Пайка меди и основных ее сплавов — латуней, бронз и медно-никелевых сплавов может быть осуществлена почти всеми видами пайки при использовании обширной номенклатуры припоев и флюсов. Однако каждый из указанных выше материалов имеет свои характерные особенности, которые влияют на технологию пайки, выбор режимов, оборудования и т.д.
Медь паяется серебряными, медно-цинковыми, медно-фосфористыми и оловянносвинцовыми припоями. Для низкотемпературной пайки меди используются оловянносвинцовые припои типа ПОС-61, ПОС-40, ПОСК 50-18 и др. В качестве флюса могут быть использованы сосновая канифоль или ее раствор в спирте. Флюсующее действие канифоли объясняется наличием в ней обиетиновой кислоты С2Н30О2, которая легко удаляет оксиды меди. Пайку следует вести паяльником при температурах, не превышающих 573 К. При нагреве места пайки свыше 573 К канифоль теряет флюсующие средства и обугливается, загрязняя тем самым паяный шов.
Высокотемпературная пайка меди выполняется серебряными, медно-фосфористыми и медно-цинковыми припоями, причем для пайки серебряными и медно-фосфористыми припоями применяются флюсы на основе фтористых солей легких металлов 284,209, для пайки медно-цинковыми припоями требуются более тугоплавкие флюсы на основе буры и борного ангидрида — 200 и 201.
Медно-цинковые припои при пайке меди дают хрупкие, пористые швы, поэтому их применяют сравнительно редко и только для тех деталей, которые не испытывают в процессе эксплуатации вибрационных или ударных нагрузок. Чаще применяются медно-фосфористые припои, которые из-за наличия в их составе фосфора обладают самофлюсующими свойствами. Но, как правило, флюсующего действия фосфора недостаточно, и для получения качественных паяных швов применяются флюсы 209, 284. Пайка меди перечисленными припоями выполняется с помощью индукционного нагрева, а также газопламенными горелками. В печи с восстановительной водородной атмосферой можно паять только бескислородную медь или медь вакуумной плавки, потому что обычная техническая медь подвержена так называемой водородной болезни, т.е. растрескиванию по границам зерен.
При пайке латуней необходимо учитывать следующие технологические особенности. В отличие от меди латунь не рекомендуется паять в вакууме или в восстановительной атмосфере из-за возможного испарения цинка при нагреве. Пайку в указанных средах можно осуществлять при условии нанесения на латунные детали гальванического или химического покрытия никелем или медью (толщина слоя 18—30 мк). При этом используется припой ПСр72 (Ag—72%, Си — 28%) эвтектического состава.
Соединения из латуни, паянные медно-фосфористыми припоями, вследствие образования хрупких фосфидов цинка не выдерживают вибрационных и ударных нагрузок. Поэтому указанные припои при пайке латуни имеют ограниченное применение. Чаще применяются серебряные припои, обеспечивающие высокопрочные, пластичные, коррозионно-стойкие швы. Так как паяные изделия из латуни в авиационной и других смежных отраслях промышленности довольно широко распространены, то для целей пайки расходуется большое количество припоя. В связи с этим проблема разработки дешевых технологических припоев, не содержащих дефицитного серебра, но обеспечивающих равноценные по прочности соединения, стоит очень остро.
