В процессе выполнения работы появляется необходимость заточить затупившийся инструмент — разметочный инструмент, шаберы, зубила, токарные резцы, сверла, развертки, фрезы и т.д. Сложный инструмент (фрезы, метчики, развертки, зенкеры и т.п.) при заточке нуждается в специальной оснастке, которая устанавливается на специальном заточном станке, на котором работает соответствующей квалификации рабочий. Менее сложный инструмент (чертилки, зубила, шаберы, токарные резцы, сверла и т.п.) каждый специалист может заточить самостоятельно на универсальном заточном станке.
На рис.3.28 показан универсально-заточной (точильно-шлифовальный) станок, мод. ЗБбЗЗ, предназначенный для заточки инструмента вручную. Станок состоит из станины и шлифовальной головки со встроенным двухскоростным электродвигателем, предназначенный для заточки вручную слесарного инструмента, токарных резцов и сверл и др.

ТОЧУ ленточные ПИЛЫ на заточном станке Астрон — Как учился точить на пробах и ошибках?
Рис3.28. Универсально-заточной станок:
- 1- шлифовальная головка, 2 — защитный экран, 3 — поворотный столик,
- 4 — станина,5- пульт управления, 6- подручник
На выходящих концах вала ротора электродвигателя крепятся шлифовальные круги, которые закрываются кожухами с защитными экранами. Станок оснащен поворотным столиком или подручником для установки на нем затачиваемого резца. В станине станка размещаются электрошкаф и панель управления.
Универсально-заточные станки в зависимости от назначения и по размерам шлифовальных кругов классифицируются на три группы: малые станки с шлифовальными кругами диаметром 100-175мм для заточки мелкого инструмента; средние станки с шлифовальными кругами диаметром 200-350 мм для заточки основных типов резцов и другого инструмента; крупные (шлифовально-обдирочные) с шлифовальными кругами диаметром 400 мм и более.
Обычно на одном универсально-заточном станке устанавливают два шлифовальных круга разных характеристик.
Это позволяет производить предварительную и окончательную заточку инструмента.
Для предварительной заточки твердосплавного инструмента применяют круги из карбида кремния (24А), зернистостью 40, 25, 16 и твердостью СМ2 и С1 на керамической связке (К5), а для окончательной заточки (при припуске 0,1- 0,3 мм) применяют мелкозернистые абразивные круги на бакелитовой связке, а также алмазные и эльборовые круги.
Скорость шлифовального круга 30-35м/с. Перед установкой на станок круг должен быть сбалансирован, а затем после установки на станок рабочая поверхность круга должна быть заправлена так, чтобы образующая круга была расположена параллельно оси вращения круга и была ровной без выступов и углублений.
Перед заточкой инструмента проверяют исправность точильно-шлифовального станка состояние ограждений, местного освещения, точность установки подручника у абразивного круга(зазор между кругом и подручником должен составлять 2. 3 мм), надежность крепления подручника, наличие и надежное крепление экрана и т. п. и емкости с водой или СОЖ для охлаждения затачиваемого инструмента.
Как заточить инструмент БЕЗОПАСНО
Перед включением станка опускают и закрепляют экран в нужном положении или надевают защитные очки.

Рис. 3.29. Приемы заточки разметочных инструментов:
а -заточка чертилки; б -заточка кернера; в — заточка ножек циркуля.
При заточке чертилки (рис.3.29,а) берут ее левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Затачиваемый конец чертилки располагают под углом 15. ..20° к периферии абразивного круга и с легким нажимом равномерно вращают ее пальцами правой руки. Для предохранения от перегрева острия чертилки его периодически охлаждают окунанием в воду. Длина заточенного острия чертилки должна составлять примерно 20 мм.
Заточку кернера (рис.3.29,6) выполняют аналогично заточке чертилки, но затачиваемый конец кернера располагают под углом 30° к периферии абразивного круга. Угол заточки кернера проверяют шаблоном. При этом обращают внимание на то, чтобы не было смещения заточенной части относительно оси корпуса кернера.
Для заточки ножки циркуля (рис.3.29,в) сводят так, чтобы они находились в плотном соприкосновении. Затем циркуль берут левой рукой за середину, ниже дуги со стопорным винтом, а правой — за шарнирное соединение ножек; располагают ножки циркуля под необходимым углом (примерно 25.. .30°) по отношению к абразивному кругу; затачивают конец одной ножки, а затем, изменив положение ножек, — затачивают конец второй ножки; углы ножек должны быть симметричными при одинаковой длине ножек и плотном соприкосновении их плоскостей; острые концы ножек доводят на абразивном бруске и снимают заусенцы на боковых гранях и внутренних плоскостях.
При заточке токарного резца по задней поверхности поворачиваем столик на требуемый угол и закрепляем в непосредственной близости к кругу с зазором 2. 3 мм не более (рис.3.30). Не отрывая резец от поверхности столика, аккуратно, вручную прижимаем резец обрабатываемой поверхностью к шлифовальному кругу и, сохраняя его ориентацию, перемещаем резец по столику параллельно образующей круга. Обычно усилие прижима не превышает
После каждого прохода окунаем резец в охлаждающую жидкость. Затем снова поворачиваем столик на требуемый угол и закрепляем в непосредственной близости к кругу с зазором 2. 3 мм не более и базируем на столике резец на другой поверхности державки резца, подводим резец к подвижной поверхности круга. Пересечение зачищенных таким образом поверхностей резца должно образовать ровную и непрерывную режущую кромку резца, вдоль которой не должно быть темных или цветных пятен (признак прижогов металла), с которыми резец не сможет долго работать. И таким образом формируем остальные режущие кромки резца.

