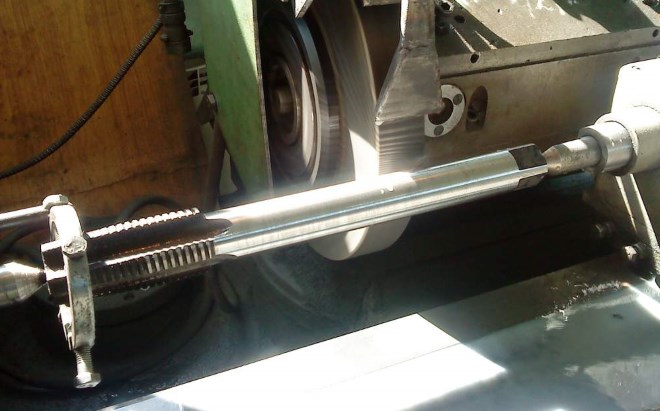
Вопрос вот в чём, есть несколько метчиков советских времён, на них нет никаких опозновательных знаков, в том месте где она должна быть кто-то наждаком сделал прорезь, скорее всего под ключ, чтобы крутить метчик. Они ещё достаточно острые, но какого размера определить не можем. Как без специальных мерительных инструментов, есть только хорошая металлическая линейка и несколько школьных, можно определить какой это метчик, его диаметр, под какую резьбу, шаг резьбы?
комментировать
в избранное бонус
сурча нин [19.9K]
2 года назад
Так как метчики, точнее метрические резьбы идут через 2 мм с диаметром думаю больших проблем не будет. 8 от 10 отличить можно и на глаз, в крайнем случае попробовать в подходящую гайку, но только после определения шага.
Шаг же определить довольно просто, тем более металлическая линейка есть. Отсчитайте 10 вершин на метчике и замерьте линейкой, полученное разделите на 10= шаг резьбы. 10мм /10= шаг 1. 15мм/10= шаг 1,5 мм и т.д.
Метчики большого диаметра имеют не 3, а 4 режущих кромки, их можно просто замерить штангелем.
Метчики — инструмент для нарезки внутренней резьбы
Источник: www.remotvet.ru
Все о размерах метчиков для нарезания резьбы

Знать все о размерах метчиков для нарезания резьбы очень полезно для всех, кому приходится эту самую резьбу постоянно создавать. Внимательно нужно отнестись к стандартному шагу метчиков М6 и М8, М10 и М12, М16 и М30. Также придется изучить дюймовые размеры и принципы подбора сечения сверла.

Стандартные параметры метчиков
Специальное разметочное оборудование для нарезания резьбы четко градуировано по размерам. Величина измеряется в нескольких отношениях. Основной индекс резьбы даже для метрических изделий задается по дюймовой шкале. Это нетрудно увидеть в любом описании таких изделий. Так, для метчиков М6 резьба выполняется сечением 0,1 см.
При этом величина отверстия под нарезку может составлять от 4,8 до 5 мм.

Для изделий категории М6 типичный основной шаг будет равен 1,25 мм. А пробиваемый проход для изделия при диаметре в 8 мм достигает 6,5-6,7 мм. Для более мелких конструкций (М5) такие размеры принимаются совпадающими с 0,8 мм, 4,1-4,2 мм, соответственно. Интересно сравнение этой модели с крупным серийным образцом — М24. Шаг формирования нарезов составит 3 мм, а посадочный квадрат принят равным 1,45 см.
Метящее металл приспособление типа М12 прокладывает нарезы через 1,75 мм. Сечение отверстия составит 9,9 либо 10 мм. Для более мелких М10 такие показатели принимаются равными 1,5, 8,2 и 8,4 мм, соответственно (в случае минимального и максимального прохода).