Низкотемпературная пайка латуни выполняется паяльником и теми же припоями, что и медь, однако канифоль и обычные спирто-канифольные флюсы в данном случае непригодны. Для удаления оксидов, образующихся на поверхности латунных деталей в процессе пайки, используются флюсы ЛТИ-12, ТС-1 и др., содержащие в своем составе активирующие добавки.
Во избежание коррозии после пайки остатки этих флюсов должны быть удалены. При низкотемпературной пайке латуни оловянносвинцовыми припоями возникает опасность разрушения паяных швов. Так, если детали, подвергавшиеся перед пайкой штамповке или гибке, паять или лудить оловянно-свинцовым припоем, происходит проникновение олова по границам зерен с образованием легкоплавкой эвтектики. При повторном нагревании таких деталей происходит разрушение в месте расплавления эвтектики. Для предотвращения этого явления детали перед пайкой должны быть термически обработаны.
Трудности пайки бериялиевой и алюминиевой бронз связаны с наличием на их поверхности труднорастворимых стойких оксидов. Эти сплавы перед пайкой требуют обработки по специальному режиму.
Так, бериллиевая бронза сначала обрабатывается в 50% -ном растворе серной кислоты при температуре 339—348 К, а затем травится смесью серной и азотной кислот, после чего тщательно промывается водой и просушивается. При высокотемпературной пайке алюминиевых бронз в обычные флюсы на основе фтористых солей необходимо ввести хлориды легких металлов. Для пайки меди и ее сплавов перспективной является контактно-реактивная пайка. В качестве припоя на паяемые поверхности гальваническим способом наносится серебро (10—50 мкм), если паяется медь, или серебро плюс медь, если паяется латунь. В контакте с медью при нагреве серебро образует эвтектический сплав типа ПСр72, который при затвердевании обеспечивает прочное паяное соединение.
Рекомендуемые способы пайки, припои и флюсы для меди и ее сплавов приведены в табл. 6.4.
Припои и флюсы для пайки меди и ее сплавов
Паяемый металл
Способ пайки
Медь М3, латунь Л63, Л96 с гальванопокрытием
Пайка в водородной среде
Серебряный эвтектический припой ПСр72, ПСр72 ЛМН
Медь Ml, М2, М3, латунь Л63, Л96
Пайка газопламенная, индукционная
Серебряные припои ПСр70, ПСр45, ПСр40, ПСр25
209, 284 (на основе фторида)
Медно-фосфористые припои ПМФС, МЦФЖ и др.
210 на основе соединений борной кислоты и хлоридов
Медь Ml, М2, М3, латунь Л63, Л96
Пайка погружением в расплавленный флюс
ПСр40, ПСр45, МЦФЖ
Флюс состава (в %): натрий хлористый — 21, кальций хлористый — 46, барий хлористый — 31, бура — 2
Медно-цинковые припои ПМцЗб, ПМц54, Л63, ЛКБО
200, 201 на основе соединений борной кислоты
Бериллиевая бронза, БРБ2
ПСрЮ — серебряный припой
Окончание табл. 6.4
Паяемый металл
Способ пайки
Низкотемпературная пайка паяльником
Оловянно-свинцовые припои ПОС61, ПОС40, ПОСК50-18 и др.
Канифоль сосновая, 30—60%-ный раствор канифоли в спирте.
ЛТИ-120. Канифолесодержащий флюс с активирующей добавкой диэтиламина солянокислого.
РЦА — водный раствор хлористого цинка и хлористого алюминия
Латунь Л63, Л96, Л59
Пайка тугоплавких металлов. Тугоплавкие металлы благодаря их высокой жаропрочности применяют при изготовлении конструкций, надежно работающих при температурах 2273—3973 К. Температура плавления тугоплавких металлов значительно выше температуры плавления титана и сталей:
Металл Температура плавления, К Железо 1812
Тугоплавкие металлы относятся к разряду труднопаяемых высокотемпературными припоями. Трудности пайки обусловлены следующими особенностями их физико-химических свойств.