Рис. 3.30. Перемещение резца на точильно-шлифовальном станке при заточке по задней поверхности.
а) по задней поверхности б) по передней поверхности.
С увеличением усилия прижима инструмента к шлифовальному кругу ускоряется процесс съема металла, но при этом одновременно появляется опасность образования прижогов и трещин. Поэтому заточку выполняют с охлаждением водой, в которую добавлено 5 % соды.
Для устранения неровностей резцы после заточки обычно доводятся алмазным шлифовальным кругом или чугунными дисками (с применением абразивных паст). Скорость чугунного диска 1—1,5 м/с. Резец доводится по главной задней и передней поверхностям, вспомогательная задняя поверхность не доводится.
Правильность заточки резца проверяют шаблонами (рис.3.31) и приборами для измерения углов.

Рис. 3.31. Измерение шаблонами углов резца:
а — переднего, б — главного в плане.
При заточке зубила или крейцмейселя по поверхностям столик или подручник поворачивают на половину заданного угла и закрепляют в непосредственной близости к кругу с зазором 2. 3 мм не более. Зубило или крейцмей- сель устанавливают на поворотный столик или подручник и, не отрывая от поверхности столика, аккуратно вручную прижимают обрабатываемой поверхностью к шлифовальному кругу и, сохраняя его ориентацию, перемещают по столику параллельно образующей круга (аналогично перемещению токарного резца при заточке по задней поверхности (рис.3.30). Инструмент периодически необходимо поворачивать на 180°, следя за симметричностью режущей кромки лезвия относительно средней части зубила.
Правильность заточки зубила или крейцмейселя проверяют шаблонами (рис.3.32) и приборами для измерения углов.

Рис. 3.32. Измерение шаблонами углов заточки зубил
Источник: studref.com
Правила и способы заточки режущего инструмента
Нормальная работа металлорежущего оборудования невозможна без постоянно затачивания инструмента. Для этого созданы специальные заточные станки и круги. Узнайте, как наточить инструмент, какие станки и материалы применять.

Станки для обработки металла резанием выполняют на производстве более половины всех технологических процессов. От заточки инструмента зависит чистота обрабатываемой поверхности и скорость работы. В каждом цехе имеются универсальные станки для затачивания резцов стандартного профиля и участки со специальным оборудованием для заточки инструмента типа фрез, дисковых пил и других специализированных приспособлений.

