Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится.
Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Как припаять к алюминию? Легко. Нужен только паяльник! Без флюсов, без горелки!
Оборудование
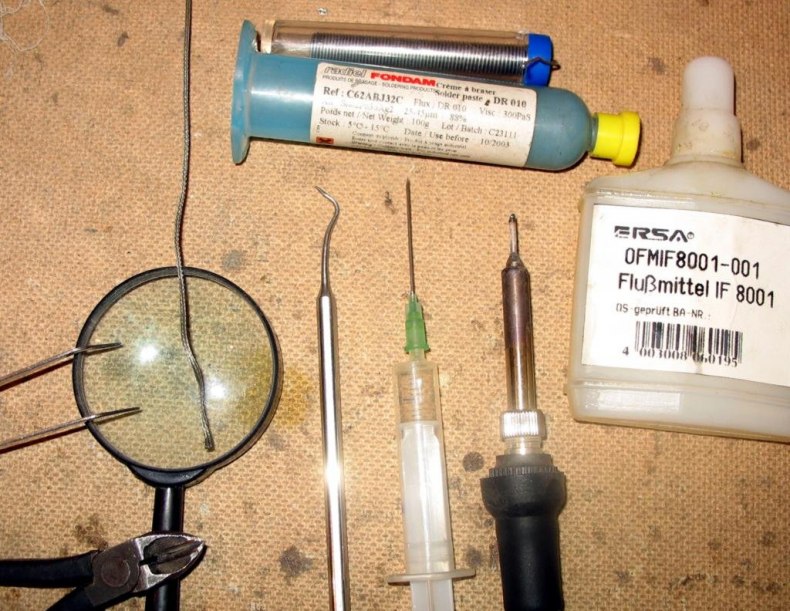
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
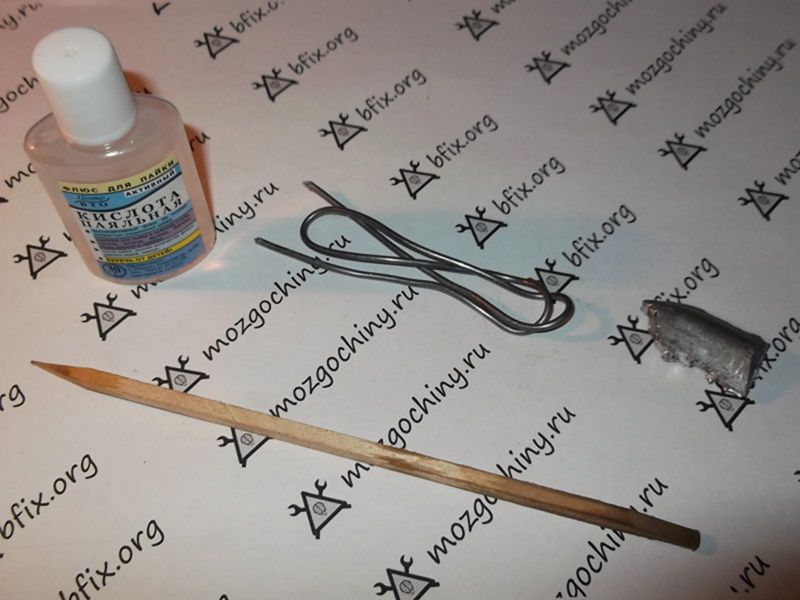
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
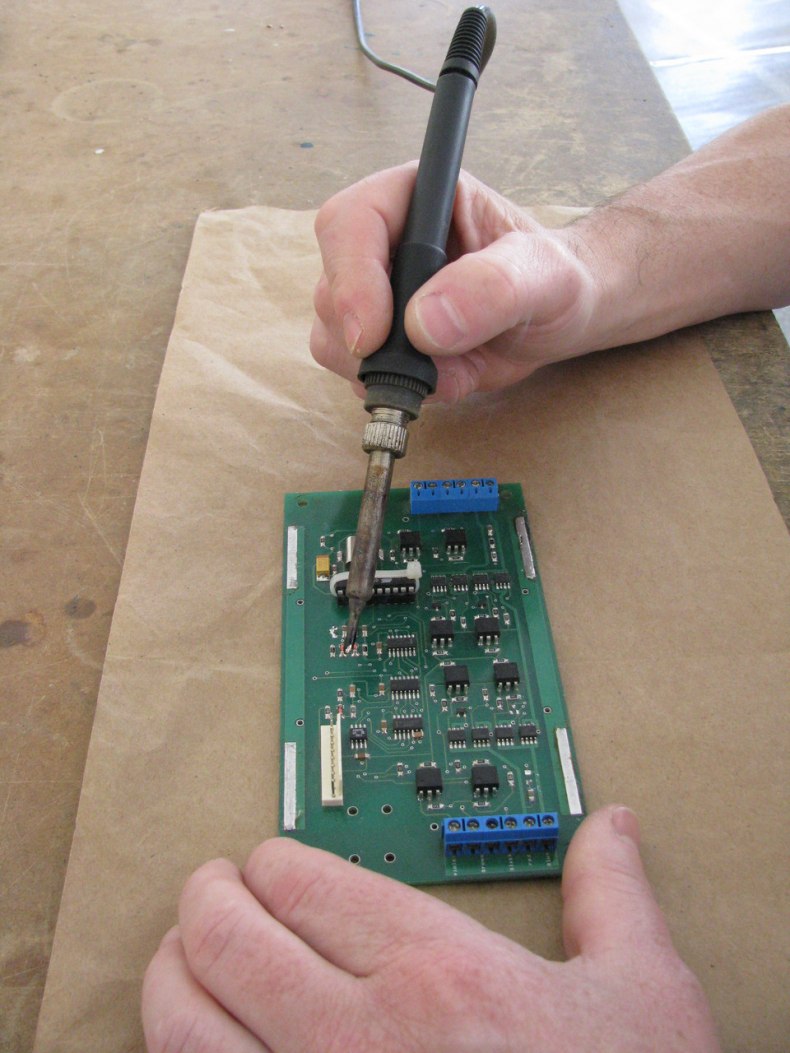