- 1. Тугоплавкие металлы обладают повышенной химической активностью при высоких температурах, особенно по отношению к кислороду, цирконий — к водороду и азоту. Образующиеся при этом оксиды препятствуют растеканию припоя и ухудшают механические свойства металлов, прежде всего их пластичность. Скорость химического взаимодействия этих металлов с газами возрастает по мере роста температуры, для вольфрама, например, окисляемость существенно повышается с температуры 1073 К.
- 2. Тугоплавкие металлы склонны к собирательной рекристаллизации при нагреве до высоких температур, особенно заметно проявляющейся у молибдена и вольфрама. Степень отрицательного влияния роста зерен очевидна из анализа изменения прочностных и пластических показателей механических свойств при различных температурах для молибдена (рис. 6.2): металл с крупнозернистой структурой (100 зе- рен/мм 2 ) имеет значительно более низкую пластичность и прочность. Уменьшение роста зерна может быть достигнуто увеличением скорости нагрева под пайку и сокращением времени пребывания металлов при повышенных температурах. Одним из способов уменьшения хрупкой зоны является применение диффузионной пайки, которая осуществляется при температурах ниже температуры рекристаллизации (для вольфрама, например ниже 1723 К, для молибдена — ниже 1373 К), а температура распая в итоге превышает температуру пайки.
Рис. 6.2. Зависимость механических свойств молибдена а0 2 и у от размера зерна при разных температурах:
1 — 100 зерен/мм 2 ; 2 — 1700 зерен/мм 2
Тугоплавкие металлы, особенно цирконий, при пайке образуют с компонентами припоя хрупкие интерметаллидные соединения, которые ухудшают пластические свойства металлов. Поэтому перед пайкой поверхность тугоплавких металлов подвергается особо тщательной очистке от оксидов, для чего используются химическое или электролитическое травление, механическая очистка.
Пайка вольфрама, самого тугоплавкого и самого жаропрочного металла, может осуществляться практически всеми известными способами во всех защитных и восстановительных средах, но чаще применяется вакуум, который обеспечивает более плотные швы. Хорошие результаты дает пайка в водороде при индукционном нагреве.
В качестве припоев для пайки вольфрама используются такие металлы, как тантал, ниобий, никель, медь, а также сплавы никель — титан, никель — медь и др. Однако ввиду того, что никель активно взаимодействует с вольфрамом при пайке, образуя хрупкие интерметал- лиды, паять припоями следует при минимальных выдержках деталей при температуре пайки. Иногда паяют серебряными припоями типа ПСр в водородной среде.
Характерной особенностью пайки молибдена является окисление его при температурах выше 973 К с образованием летучего триоксида Мо03. Для предотвращения испарения молибдена детали, подлежащие пайке, предварительно покрывают гальваническим способом медью, никелем или хромом.
Так же как и вольфрам, молибден можно паять такими металлами, как медь, никель, палладий, серебро и припоями на основе серебра. При пайке серебряными припоями допускается нагрев слегка окислительным ацетилено-кислородным пламенем. Обязательным условием при этом является применение флюсов.
Цирконий лучше всего паяется по предварительно нанесенному покрытию, однако возможна пайка в среде очень чистого, хорошо осушенного аргона или гелия. Пайка циркония в водороде или на воздухе не допускается из-за большей, чем у остальных тугоплавких металлов, химической активности к кислороду, водороду, азоту.
Низкотемпературная пайка указанных металлов применяется очень редко и осуществляется оловянно-свинцовыми припоями с канифолесодержащими активированными флюсами по предварительно нанесенному никелевому покрытию.
Источник: studme.org
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
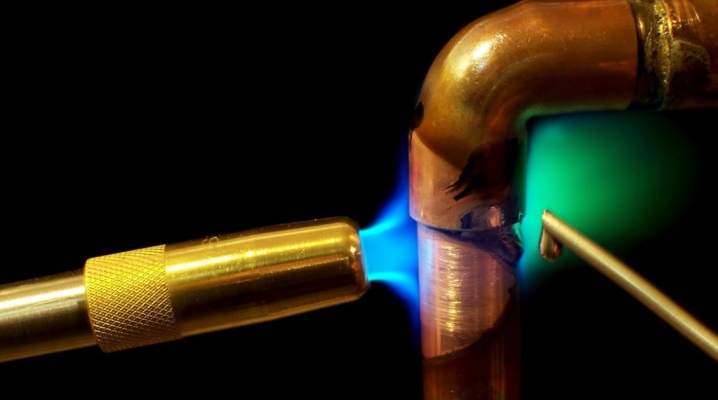
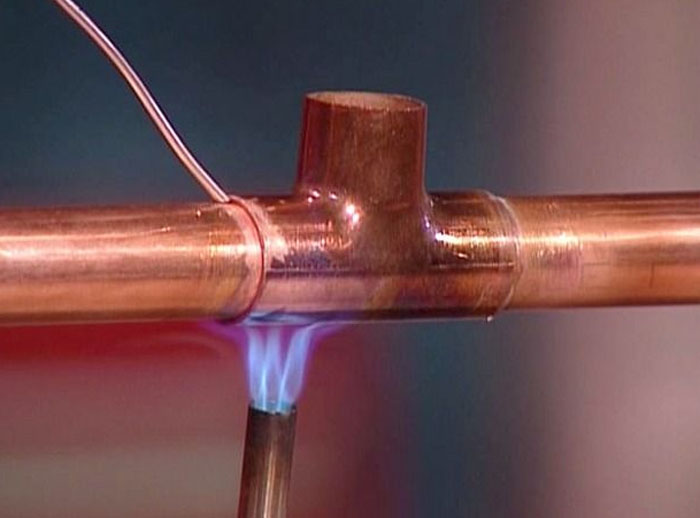
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.

Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.

Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.

Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.

- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.

Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).

Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;

- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.

Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Источник: www.asutpp.ru
Особенности пайки меди
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.

Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).

Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.

Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом.
Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.

Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.

В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.

Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
Источник: stroy-podskazka.ru
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.

Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
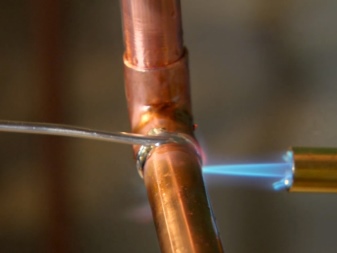
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается.
Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:

- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
ПОСМОТРЕТЬ ВИДЕО
Паять медь домашних условиях — это под силу каждому мужчине.
Источник: trubexpert.ru
Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.

Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.

Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Способы пайки
Оптимальный вариант соединения трубопроводов из меди – это именно пайка. При ее выполнении металл расплавляется и заполняет зазор, который находится между элементами. После его отверждения получается монолитная конструкция. Перед тем как паять медь, определяют способ.
Низкотемпературный процесс пайки
Этот способ еще называется мягким методом. Он отличается температурой. Ее значение ниже 450°. В ходе работ используют припой для пайки медных труб. Он может быть, например, оловянным или свинцовым.
Это легкоплавкие сплавы.

Низкотемпературной пайкой создают швы, у которых ширина будет равна 7-50 мм. Данный способ позволяет сделать мягкие соединения. Они менее прочны по сравнению с пайкой при температуре выше 450°. Все же у них имеются свои достоинства.
Одним из плюсов мягкого соединения является отсутствие отжига металла, когда осуществляется пайка. Поэтому его прочностные характеристики не изменяются. Благодаря не слишком большой температуре процесс стыковки труб из меди представляет меньше опасности.
Важно! Нагрев медных элементов не более 450° позволяет стыковать трубопроводы с диаметром минимум 6 мм и максимум 108 мм.
Низкотемпературная пайка используется при монтаже водопровода и систем отопления. При этом по трубопроводам должна перемещаться жидкость, температура которой не превышает 130°. Низкотемпературный способ пайки никогда не применяют для монтажа газопроводов.


Высокотемпературный метод
Перед тем как паять медные трубки высокотемпературным способом, мастера подготавливают припой. Для этого метода он представляет собой составы на основе тугоплавких металлов. К таким твердым сплавам относится медь и серебро.
Высокотемпературные соединения выполняются при температуре более 450°. Метод позволяет создавать твердый устойчивый шов. Он выдерживает воздействия механического характера. Такой шов обладает стойкостью к высоким температурам.
Способ отличается отжигом металла во время пайки. В результате происходит размягчение сплава. Это приводит к уменьшению его прочности. Чтобы минимизировать данный недостаток, организуют естественное охлаждение созданных швов. Никогда не используют воду или механический обдув медных элементов.
Пайка меди твердым припоем применяется для соединения трубопроводов, у которых диаметр равен 12-159 мм. Этот метод используется во время монтажа газопроводов. Способ позволяет соединять водопроводные трубы с диаметром более 28 мм. Высокотемпературная пайка также применяется для создания коммуникаций, по которым перемещается среда с температурой выше 120°.

Технология пайки элементов из меди
Перед тем как паять медные трубы, профессионалы подготавливают специальные расходные материалы. К ним относятся флюс, который применяется для удаления оксидов с металла. После его использования припой лучше растекается, а на поверхности уменьшается напряжение.
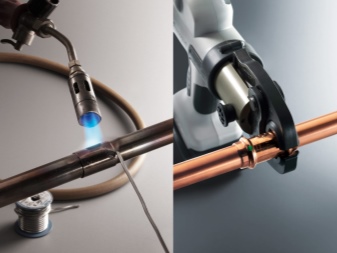
Качественная пайка осуществляется только с помощью профессионального оборудования. Специалисты в работе используют газовую горелку. Она всегда необходима для проведения мягкой пайки. С ее помощью создается узконаправленное пламя.
В состав газовой горелки входит баллон, где находится смесь из бутана и пропана. Такое оборудование позволяет выполнить обычно не более 400 соединений. Существуют газовые горелки с баллонами, где находится только один бутан.
Для выполнения высокотемпературной пайки специалисты используют пропан-кислородную смесь. Применяют также ацетилен, соединенный с воздухом.
Профессионалы еще используют специальный паяльник, работающий от электричества. Он позволяет паять при низкой и высокой температуре. Он расплавляет любой припой для медных труб.

