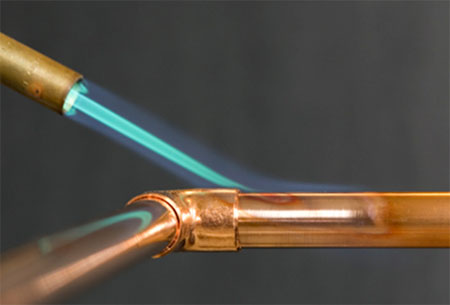
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
- Основы пайки и области применения
- Пайка латуни – особенности материалов
- Как паять латунь – инструкция для домашнего применения
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.

Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.

Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.

Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.

Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С.
Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Related Posts via Categories
- Латунь Л63 и другие сплавы меди и цинка – особенности и характеристики
- Какова температура плавления и технология литья меди и ее сплавов?
- Изделия из латуни – какие они бывают и в чем их преимущества
- Свойства и достоинства латунного проката
- Томпак – почему его путают с золотом?
- Латунь – полезная информация о сплаве и его эксплуатационных характеристиках
- Латунный лист – востребованный вид металлопроката
- Латунный профиль – практичность и изящество современного материала
- Как почистить латунь – методы и средства очистки сплавов
- Латунная труба – популярно о ее производстве и применении
Источник: tutmet.ru
Чем паять латунь
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.

При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.

Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Источник: svaring.com
ПАЙКА САМОВАРА РЕМОНТ ТРЕЩИН
ПАЙКА САМОВАРА РЕМОНТ ТРЕЩИН. Чтобы запаять трещины в самоваре понадобится газовая или бензиновая горелка. Перед пайкой нужно очистить и отрихтовать самовар. внимательно осмотреть тулово (корпус) и жаровую трубу (кувшин) на наличие трещин. Часто трещины в самоваре образуются снизу жаровой трубы (кувшина) из-за того что на чугунном колоснике отслаивается ржавчина.
Она разрывает жаровую трубу, а иногда и корпус (тулово) самовара. Нужно очистить колосник от наслоений ржавчины. Я запаивают трещины в самоваре газовоздушной горелкой, подключив её к сетевому газу и компрессору. Из материалов нам понадобится медно-фосфорный припой и флюс.
Чтобы изготовить флюс необходима бура (порошок) и борная кислота (порошок) . 20 г буры и 20 г борной кислоты разведите в стакане кипятка. Я использовал дистиллированную воду. Флюс готов. Им нужно смочить место трещины и нагреть горелкой докрасна эту область и медно-фосфорный припой.
Дотроньтесь припоем до раскаленной поверхности самовара и расплавленный металл начнет растекаться заполняя трещину. Паять нужно на чём-нибудь термостойком. Подойдет асбестовая пластина или обычный кирпич. Перегревать металл нельзя, иначе он станет пористым и запаять трещину будет очень сложно.
Я нагреваю металл до светло красного цвета , что примерно 800 градусов . Это температура плавления медно-фосфорного припоя. Температура плавления латуни около 900 градусов . разница составляет около 100 градусов , поэтому не расплавьте латунь и не прожгите дырку. Припой легко затекает в щели и трещины и крепко их запаивает.
Помните что маленькие или тонкие детали самовара нагреваются быстрее массивных . В этом случае нужно греть всю конструкцию медленно, чтобы крупная деталь успевала прогреваться. Трещину в короне самовара я запаял медно серебряным припоем , но шов получился слишком белым. У медно фосфорного припоя чтоб имеет красный оттенок.
Корпус самовара лучше всего паять изнутри, чтобы шов был менее заметен. К тому же будет меньше трудов по его доработке. Остатки флюса которые выглядят как стекловидные капли можно смыть горячей 3% серной кислотой, либо удалить механически. Где купить материалы для пайки.
Медно-фосфорный и медно-серебряный припой продают в магазинах для газосварщиков, пайки холодильного оборудования и медных труб отопления, или металлобазах цветных металлов. Борная кислота продается в аптеке, а бура в хозяйственных магазинах в отделах для пайки , или радио рынках. В следующей серии мы с вами выполним лужение пищевым оловом.
Комментарии отсутствуют
Источник: salda.ws
Как паять латунь в домашних условиях?
[Пайка латуни] может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
ВАЖНО ЗНАТЬ: Способы контроля качества сварных швов и соединений
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
ВАЖНО ЗНАТЬ: Технология лазерной сварки металлов
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
ВАЖНО ЗНАТЬ: Особенности сварки чугуна в домашних условиях
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Похожие статьи:
- Способы пайки золота в домашних условиях
- Особенности сварки чугуна в домашних условиях
- Секреты меднения в домашних условиях
- Техника сварки алюминия в домашних условиях инвертором
- Советы по никелированию в домашних условиях
Источник: rezhemmetall.ru