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Как паять металл Пайка для новичков. As solder metal brazing for beginners
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
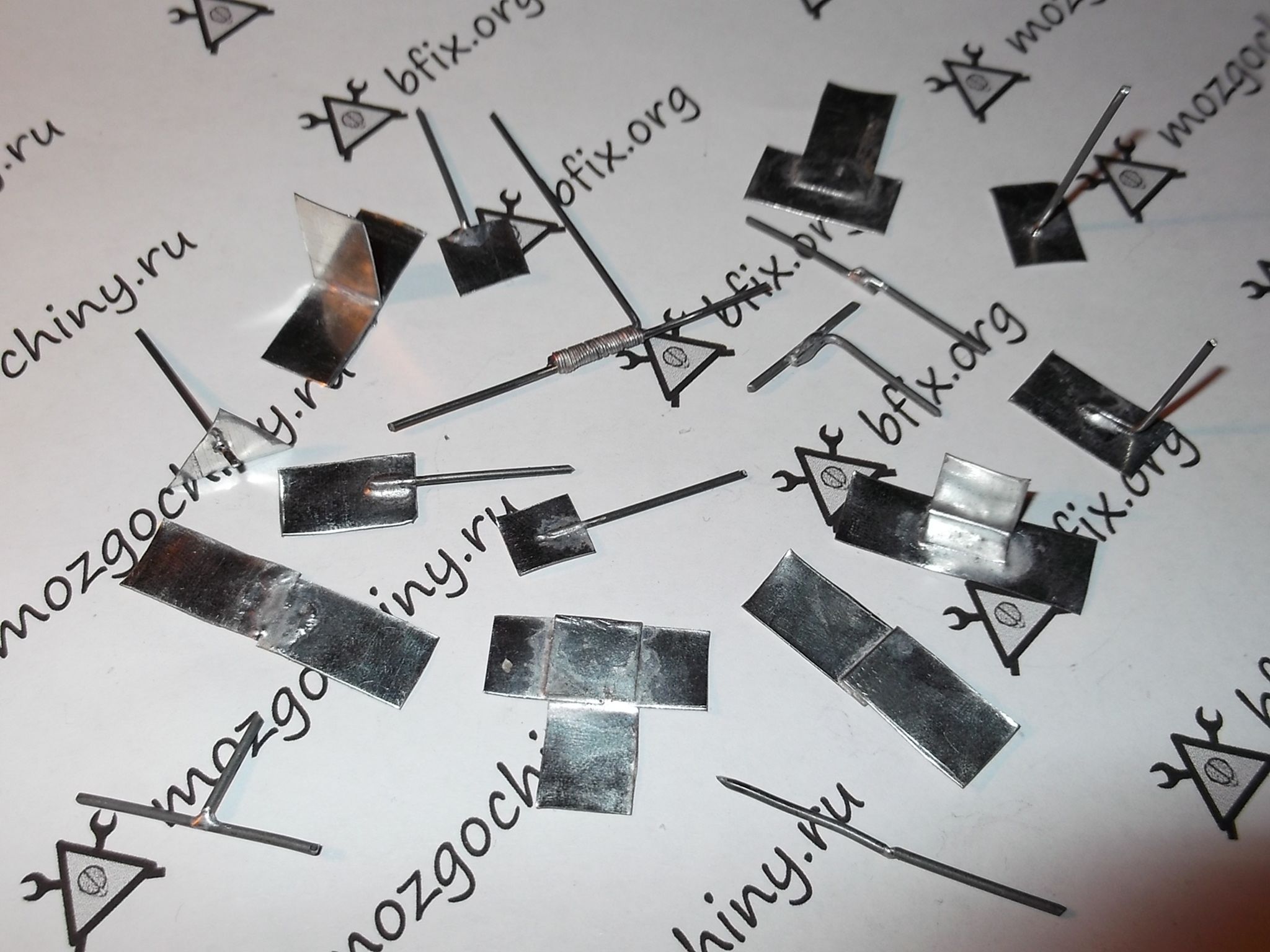
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
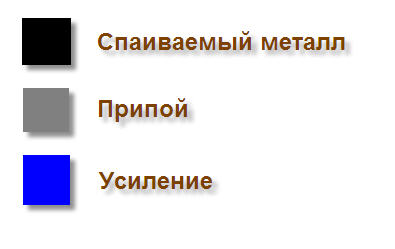
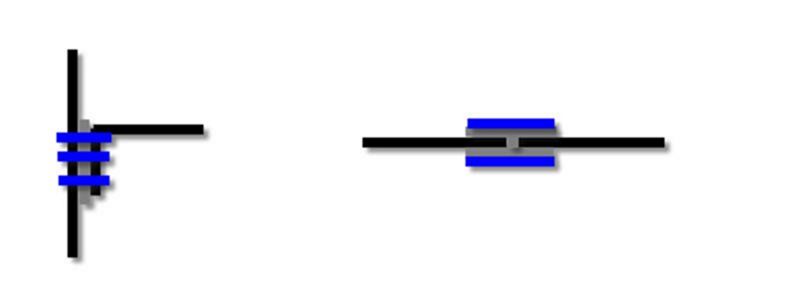
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
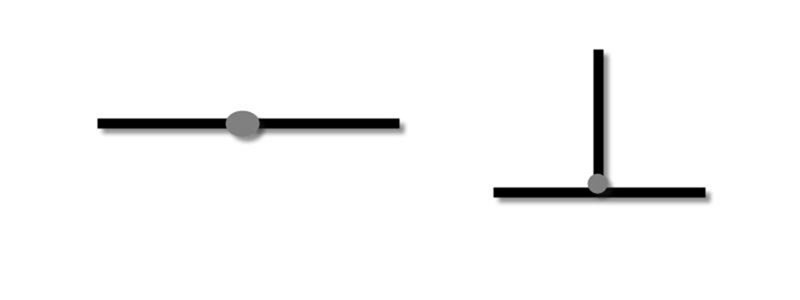
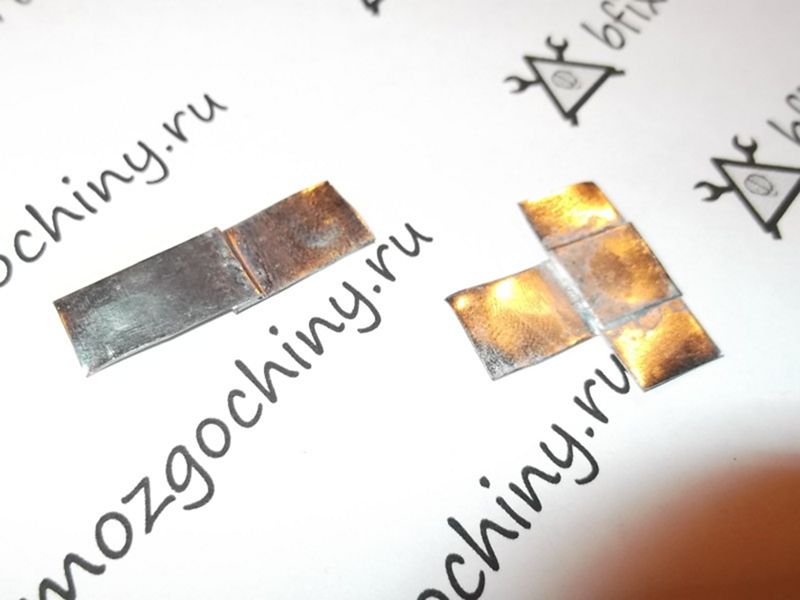
Соединение «Впритык»