Ученикам, прежде чем разрешить самостоятельно работать, рассказывают о методах и способах работы на оборудовании для заточки инструмента. Только усвоив зависимость угла режущей кромки от твердости обрабатываемого материала, можно делать качественные детали. Сверло будет входить в металл без сопротивления, если выдержан угол заточки и соотношение сторон режущей кромки.
У слесарного инструмента имеются свои особенности. Точило используют для создания острого края зубила и керна, на нем же снимают наплывы, образующиеся от удара молотка. Насечки на пассатижах, заточка ножовочного полотна, заправка отверток — все требует умения правильно обращаться с точилом и специальным оборудованием.
- 1 Технология и способы заточки режущего инструмента
- 2 Классификация заточных станков
- 2.1 Устройство станка
- 3.1 Применяемые абразивные камни
Технология и способы заточки режущего инструмента
В процессе работы кухонный нож и садовый секатор тупятся. Еще больше изменяется форма инструмента, который работает с твердыми металлами: острый край закругляется и выкрашивается, перестает резать или оставляет на детали глубокие риски. При заточке с помощью снятия тонкого слоя металла восстанавливается первоначальная форма режущей кромки.
Резцы затачивают разными способами:
- на точильных станках с помощью шлифовальных кругов;
- механико-химическим методом;
- с помощью специализированных станков и устройств;
- вручную оселком.
Основной объем работы выполняется шлифовальными кругами разных марок. Механико-химический метод, когда рабочую часть намазывают специальной смесью и перемещают под давлением в жидкости, применяется очень редко и только на специализированных предприятиях. Оселком делается доводка, правка режущей кромки и заточка домашнего инструмента.
Предварительная заточка производится периферией круга. Доводку делают обычно с торца и на алмазных кругах. При грубой заточке используют круг из корунда средней твердости. Он должен вращаться на рабочего. При доводке используют зеленый корунд с вращением от заточника.
Классификация заточных станков
Классификация станков для заточки металлорежущего инструмента производится по нескольким параметрам. По назначению они делятся на две группы:
- универсальные;
- специализированные.
На универсальном оборудовании производится заточка любого инструмента: ножей, топоров, слесарного.
Специализированные агрегаты выполняют заточку одного типа инструмента, например червячных фрез для нарезки зубчатых колес. Кроме заточки режущей кромки, производится еще и затыловка каждой пластины. Аналогичным образом обрабатывается зуб на дисковых пилах. Отличается оборудование своей конструкцией и приспособлениями для закрепления затачиваемых деталей.
По габаритам и мощности различают настольное оборудование и заточные станки.
По производительности оборудование бывает:
- любительское;
- полупрофессиональное;
- промышленное или профессиональное.
Малые агрегаты часто используют в домашних мастерских, гаражах. При наличии токарного и другого настольного оборудования, на котором постоянно производятся работы, рекомендуют брать полупрофессиональное оборудование. Точило имеет небольшие габариты, 2 круга и помещается на верстаке.
Крупногабаритные заточные станки устанавливают на производстве. Они работают от трехфазного тока 380 В, имеют мощные энергоемкие двигатели. Для заточки деталей применяются различные приспособления.
Управление на заточных станках:
- ручное;
- полуавтоматическое;
- с ЧПУ.
Ручная заточка доступна всем при соблюдении техники безопасности.
На полуавтоматах работают специальные рабочие – заточники. Они выставляют параметры работы, и оборудование самостоятельно производит обработку режущих кромок. К этой группе станков относится большинство специализированного оборудования. Дисковые пилы и червячные фрезы могут обрабатываться насколько смен.
Максимально точно выводят форму резца и углы всех его плоскостей станки с ЧПУ. Они работают по заранее загруженной программе или используют в качестве образца шаблон.
Устройство станка
Заточный станок для инструмента имеет станину, на которой установлен двигатель. Через ременную или зубчатую передачу вращательный момент передается на вал с оправками для установки кругов. Сбоку расположены кнопки включения электропривода. Для удобства работы внизу перед каждым кругом имеется педаль. Нажимая на нее ногой, рабочий приводит в движение круги.
Достаточно снять ногу, и вал выходит из сцепления с двигателем и продолжает вращаться по инерции, постепенно останавливаясь даже при включенной кнопке пуска.
Универсальный станок оборудован двумя кругами, отличающимися размером зерна. В техническую характеристику входят минимальный и максимальный диаметр круга, который можно устанавливать, обороты двигателя и скорость вращения инструмента.
В передней части станка установлены перед каждым кругом салазки. На них опирается затачиваемая деталь. Для соблюдения минимального зазора между площадкой салазок и круга по мере стирания последнего площадка подвигается. При большом просвете между абразивным инструментом и столом деталь может вывернуться.
Шлифовально-заточные станки для работы с плоским инструментом имеют стол, перемещающийся поступательно относительно вращающегося круга.
Дополнительные приспособления для заточки
Специальные приспособления для заточки обычно устанавливаются на салазки или фиксируются на верхней площадке корпуса точила. В число таких приспособлений входят устройства для фиксации затачиваемого режущего инструмента, а также насадки для следующих операций:
- заточки топоров;
- обработки долот;
- лезвий рубанков;
- ленточной пилы;
- сверл;
- ножниц;
- клиновидного инструмента.
Приспособления помогают жестко фиксировать инструмент. Удержать его в руках и выдержать нужный угол режущей кромки невозможно.
Например, приспособление для заточки ножей представляет собой рамку с направляющими. Нож зажат между 2 упорами. Руки в стороне от круга направляют движение.
Стойка с рамкой для заточки клиновидного инструмента опирается на площадку салазок. Сам инструмент установлен в специальном зажиме и свободно перемещается относительно вращающейся поверхности круга. Рабочий направляет его, удерживая за рукоятки рамку с инструментом.
Дополнительно у каждого точила лежит брусок для полирования круга. С его помощью выравнивается рабочая поверхность абразивного инструмента.
Для удобной заточки токарных резцов следует накладывать П-образную пластину шириной до 200 мм на подвижный стол. Она привинчивается 2 винтами и служит для регулировки угла заточки с помощью подкладок нужной толщины. Инструмент фиксируется жестко, и угол получается точный, с усилением.
Применяемые абразивные камни
Применяемые для заточки абразивные камни отличаются по размеру зерна и твердости. На алмазных кругах производят заточку твердосплавного инструмента. Для охлаждения используют воду.

Маркировка кругов производится буквами и цифрами. Например, 13А–16А относятся к электрокорундам нормальным. Мягкий, не нагревающийся при работе круг. Цифра означает твердость, буква А – принадлежность к корундам. Самые твердые 43А–45А монокорунды применяются для заточки твердосплавных резцов и шлифовки закаленных деталей.
Карбид кремния обозначается буквой С. Например 53С и 54С относятся к черным карбидам кремния.
Любой инструмент без заточки долго не проработает, даже на кухне хлеб удобно резать острым ножом. Заточный станок и круги следует выбирать по объему работ и типу основного инструмента.
Знаете, как заточить инструмент быстро и качественно? Обязательно напишите об этом в блоге комментариев.
Источник: wikimetall.ru
Острый вопрос: выбираем хороший станок для заточки инструмента

Чем острее инструмент, тем точнее и быстрее вы выполните работу. В этой статье мы поможем правильно подобрать станок для заточки: они стоят не так дорого.