Иногда в ход идут метчики М16. Подобные инструменты позволяют процарапать резьбу с 2-сантиметровыми промежутками, с каналами на 1,35 см минимум и 1,75 см максимум.
В некоторых случаях возникает необходимость проложить нарезы с интервалом в 2,5 мм. Тогда выручают метчики из разряда М20. При их работе формируются проходы сечением не ниже 1,5 см. Габариты и параметры работы (в сантиметрах) некоторых прочих разметочных приспособлений приведены в таблице ниже. Важно понимать, что все сказанное относится только к метрической резьбе.
Типичные габариты хвостовика тоже нормированы (в миллиметрах):
- 2,5х2,1 (для метчиков не крупнее М1,8);
- 2,8х2,1 (М2-М2,5);
- 3,5х2,7 (только для метчиков М3);
- 4,5х3,4 (лишь для разметочного оборудования М4);
- 6х4,9 (от М5 до М8 включительно);
- 11х9 (М14);
- 12х9 (только М16);
- 16х12 (лишь М20);
- 20х16 (разметочные устройства М27).
Встречаются также хвостовики:

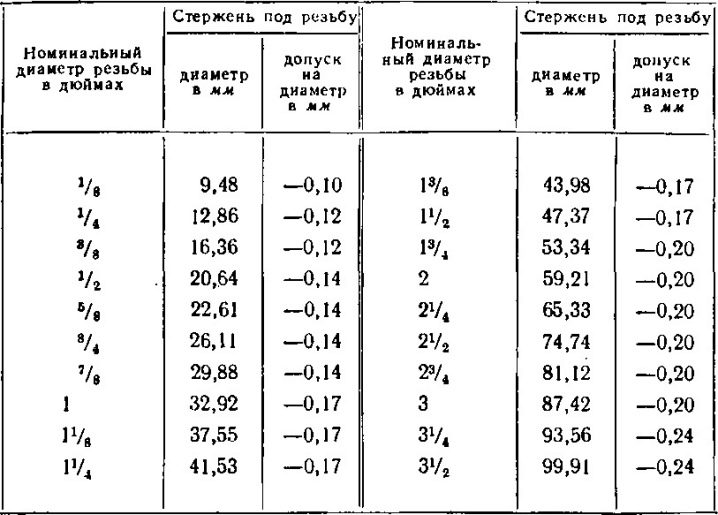
Дюймовые размеры
Они характерны для продукции, поставляемой из США и Великобритании. Если сечение нарезов составит 3/16, то отверстие прокладывается строго от 0,36 до 0,37 см. Довольно популярные метчики дюймовые 1/4 делают канальцы 5-5,1 мм, а для изделий класса 3/8 эти показатели составят 7,7 и 7,9 мм, соответственно. Шаг расстановки нарезов (в миллиметрах) будет равен:

Формат 1/2 предполагает промежутки между нарезами 2,117 мм. При этом прокладывается проход 1,05 мм. Дюймовые метчики имеют шаг резьбы 3,175 мм. Отверстие достигает 2,2 см в диаметре. Самые крупные модели относятся к категории 17/8.
Шаг резьбы равен 5,644 мм, а диаметр отверстия будет достигать 4,15 см.
Необходимо учесть, что наряду с метрическими и дюймовыми разметочными приспособлениями встречаются еще и те, которые предназначены для разметки отверстий в трубах. Для инструмента категории 1/8 дюйма ход нарезов составляет 28 витков на дюйм. Если он относится к разряду 1/2, то резьба формируется с интервалом 14 витков на дюйм.