Соединение «Внахлёст»
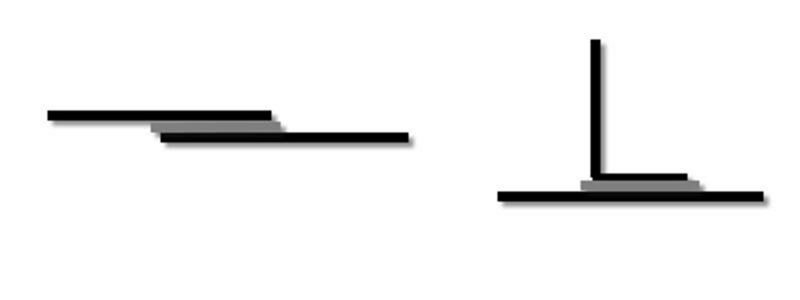
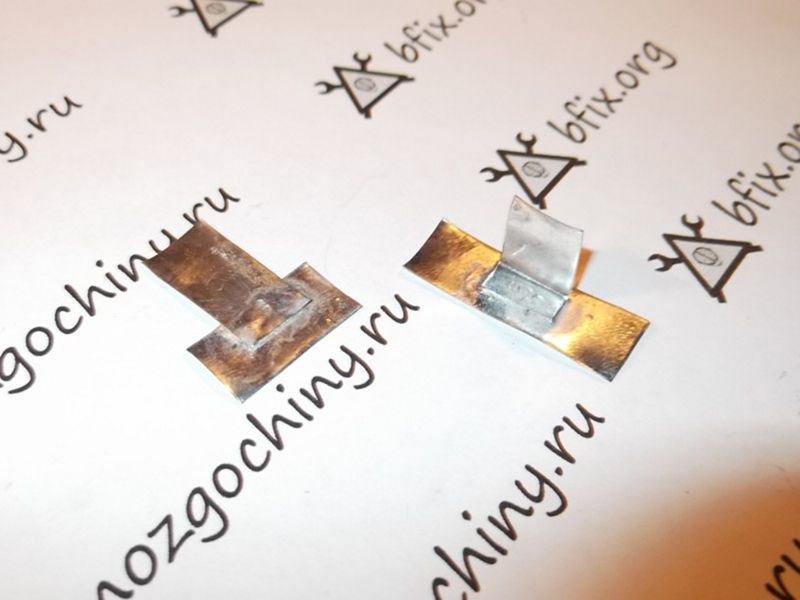
Соединение «В замок»