В процессе эксплуатации ножи, ножницы, сверла и другой режущий инструмент затупляется, поэтому его нужно регулярно точить. Теперь не нужно покупать точилку для каждого предмета отдельно — достаточно приобрести один универсальный станок для заточки всего инструмента. Мы расскажем, как выбрать такой станок для дома, а также порекомендуем несколько хороших моделей.
Определяемся, для какого инструмента нужен станок
Большинство универсальных станков стоимостью от 1500 до 5000 рублей свободно точат ножи, стамески, сверла, топоры, рейсмусово-фуговочные ножи, зубила, ледобуры и ручные резцы для раскроя кожи. Конечно, для каждого предмета нужны свои навыки, но при должном умении любой инструмент точится до «аптечного» состояния. Если вам необходимо точить такой инструмент, обычный универсальный станок, например, Elitech CT 300PC, вполне удовлетворит ваши потребности.

Оно представляет собой пластиковый или металлический упор, который выставляется под определенным углом относительно точильного круга. В зависимости от того, какой предмет планируем точить, ту насадку и надеваем на точильный круг. Слева вы видите насадку для сверл.
Учитывайте один важный момент — угол заточки инструмента в насадках-креплениях изменить невозможно. Если вы хотите точить под каким-либо другим углом, придется снять крепление и регулировать угол вручную.
Какого размера брать точильный диск?
Большинство универсальных станков не позволяют менять размер заточного диска (только тот, что установлен штатно) — это обусловлено размером креплений для заточки инструмента. Однако сразу купить станок с большим диаметром круга возможно.

Приобретение станка с гибким валом позволит расширить базовый функционал станка, однако не заменит профессионального гравера. Поэтому покупать станок с таким конструктивным дополнением стоит только в случае, если вам нужно (и достаточно) выполнять мелкие работы по гравировке.
Регулировка скорости вращения диска
Существуют устройства, которые могут регулировать скорость вращения точильного диска или ленты. Такая функция позволяет подстроить вращение круга под определенную заготовку — где-то нужны низкие обороты, а где-то высокие.
Подсветка
Обычно подсветка выполняется в виде лампы с гибким штативом. Подсветка реально улучшает обзор рабочего места, что необходимо при высокоточной заточке ножей и ножниц. К сожалению, не во всех моделях подсветка нормальная — в некоторых она настолько «символическая», что проще купить настольную лампу и пару светодиодных лампочек. Поэтому перед покупкой читайте отзывы и смотрите видеобзор, чтобы понять хорошо ли работает подсветка.
Лучшие универсальные недорогие станки для заточки инструмента дома
Калибр ЭЗС-65МФ
Недорогой станок для заточки ножей, ножниц, стамесок и сверл — дешевле только точить вручную. Он может точить сверла толщиной от 3 до 10 мм. Также здесь есть крепление для ножей и ножниц, а также для стамесок и лезвий. Ножи точит даже керамические.
Диаметр точильного круга составляет 49,3 мм, а его толщина 7,5 мм. Также обратите внимание, на посадочное отверстие диаметром 10 мм — расходники нужно будет покупать соответствующие. Штатный круг установлен крупнозернистый, поэтому ножи нужно будет доводить на бруске. Станок конечно китайский, но свои деньги отрабатывает вполне.
Вихрь ТС-200
Это неплохой станок средней мощности в 200 Вт для заточки ножей газонокосилки, топоров и кухонных ножей. Здесь стоят два точила диаметром 150 мм и толщиной 16 мм. Диаметр посадочного отверстия 12,7 мм. Весит агрегат 5,2 кг, что в принципе не так уж и много для точильного станка с двумя кругами. Но при этом он устойчиво стоит на верстаке без дополнительного крепления.
А благодаря резиновым ножкам практически не чувствуется вибрация.
Здесь вмонтирована хорошая подсветка с гибким штативом, которая реально выручает при заточке инструмента. Обратите внимание, что подсветка включается только тогда, когда вал активен. Советуем после покупки снять защитный кожух и подтянуть винты, так как некоторым пользователям станок приходит с незатянутыми винтами.
ДИОЛД МЗС-03 М
У этого заточного станка есть несколько модификаций. Буква «М» в конце названия указывает на наличие гибкого вала, с помощью которого можно выполнять гравировку металлических заготовок. Скорость вращения гибкого и жесткого валов составляет 6700 об/мин. Как и в модели Калибр ЭЗС-65МФ, здесь имеются три насадки для заточки сверл, ножей и ножниц, стамесок и лезвий.
Помимо прочего на нем можно точить шлицевые отвертки и зубила. Для каждого предмета можно выставлять свой угол заточки в зависимости от того, какую кромку нам нужно получить.
Станок со своими задачами справляется и точит инструмент качественно, без необходимости дополнительной доводки. К сожалению, здесь нет регулировки оборотов, которая была бы удобна при работе с гибким валом. Станок оснащен металлическим кругом с алмазным напылением диаметром 48 мм и толщиной 8 мм. За свои деньги — это хороший аппарат с приятным бонусом в виде гибкого вала.
Makita GB602
Отличный японский станок с двумя заточными кругами. Каждый круг диаметром 150 мм имеет толщину 16 мм. В отличии от многих конкурентов за такую же цену, станок от Makita собран очень качественно без люфтов, «недотяжек» и биения камня. Пользователи отмечают довольно тихую работу.
Над каждым кругом установлены прозрачные пластиковые кожухи, которые защищают от искр и стружки. Также они дают хороший обзор рабочего места. В комплекте производитель дополнительно положил защитные очки. Если вам нужно хорошее надежное точило, которое прослужит не один год, тогда смело берите Makita GB602.
Что еще полезно иметь в доме:
- Обойдемся без бензина: рейтинг лучших электрических цепных пил 2020
- Пилим под любым углом: рейтинг торцовочных пил с протяжкой 2020
Источник: ichip.ru
Особенности заточки куттерного ножа на заточных станках