Сечения самих нарезов будут равны 0,8566 и 1,8631 см. Двухдюймовый трубный метчик делает 11 витков на дюйм, а сечение прорезов принимается равным 5,656 см.
Как подобрать диаметр сверла?
Величина отверстий сегодня продолжает определяться согласно ГОСТу далекого 1973 года. Хотя этот стандарт несколько раз пересматривался, его нормы при этом неизменно подтверждали свою актуальность. В плане работы в промышленности, энергетике и других сферах ничего не изменилось. Универсальный подход характерен для обработки как черных, так и цветных металлов. Чтобы определить требуемые для нарезки внутренней резьбы параметры, начинают со сверления посадочной площадки.
Это делают с двойным радиусом. Внимательно проверяют, чтобы канал при просверливании был на 0,1-0,2 см уже, чем требуемое сечение. Иначе не получится затем сделать витки с точно соблюдаемыми размерами. Подбор сверл ведется с учетом измерительного стандарта, по миллиметровой либо по дюймовой шкале. Число нитей для захода тоже следует учесть.
Один и тот же виток может обозначаться различным образом. Его устанавливают, измеряя промежуток между примыкающими боковинами на профиле. Отсчитывают сначала 10 ниток. Потом оценивают число миллиметров между ними и уменьшают эту цифру в 10 раз. Ход высчитывают аналогичным образом, но вычисляют уже по виткам одной нитки.