Качество: Очень прочно
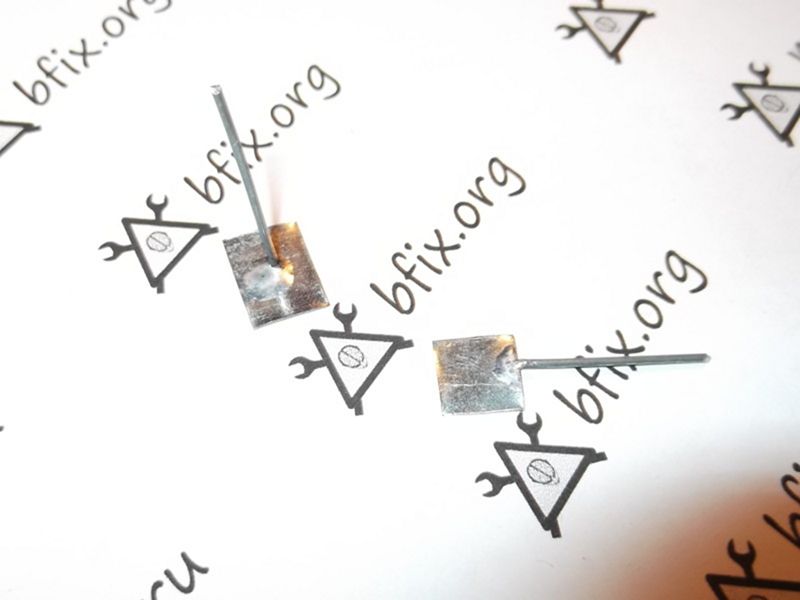
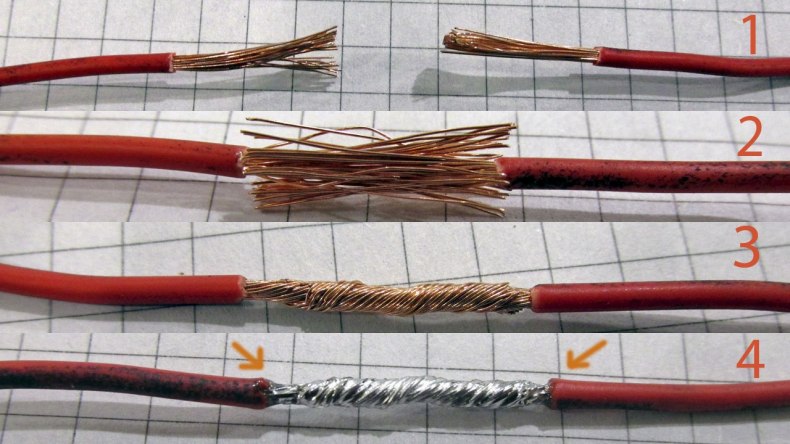
Спаивание проволоки
Соединение «Впритык»
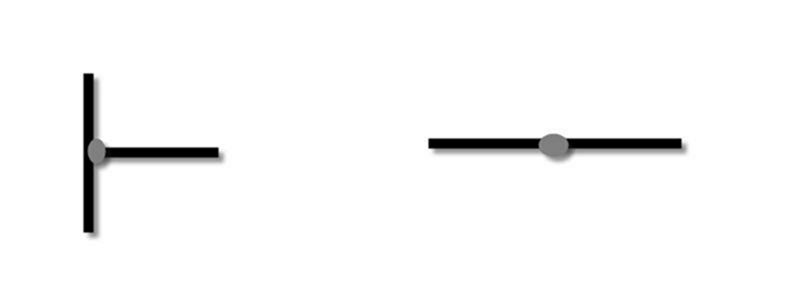
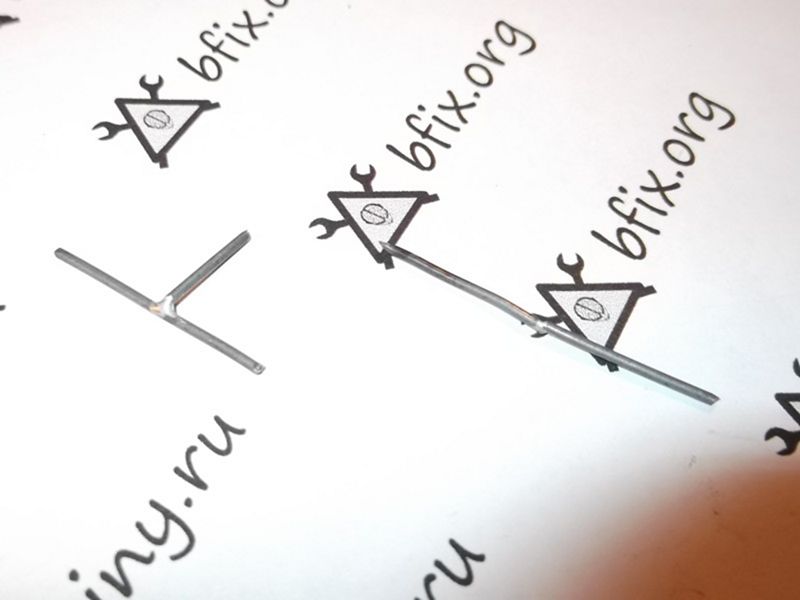
Соединение «Внахлёст»