Особенности заточки куттерного ножа. Применение абразивной ленты в заточных станках. Сравним барабан обтянутый лентой и шкив с бесконечной летной. Проанализируем заточные станки для куттерных ножей ШС-02 и СЗК-04У. В обоих станках есть копир, точно повторяющий линию лезвия ножа, а также используется абразивная лента, а не камень для заточки.
Так в чем же разница между этими станка мы и разберем в этой статье.
Заточные станки для куттерных ножей ШС-02 и СЗК-04У, защищены патентами, один из авторов станков генеральный директор НПО «ДВА+К» Дуда Александр Николаевич.

Одним из важнейших этапов изготовления колбас, сосисок, сарделек и паштетов является тонкое измельчение мясного сырья, приготовлении эмульсии. А качество измельчения напрямую зависит от ножей куттера. Заточенные (острые ножи) и правильно подобранная форма ножа дают отличный результат. Как подобрать нужную форму в зависимости от измельчаемого сырья и желаемого конечного продукта читайте в статье: Конструкция куттерных ножей влияет на качество измельчения фарша.
Заточные станки для куттерных ножей нужны для того, чтобы исключить влияние плохо заточенных, тупых ножей на важные показатели при приготовлении эмульсии:
- Структура, измельчение до определенного размера, фракции мясного сырья. Нарушение структуры происходит при применении тупых, неравномерно заточенных или сточенных ножей, при увеличении расстояния между ножом и чашей куттера.
- Влагосвязывание (способность мясных белков поглощать воду), важный показатель сырого фарша колбасных изделий. Куттерный нож должен разрезать, а не мять волокна сырья. Смятая мясная клетка не способна в полной мере поглощать воду, тем самым ухудшая качество, вкус и структуру колбас.
- Температура эмульсии, исключение денатурации белка. При измельчении плохо заточенными, тупыми ножами повышается трение между ножами и фаршем, тем самым увеличивается температура, что может привести с свертыванию белков мясного сырья.
Сравнительный анализ заточных станков