Свойства хрупких и твердых сплавов отличаются от качеств мягких вязких металлов. Об этом люди, подбирающие метчики для нарезки резьбы, очень часто забывают. Так, в мягких материалах для резьбы М8 нужно отверстие 6,8 мм. В твердых — на 0,1 мм меньше.
Также еще советуют учитывать предельные отклонения по диаметру, устанавливаемые в ГОСТе, и обращать внимание на разницу между обычными и бесстружечными метчиками.
Источник: stroy-podskazka.ru
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
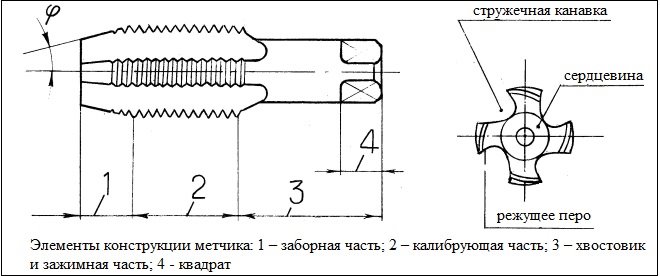
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
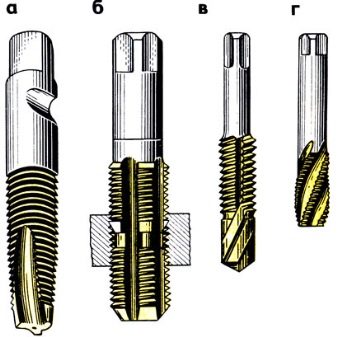
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход.
Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
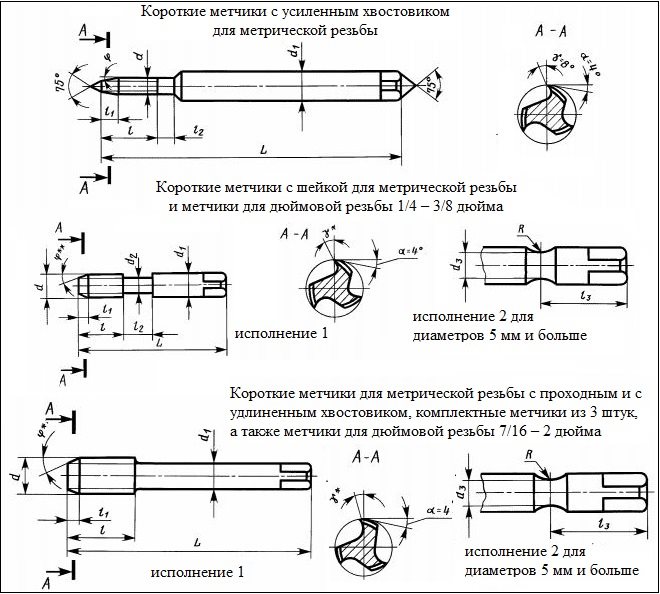
Конструкции метчиков по ГОСТу
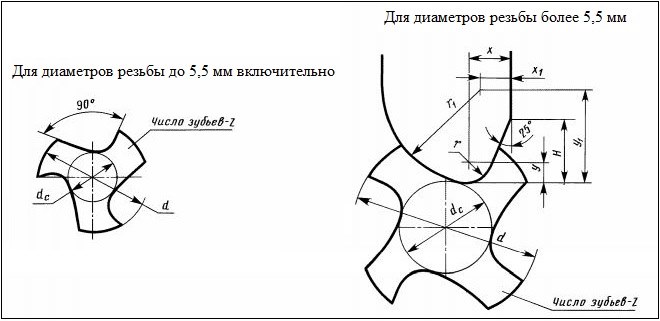
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
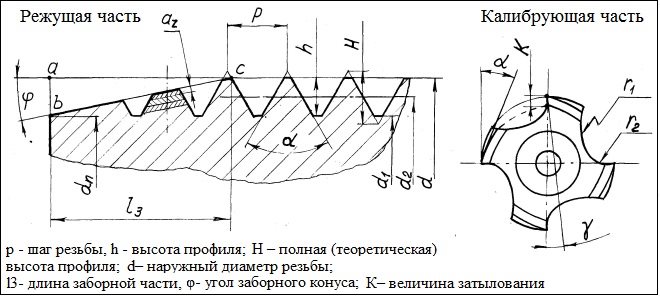
Геометрия режущей и калибрующей части метчика
Виды по назначению
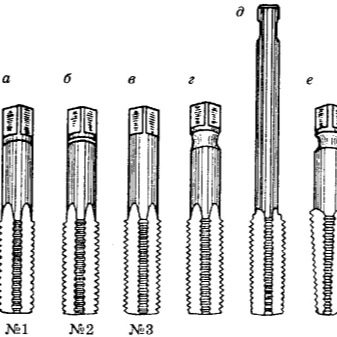
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Машинные или машинно-ручные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму.
Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 3266-81 Метчики машинные и ручные. Конструкция и размеры
Скачать
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
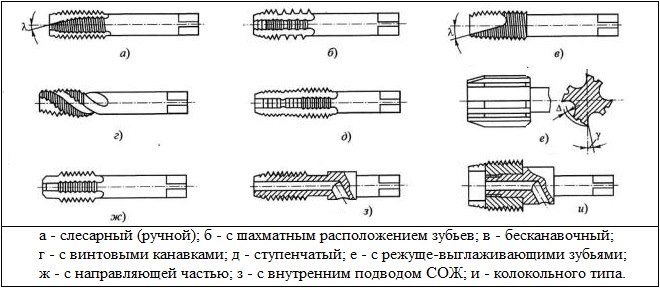
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
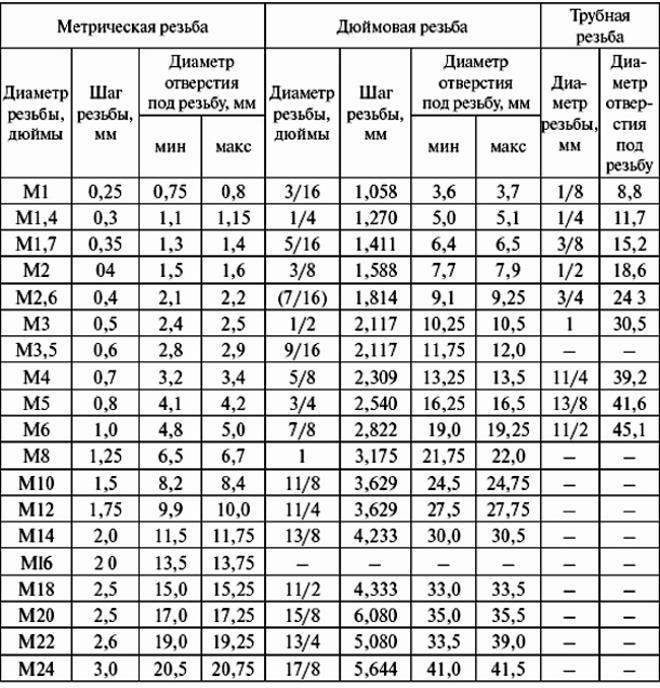
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Источник: met-all.org
Определение размера и шага резьбы