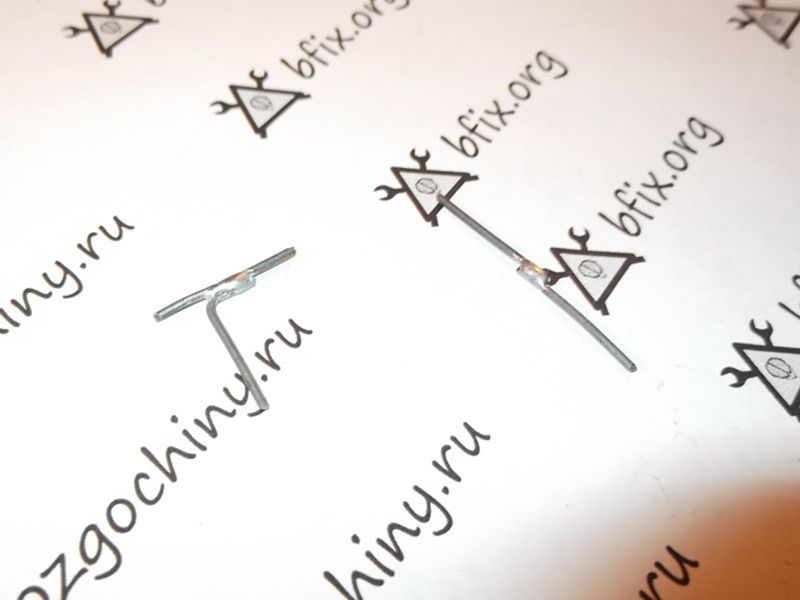
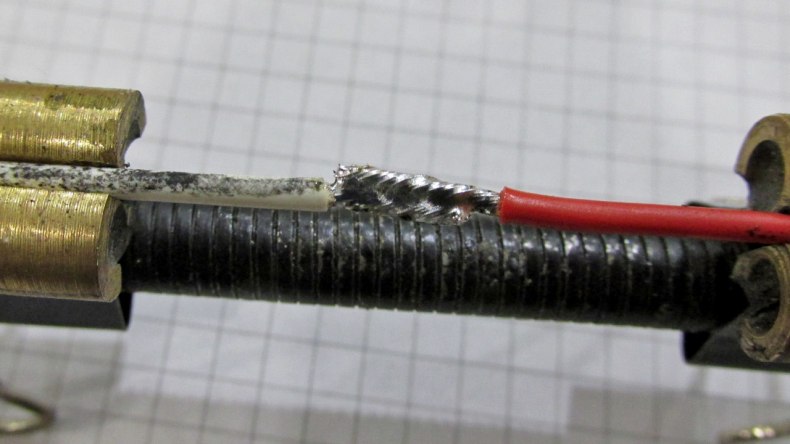
Соединение «С усилением»
Качество: Очень прочно
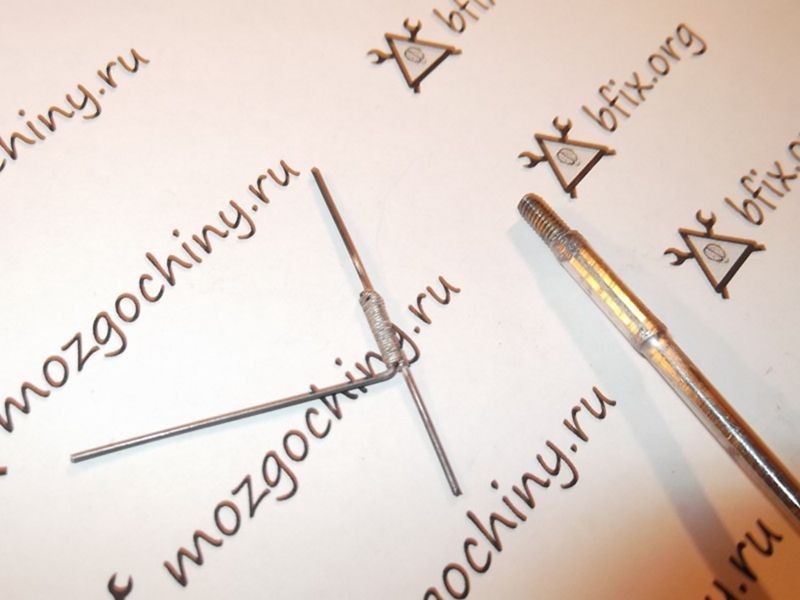
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
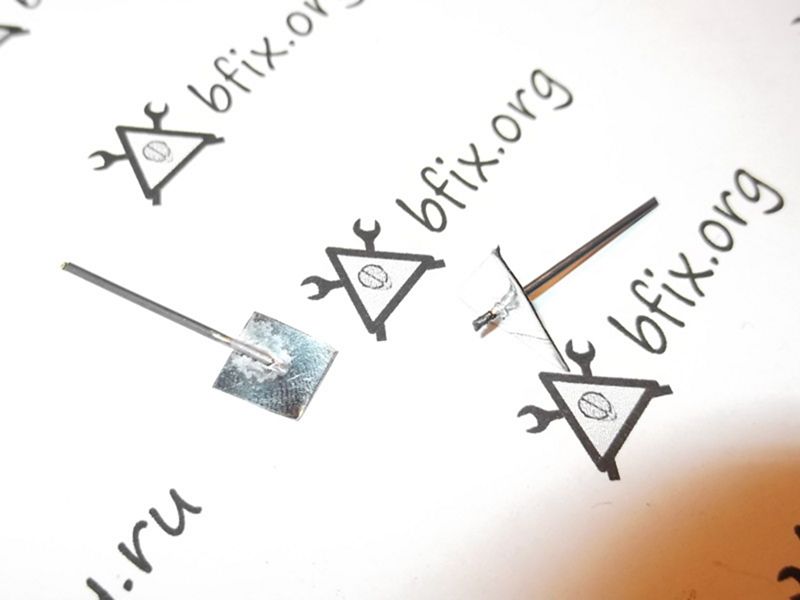
Спаивание проволоки и листового металла
Соединение «Впритык»