Расход электроэнергии, Мощность электродвигателя, экономичность
0.37 кВт низкий расход электроэнергии станка ДВАК СЗК-04У делает применение станка экономически выгодным
1.5 кВт, большой расход, невыгодно
Масса станков
34 кг, станок лёгкий
75 кг , тяжёлый
Габаритные размеры
590 х 300 х 360 Малые габариты, станок умещается на 1/3 письменного стола и может быть поставлен в любой небольшой комнатке заточника рядом с куттером и по любому «капризу» технолога может быть произведена немедленная заточка куттерных ножей.
670 х 490 х 400 станок тяжёлый и больших габаритов, неудобен в перемещении
Угол заточки и отточки куттерного ножа
Строгое соблюдение угла заточки и формы режущей кромки является ключевым элементом, влияющим на технические характеристики и срок службы ножа, требует неукоснительного соблюдения определенных технических условий. Позволяет получить идеальное измельчение продукта без нагрева.
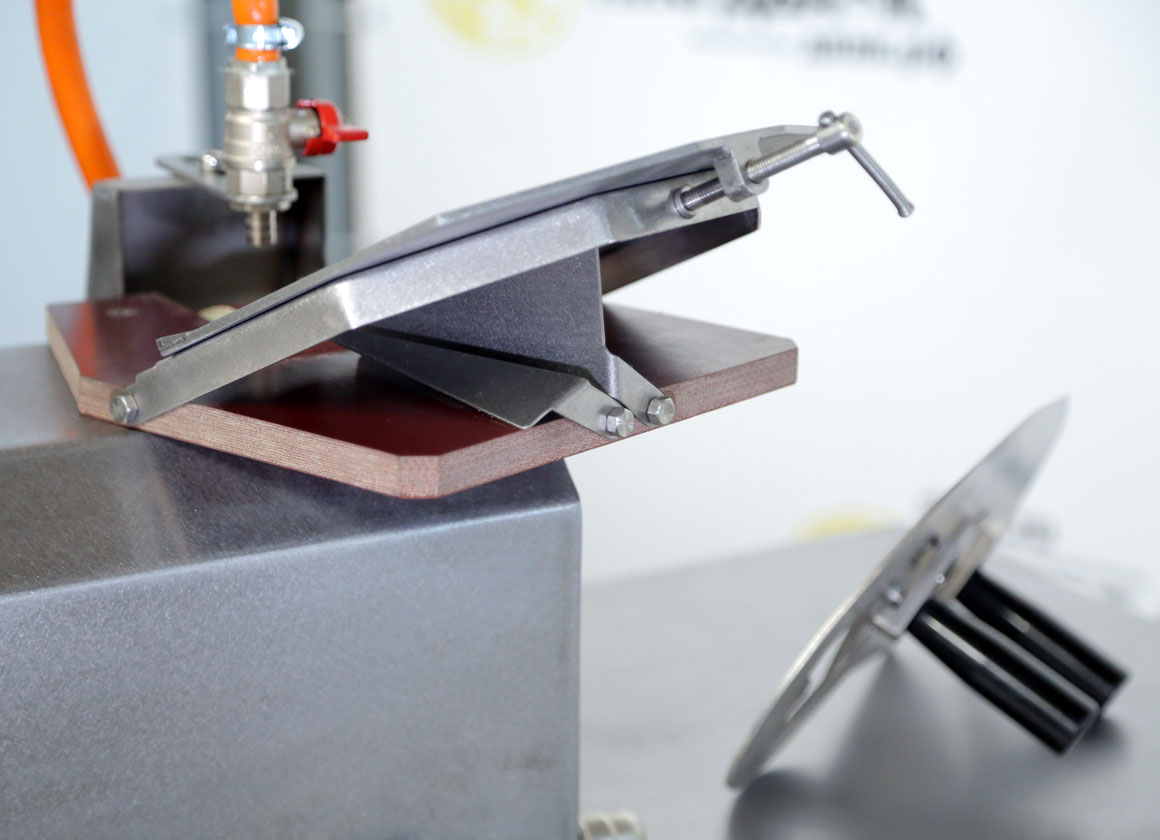
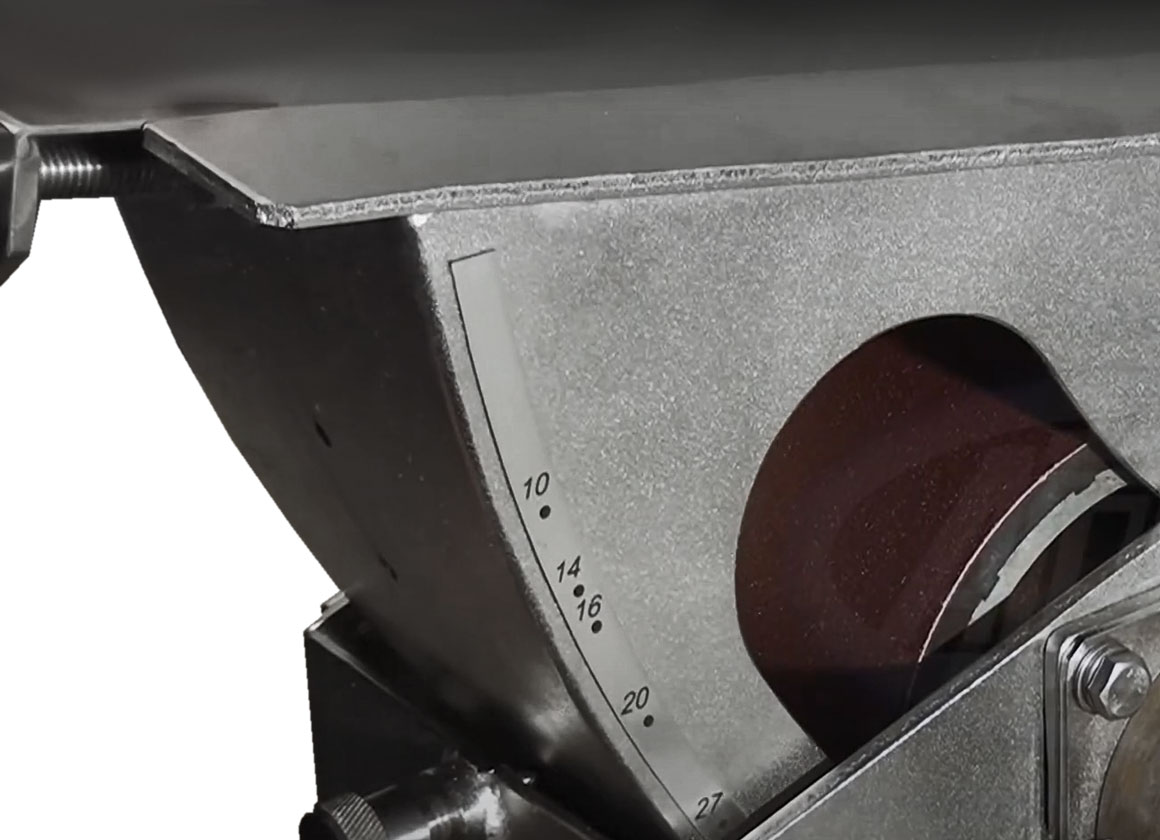