На заметку! Электропаяльник используют в местах, где запрещено применять открытое пламя. Этот вид оборудования имеет съемные электроды и специальные прижимные клещи.

Отрезка труб
На первом этапе специалисты размечают и отрезают медные трубы с помощью специальных труборезов. Они позволяют сделать ровный рез. Однако для этого медный прокат всегда удерживается перпендикулярно относительно режущего инструмента.
В конструкции трубореза имеется острое лезвие и ролики. Между этими элементами зажимается труба. Потом выполняется вращение инструмента. При этом специалистам приходится подтягивать специальный болт на труборезе после каждого оборота. Благодаря использованию этого инструмента рез получается не только ровным, но и без задиров на внешней поверхности трубы.
Они будут присутствовать только внутри медного проката.
Специалисты практически никогда не используют ножовку для резки медных труб. Ведь после ее применения остается большое количество заусенцев на торце проката. Этот инструмент не уменьшает сечение трубы, что нельзя сказать о труборезе. Хотя сужение незаметно и не снижает пропускную способность трубопровода.


Важно! Рез выполняют без смятия трубы. У нее должно быть овального сечения. В противном случае во время соединения двух труб не удастся создать нормативный зазор, величина которого составляет от 0,02 до 0,4 мм. Когда он получается меньшего размера, тогда в него не будет затекать припой.
Если зазор получится больше нормативного значения, не произойдет капиллярного эффекта.
После обрезки у медной трубы не должен измениться размер сечения. Во время применения трубореза на кромке среза образуются небольшие заусенцы. Их обязательно удаляют, а внутреннюю поверхность трубопровода очищают от инородных предметов и обезжиривают ее край. То же самое выполняют со второй трубой.
На заметку! После отрезки конец одного из трубопроводов могут расширить, чтобы соединить с другой трубой. Для этого используют специальный инструмент – труборасширитель. Затем проверяют, как стыкуются между собой два фрагмента трубы. При этом длина соединения должна быть равна диаметру трубопровода.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.

Низкотемпературное соединение
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
На заметку! Легкоплавкий припой предварительно не разогревают. Он плавится при контакте с нагретыми поверхностями трубопровода.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
Видео описание
О пайке низкотемпературным способом рекомендуется посмотреть видео:
Высокотемпературное соединение
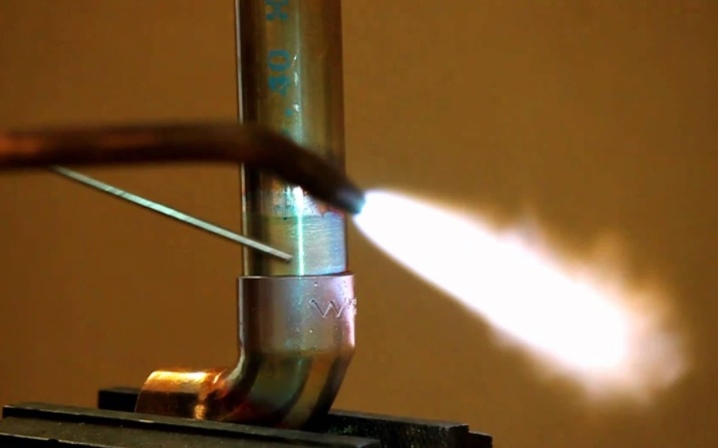
Выбрав этот способ и определив, чем паять медь, мастер прогревает детали тоже газовой горелкой. Она также перемещается по всему соединению. Выполняются равномерные и быстрые движения.
Важно! Пламя от горелки должно иметь яркий синий цвет, а его интенсивность обязана быть небольшой.
Нагрев специалист выполняет, пока поверхность не приобретет темно-вишневый цвет. Он свидетельствует, что детали расколись до температуры 750°. После этого прикладывают припой.
На заметку! Припой можно предварительно нагреть, чтобы он лучше растекался и заполнял зазор во время пайки. При этом основное плавление расходного материала должно осуществляться при прикосновении к раскаленному месту. Идеальный вариант, когда припой начинает растекаться сразу же при первом контакте с нагретыми деталями.
После заполнения всего зазора соединение не трогают, пока оно полностью не остынет. Затем стык протирают тряпкой.
Видео описание
В видео показано и рассказано, как выполняется пайка высокотемпературным способом:

Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
Источник: m-strana.ru