Соединение «Внахлёст»

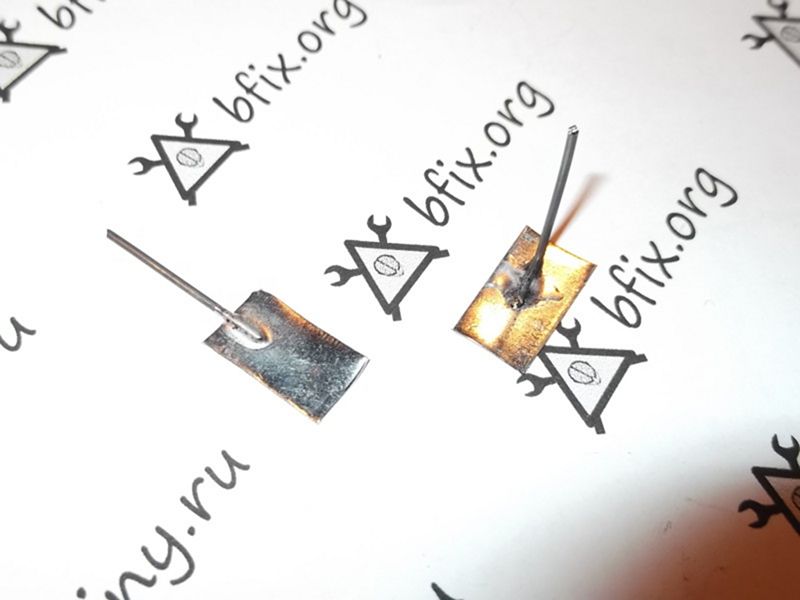
Соединение «Насквозь»

Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Источник: mozgochiny.ru
Как припаять металл к металлу паяльником
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
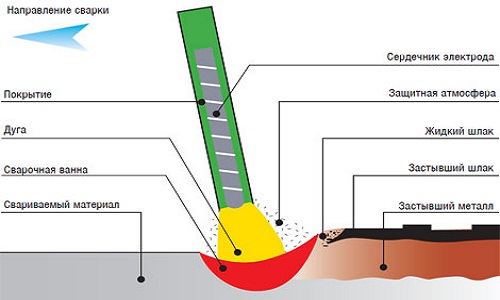
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Читать также: Самодельная дисковая пилорама чертежи
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала – припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Читать также: Кронштейн для телевизора инструкция по установке
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.

Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
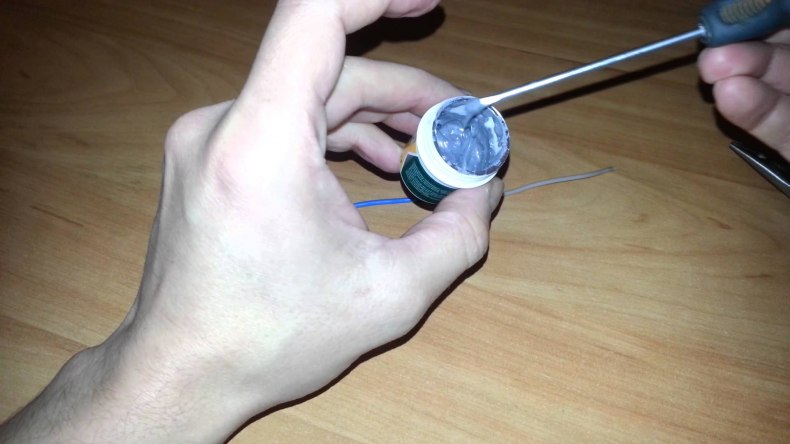
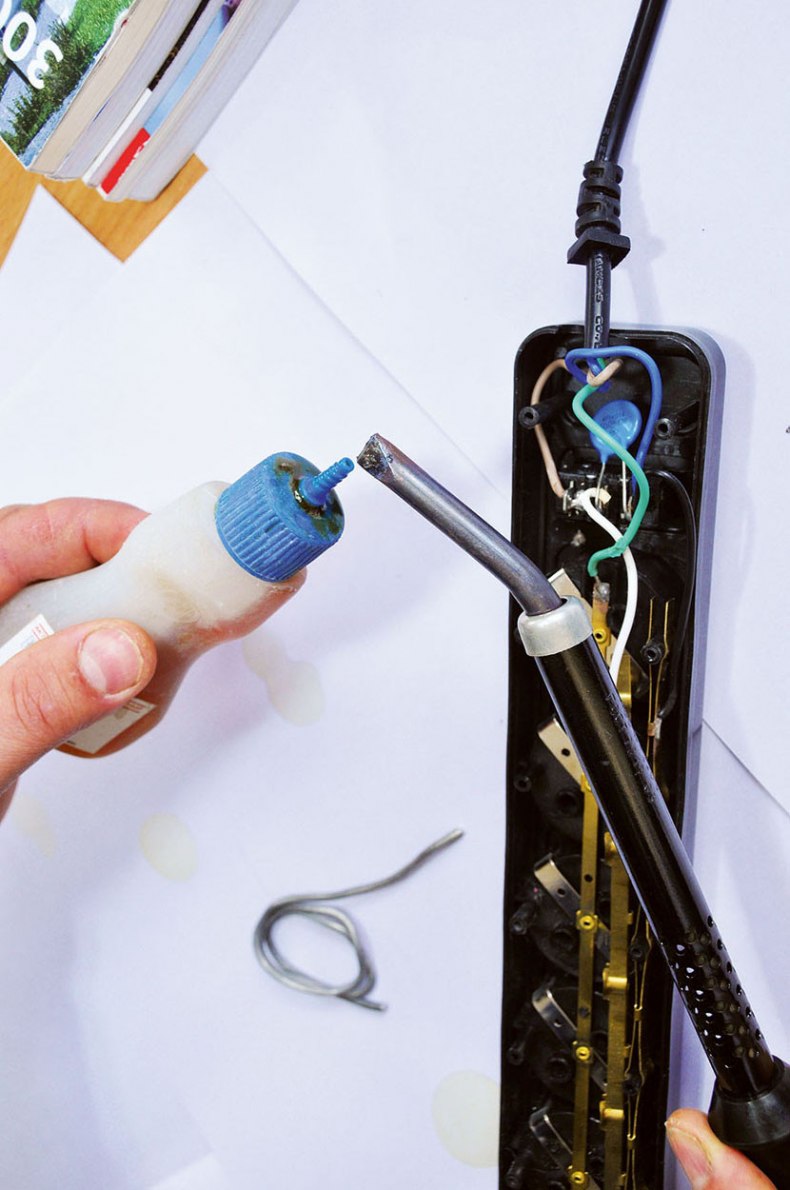
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.

Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится.
Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
Читать также: Станок для производства пластиковых изделий

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.

♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Источник: morflot.su
Как правильно паять паяльником — технология пайки от А до Я: выбор мощности, подготовка к работе, заточка жала, лужение, припой

Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.

Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Содержимое обзора
Инструменты и материалы
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.

Используется для выполнения таких работ:
- Монтаж и восстановление всевозможных электронных схем;
- Сборка и ремонт электротехники;
- Лужение различных деталей, использующихся в электрических цепях.








Паяльник
Классический ручной паяльник применяется для:
- Нагрева соединяемых деталей;
- Расплавления припоя;
- Нанесения расплавленного припоя на детали.

Конструкция паяльника включает такие элементы:
- Нагреватель из нихрома (спиральный или керамический);
- Жало, как правило, из меди;
- Ручка из пластика или дерева;
- Металлический кожух, в котором находится нагреватель и жало.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.

Припой
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.

Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
Флюс
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
- 100 Вт – для медных слоёв толщиной до 1 мм;
- От 200 Вт – для крупных деталей и проводов.






Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.