27 и 14 Специальная опорная площадка, на которую ставится нож, выставлена под определённым углом заточки, равном 27 градусам, и отточки 14 градусов. Поэтому при заточке заточник никогда не исказит правильный угол заточки и отточки.
от 0 до 27 угол необходимо выставлять вручную, используя шкалу на станке. Регулировка от 0 до 27 градусов не нужна и мешает точному выставлению углов заточки и отточки.
Особенности заточки и отточки куттерных ножей
Проанализируем результат заточки куттерного ножа на бесконечной ленте, натянутой между шкивами, на станке ШС-02 и результат заточки на барабане (круге) обтянутом абразивной лентой на станке СЗК-04У.
На обоих станках куттерный нож затачивается под рекомендуемым углом 27 градусов. Ленточка жала лезвия не более 3 мм. А также соблюдается линия лезвия ножа, в обоих случаях нож прикреплён к копиру. Различие только в отточке куттерного ножа — переходная часть лезвия между жалом и верхней плоскостью ножа.
На станке ШС-02 производится радиусная отточка. Такая радиусная отточка куттерного ножа является классической и хорошо зарекомендовала себя при эксплуатации. Недостатком является только сам процесс отточки, которая производится на весу, без упора, что небезопасно для заточника.
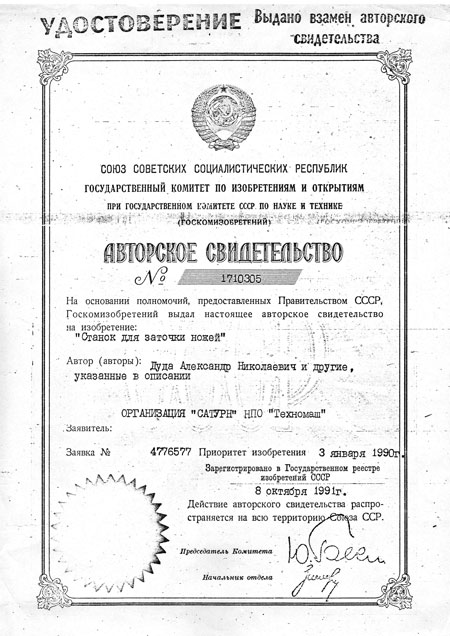
На станке ДВАК СЗК-04У отточка плоскостная, под углом 14 градусов. При плоскостной отточке на круге возможно возникновение небольшой подрезной зоны, которая не влияет на процесс куттерования, а также на эксплуатацию ножа. Ножевая головка куттера вращается с огромной скоростью 3600-4000 оборотов в минуту, создавая при этом силу отталкивающую мясное сырьё от ножа, небольшая подрезная зона, образовавшаяся в процессе отточки способствует отведению мясного сырья, тем самым уменьшая нагрев получаемой эмульсии. К тому же, процесс отточки происходит также как и процесс заточки с упором в площадку, что удобно и безопасно.
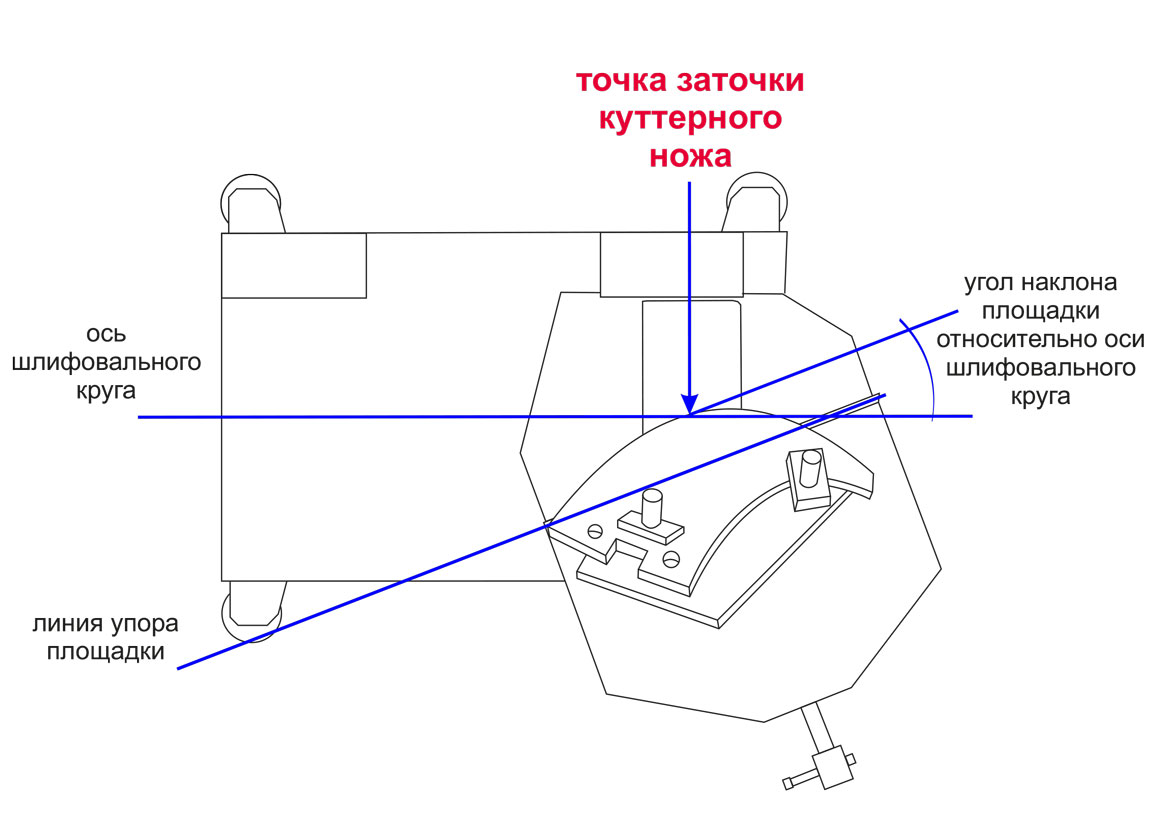
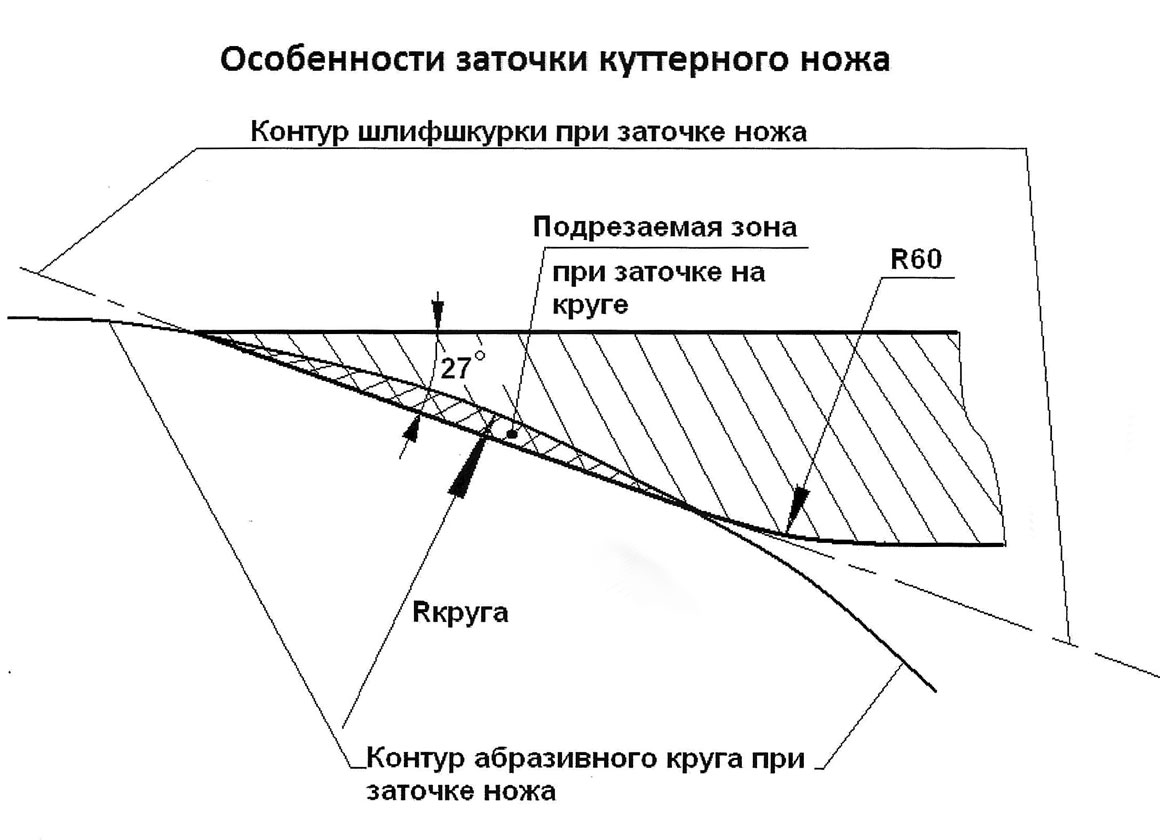
Точечная заточка жала лезвия ножа на станке ДВАК СЗК-04У достигается тем, что ось симметрии копира (фиксирующего устройства ножа) находится под углом к оси шлифовального круга для обеспечения точечного контакта ножа с шлифовальным кругом, чем обеспечивается плоскостная заточка куттерных ножей разных толщин (2-7 мм)
Источник: dvak.ru