Каждому человеку, собравшемуся делать ремонт или выполнить определенные задачи по шлифовке, необходимо знать, что означает маркировка шлифовальных кругов. Они отличаются своими характеристиками и применяются в различных случаях. Дабы эффективно выполнить работы инструментом, необходимо знать все нюансы обозначений шлифовальных кругов.
Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Как быстро и легко включить google authenticator 2fa на сайте через смартфон или через ПК
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
MF A220+B&W CDM 1+ист Dune HD 1
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по-новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по-новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Источник: www.zavodkorund.ru
Абразивный завод «ИНФ-АБРАЗИВ» и его продукция

В этом материале я хочу рассказать об одном отечественном предприятии, руководство которого поставило перед собой и коллективом амбициозную, но во всех отношениях достойную цель – обеспечить Россию инструментом отечественного производства.
Точильные камни
компании «ИНФ-АБРАЗИВ»

Речь пойдёт об абразивном заводе «ИНФ-АБРАЗИВ», расположенном в городе Волжский (Волгоградская область), что находится недалеко от ОАО «Волжский абразивный завод». Согласно официальной информации, абразивное производство было основано в 1991 году как малое научно-производственное коллективное предприятие «ИНФ».
Точильные камни
компании «ИНФ-АБРАЗИВ»
Что примечательно, создателями предприятия являются бывшие сотрудники Волжского филиала Всесоюзного Научно-Исследовательского Института Абразивов и Шлифования.
В стенах новой организации они продолжили заниматься привычным и любимым делом: совершенствовать технологию производства и эксплуатационные характеристики абразивного инструмента и замещать своей продукцией импорт, в полной мере придерживаясь государственной политики. Это и определило вектор развития предприятия.
Точильные камни
компании «ИНФ-АБРАЗИВ»
Немаловажным во всей этой истории является то, что компания «ИНФ-АБРАЗИВ» по факту является прямым наследником советской научной школы в области производства и эксплуатации абразивного инструмента.
Это действительно серьёзный аргумент — наверное, вряд ли кому-то надо разъяснять про уровень советской науки и производственной базы.
Точи льные камни
компании «ИНФ-АБРАЗИВ»

Руководство «ИНФ-АБРАЗИВ» в полной мере понимает важность кадрового вопроса. Так, в штате организации работают два кандидата технических наук, защитивших учёную степень в области теории абразивной обработки, шесть научных сотрудников ВолжскВНИИАШ* (Всесоюзного Научно-Исследовательского Института Абразивов и Шлифования), работавших в советское время именно в областях технологии производства и эксплуатации абразивного инструмента.
Как и полагается серьёзному предприятию, в стенах «ИНФ-АБРАЗИВ» действует современная лаборатория технологии и эксплуатации композитов. Конечно, непрерывно ведутся работы по созданию и испытанию нового инструмента, накапливается и систематизируется полученный опыт. На мой взгляд, предприятие унаследовало лучшие традиции советской науки и промышленности.
Точильные камни
компании «ИНФ-АБРАЗИВ»
Для справки: одним из профильных видов деятельности ВНИИАШ была замена инструмента импортного производства. «ИНФ-АБРАЗИВ» продолжает работу в этом направлении. Ежегодно, благодаря внедрению результатов исследовательских работ, замещаются как отдельные позиции, так и целые группы инструмента импортного производства.
Своими силами предприятием создаётся технологическое оборудование: смесительное, прессовое, термическое, оборудование для механической обработки абразивного инструмента; широкий ряд приспособлений для производственных и контрольных операций, прессовая и литейная оснастка.
С 1991 года на предприятии совершенствуются методы производства абразивных композитов на керамических связках, магнезиальной основе (цемент Сореля) и эпоксо-уретановых системах.
По назначению можно выделить следующие группы продукции «ИНФ-АБРАЗИВ»: абразивный инструмент (производство абразивного инструмента на керамической, магнезиальной и органической связках), износостойкие изделия (производство износостойких изделий из поликристаллического карбида кремния), огнеупорные изделия (опытное производство огнеупорных изделий огнеупорностью 1650 оС).
Точильные камни
компании «ИНФ-АБРАЗИВ»

Конечно, в контексте данного подраздела нас больше всего интересуют абразивы, адаптированные для заточки режущего инструмента, в частности – ножей. В ассортименте продукции «ИНФ-АБРАЗИВ» есть нужный нам раздел «Бруски и точильные камни для заточки столярного инструмента», где и находятся подходящие под наши задачи «Бруски для точилок Апекс».
Станка Апекс у меня нет и не будет, благо есть шедевр заточного дела под названием «Ермак-7», разработанный и произведённый московским инженером Юрием Тамазиным.
Пару слов собственно о самих камнях для заточки клинков. Производство точильных камней компанией «ИНФ-АБРАЗИВ» начато в 2009 году. При активном участии сайта «Рубанков.нет» были отработаны оптимальные характеристики водных камней для заточки столярного инструмента с использованием нескольких необычных компонентов.
Высокую производительность заточки, уступающую только алмазу, обеспечивает использование абразивных зёрен из карбида кремния, отличающихся остротой и хрупкостью.
Высокая твёрдость карбидкремниевых шлифматериалов позволяет уверенно обрабатывать не только углеродистые стали, но и твёрдые сплавы, что невозможно на камнях из электрокорундовых порошков. Кроме производительности стоит отметить необыкновенные тактильные ощущения при заточке инструмента. Камни быстро дают суспензию и, что интересно, производят очень приятный звук.
Точильные камни
компании «ИНФ-АБРАЗИВ»
Линейка инструментов для заточки клинков была разработана и продолжает расширяться при активном участии Андрея Петрова (GRINDERMAN). Широкий ряд характеристик абразивных брусков для заточки ножей на ручных приспособлениях, водных камней для ручной заточки, шлифовальных камней для правки водников и брусков, а также кругов для настольных заточных станков удовлетворит самого требовательного мастера.
Точильные камни
компании «ИНФ-АБРАЗИВ»