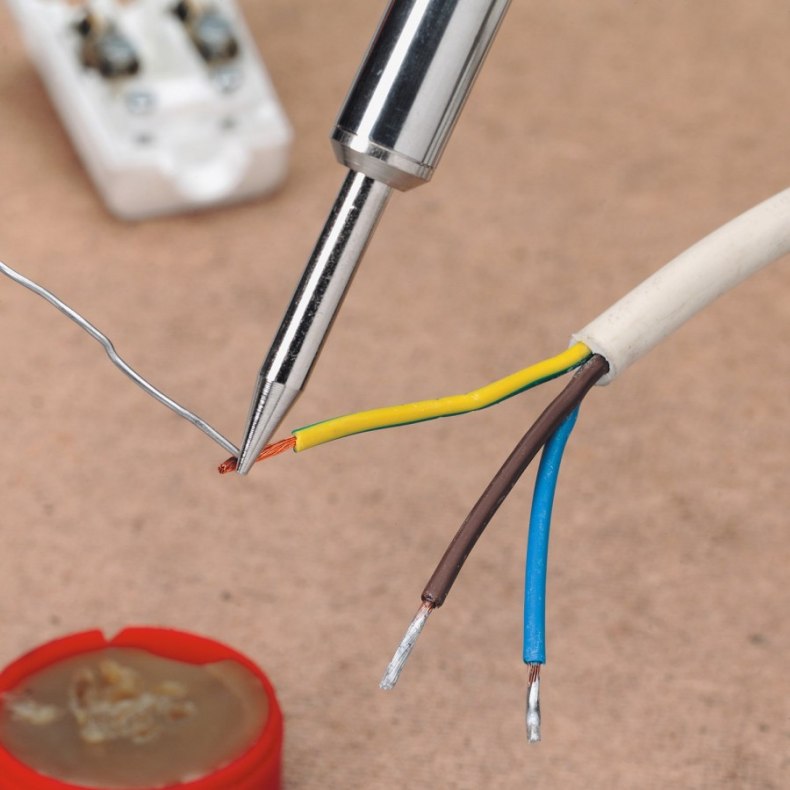
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

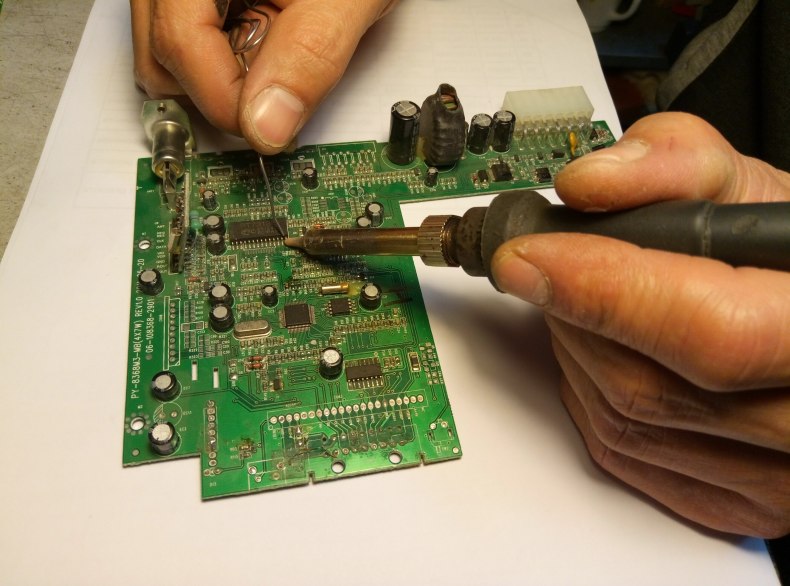
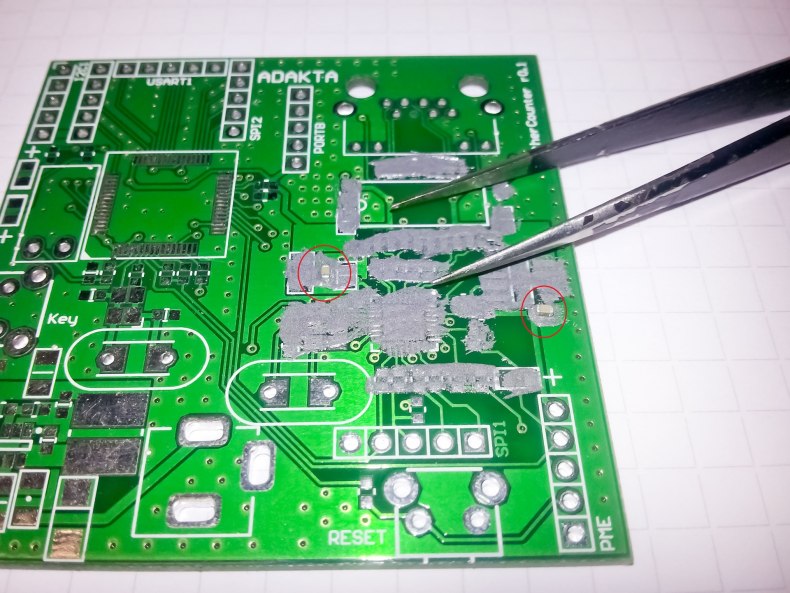
Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.






Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.
Источник: electricsexpert.ru
Как правильно паять
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.

Как правильно паять
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои

Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Источник: sterbrust.tech