Для определения неизвестной резьбы необходимы две характеристики: шаг и внешний диаметр резьбы болта или внутренний диаметр резьбы гайки.
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Для дюймовой резьбы размер определяется количеством витков на дюйм. При обозначении параметров болта шаг резьбы не указывается.
Сначала измерьте диаметр резьбы штангенциркулем. Используя приведенную ниже таблицу преобразования, вы можете определить размер в дюймах как размер в метрической системе и преобразовать его. По определению один дюйм равен 25,4 мм. Таким образом, диаметр говорит вам, является ли резьба метрической или дюймовой.
Затем используется шаблон. Пожалуйста, проверяйте отдельные шаблоны резьбы, пока один из шаблонов не будет точно подогнан к резьбе. Затем считайте желаемый шаг, напечатанный на шаблоне резьбы.
Теперь используйте прилагаемый штангенциркуль, который содержит всю информацию об отдельных типах резьбы. Если нет информации для получения достаточно надежного результата, рекомендуем сначала повторить серию измерений, так как может быть погрешность измерения.
Для определения резьбы нужен диаметр и шаг. Определяем диаметр с помощью штангенциркуля. Шаг определяем с помощью шаблона.
Для определения резьбы нужно:
- Заготовка
- Штангенциркуль (аналоговый или цифровой)
- Один шаблон резьбы (метрическая и дюймовая)
- Техническая таблица

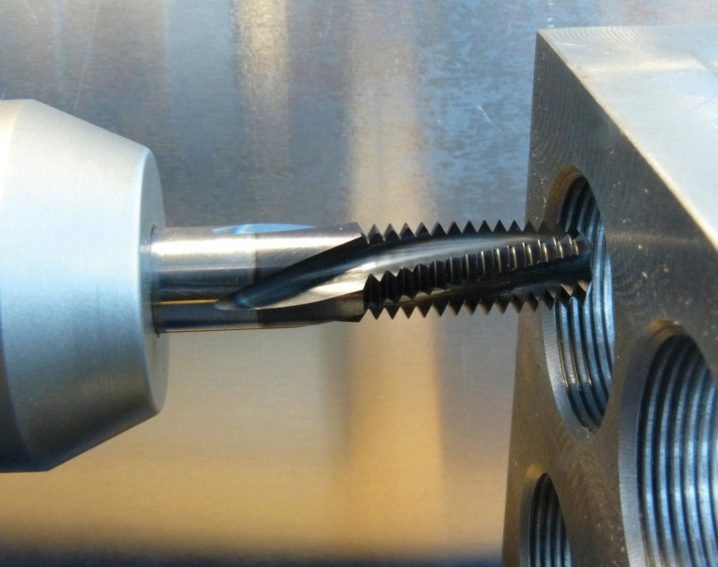
Пример №1
1. Шаг: Определяем диаметр резьбы
Диаметр можно определить с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Расположите штангенциркуль, как показано на рисунке. Используйте не кончики штангенциркуля, а более широкую часть наконечников штангенциркуля. Цифровой штангенциркуль показывает диаметр на дисплее.

Исходя из нашего опыта, мы измерили диаметр в двух точках. В верхней, а также в нижней части.
Почему в двух местах?
Диаметр должен быть одинаковым на всей резьбе. Если это не так, это коническая резьба. Коническая резьба в основном используется для трубной резьбы.


В нашем примере это именно так. Записываем оба значения. 12,75 мм и 13,34 мм. Подробнее об этом позже.
2. Шаг: Определяем шаг резьбы
Шаг определяем с помощью шаблона. Имеются шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку трубная резьба всегда дюймовая, мы пробуем только ее, пока не получим правильный шаблон.


