX10YW, KX10YW |
| Титан и его сплавы (Ti6AI4V, Bт6) | CK19XW, CK10XW, CP10F |
| Легированные (жаропрочные, нержавеющие) (12х18Н10Т, AISI304) | ZK10XW, ZX10YW, SX10RW |
| Конструкционная низколегированная сталь (Cт09Г2С) | ZK10XW, ZX10YW, SX10RW |
| Сталь для проволоки (SAE 1006, СТАЛЬ75, Сталь ПСМ, СВ08Г2С, Св08АА) | KX10YW, ZX10YW |
Оборудование для ленточного шлифования
Ленточное шлифование в металлообработке применяется на станках и ручном инструменте.
Основные выполняемые операции:
— обработка труб круглого и квадратного сечения;
— обработка сварных швов;
— очистка поверхности от ржавчины;
— удаление цветов побежалости с нержавеющей стали;
— выведение под финишную обработку;
Таблица 7. Основные виды оборудования, применяемые в металлообработке
- обработка валов, гильз, прутков,
деталей подшипников, поршней и других тел качения.
Данные станки можно объединять в производственные линии.
Универсального применения шлифовальных лент не существует. Правильность подбора напрямую влияет на качество обработки изделия.
Необходимо учитывать следующие параметры:
- Обрабатываемый материал и степень его обработки;
- Выполняемая операция;
- Оборудование, на котором будет использоваться лента.
Рекомендованные статьи:
Источник: belabraziv.ru