 В данном случае шаблон резьбы 19 G (19 ниток на дюйм)
В данном случае шаблон резьбы 19 G (19 ниток на дюйм)
3. Шаг: Найдите значения в таблице сравнения резьб.
После того, как мы собрали все значения, нам нужно только найти их.
Диаметр был: 12,75 мм и 13,34 мм.
Градиент был: 19 G
В этом случае определение резьбы показало BSPT (британский стандартный конус трубы).
- Номинальный диаметр BSPT (R) ¼”.
- 19 ниток/дюйм
- Диаметр резьбы 13,157 мм
- Номинальный диаметр трубы 8 мм
- Диаметр основного отверстия 11,445 мм

Пример №2
Шаг 1: Определите диаметр резьбы
Как описано в первой части примера №1, измерьте диаметр штангенциркулем. Поместите штангенциркуль на резьбу, как показано на рисунке ниже. Проведите измерение один раз на верхней части и один раз на нижней части заготовки.

Если диаметр одинаков в обеих точках, это параллельная резьба. Если есть большие отклонения, это конусная резьба.
В этом случае у нас есть диаметр резьбы между 11,5 мм и 11,6 мм . Тем не менее, это минимальное отклонение представляет собой параллельную, а не коническую резьбу. Эти небольшие отклонения могут быть вызваны износом или загрязнением. Поэтому мы можем исключить коническую резьбу.
Шаг 2: Определите шаг резьбы
Для определения шага используйте комбинированный шаблон, т. е. шаблон резьбы с метрической и дюймовой резьбой. В данном примере именно это было решающим критерием для правильного определения резьбы.

Отступление:
При опробовании трафаретов был установлен дюймовый трафарет (угол наклона: 55 градусов) с 20 нитками. Но отношение к диаметру не было указано ни в одной технической таблице. Это вызвало у нас подозрения и заставило повторить серию измерений. И действительно, была ошибка измерения.
Правильным шаблоном, который подходит гораздо точнее, является метрический 1,25 мм (угол по бокам: 60 градусов).



Дополнительная информация о тонкой резьбе ISO
Мелкая резьба ISO представляет собой метрическую резьбу с меньшим шагом, чем стандартная резьба ISO. Диаметр шага метрической тонкой резьбы составляет 60 градусов . То же, что и стандартная резьба. Наиболее распространенная аббревиатура — М или ФF . В большинстве случаев тонкую резьбу можно распознать только по ее шагу.
Из-за меньшего шага мелкая резьба имеет более высокую нагрузочную способность. Метрическая мелкая резьба используется, прежде всего, в автомобильной промышленности, где к несущей способности резьбы предъявляются высокие требования. Кроме того, тонкая нить также стала стандартом для резьбы для электронных устройств.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |
Таблица сравнения резьб
Источник: cnc-maniac.ru
Метчики для нарезания резьбы. Виды и таблица размеров

Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Популярное
Все материалы сайта proinstrumentinfo.ru являются интеллектуальной собственностью администратора сайта. Публикация материалов сайта на сторонних ресурсах возможна только при указании активной ссылки на источник. Всем автовладельцам рекомендуем AvtoZhidkost.ru
Свежие записи
- Валик для грунтовки: каким валиком наносить грунтовку на стены, какой лучше 14.05.2022
- Теплый пол – источник дополнительного обогрева жилья 05.05.2022
- Остекление и его виды 05.05.2022
Рубрики
- Берегите глаза 56
- В быту пригодится 3
- Грузозахваты 36
- Осторожно! Электрический ток 81
- От сжатого воздуха 37
- Поменял и забыл 68
- Работает на бензине 41
- Руки из нужного места 83
- Советы строителям 50
- Точность превыше всего 56
- Тяжелая артиллерия 8
Источник: proinstrumentinfo.ru