Изготовление точильных камней — весьма тонкий и длительный процесс. Использование ряда натуральных компонентов требует квалификации на уровне мастерства — необходимо чувствовать материал, поскольку часть параметров определить с помощью приборов невозможно.
За четыре недели, необходимые для создания камня, материалы и полуфабрикаты проходят семнадцать технологических переходов.
Точильные камни
компании «ИНФ-АБРАЗИВ» в работе
на станке «Ермак-7»
Даже незначительные отклонения режимов, практически на каждой операции, влекут за собой появление неисправимых дефектов. Поэтому, если вы держите в руках камень производства «ИНФ-АБРАЗИВ», вы держите не только прекрасный инструмент, но и (без преувеличения) – настоящее произведение искусства.
Точильные камни
компании «ИНФ-АБРАЗИВ» в работе


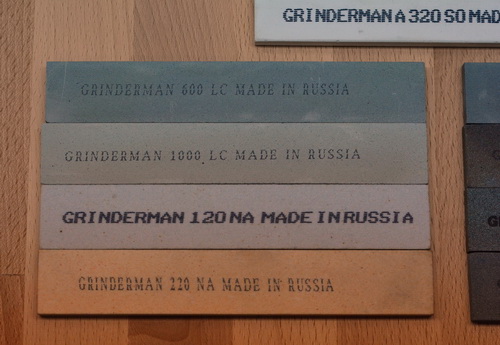
«ИНФ-АБРАЗИВ» серийно выпускает бруски для точилок типа Edge Pro Apex (любых точилок, в которых можно применять камни указанных далее размеров) размером 25х6х152 мм и 12х5х152 мм. Бруски для аналогов точилки Apex размером 20х6х150 мм.
Абразивные камни производятся зернистостью от 120 до 1000 по стандарту FEPA-Standard 42-2:2006. Средний размер зёрен от 110 до 5 мкм, связка — керамическая. При заточке требуется вода, т.е., эти камни можно назвать водными, уж не знаю насколько это определение будет условным.
Точильные камни
компании «ИНФ-АБРАЗИВ» в работе
На момент подготовки данного материала я «навскидку» попробовал имеющиеся у меня камни от «ИНФ-АБРАЗИВ». Камни очень «грызучие», имеют правильный профиль (ровные, грубо говоря), отличаются однородностью состава, устойчивы к износу, при работе дают немного грязи и позволяют точить клинки из очень твёрдой стали.
По целому ряду параметров эти камни превосходят камни многих известных производителей с мировым именем, при этом ценник на изделия от «ИНФ-АБРАЗИВ» остаётся в более чем разумных пределах. Не то что дёшево и сердито, а отличное качество по приемлемой цене. Короче, рекомендую.
Точильные камни
компании «ИНФ-АБРАЗИВ» в работе
Успешной заточки!
Источник: maksimov.su
Инф абразив а220 j какие обороты
- Шлифовальные материалы
- Шлифовальные круги
- Гибкие абразивы
- Шлифовальная шкурка
- Круги лепестковые
- Фибровые диски
- Круги на керамической связке
- Алмазные круги и круги CBN
- Шлифовальные головки
- Абразивные бруски и сегменты
- Фрезы-напильники из твердого сплава
- Отрезные и зачистные круги
- Гибкие абразивы
- Лепестковые круги

Справочная информация

Инструмент фирмы MoleMab
Таблица зернистости шлифматериалов
| Стандарт ГОСТ 52381-2005 | Стандарт FEPA 42Д | ||
| зернистость | Размер зерен основной фракции, мкм | зернистость | Размер зерен основной фракции, мкм |
| шлифзерно | |||
| №200 | 2500-2000 | F10 | 2400-2000 |
| №160 | 2000-1600 | F12 | 2000-1700 |
| №125 | 1600-1250 | F14 | 1700-1400 |
| — | — | F16 | 1400-1180 |
| №100 | 1250-1000 | F20 | 1180-1000 |
| №80 | 1000-800 | F24 | 850-710 |
| №63 | 800-630 | F30 | 710-600 |
| №50 | 630-500 | F36 | 600-500 |
| — | — | F40 | 500-425 |
| №40 | 500-400 | F46 | 425-325 |
| №32 | 400-315 | F54 | 355-300 |
| №25 | 315-250 | F60 | 300-250 |
| №20 | 250-200 | F70 | 250-212 |
| №16 | 200-160 | F80 | 212-180 |
| — | — | F90 | 180-150 |
| шлифпорошки | |||
| №12 | 160-125 | F100 | 150-125 |
| №10 | 125-100 | F120 | 125-106 |
| №8 | 100-80 | F150 | 106-75 |
| №6 | 80-63 | F180 | 90-75 |
| №5 | 63-50 | F220 | 75-63 |
| микрошлифпорошки | |||
| М63 | 63-50 | F230 | 63-53 |
| М50 | 50-40 | F240 | 53-44.5 |
| — | — | F280 | 44.5-36.5 |
| М40 | 40-28 | F320 | 36.5-29.2 |
| — | — | F360 | 29.2-22.8 |
| М28 | 28-20 | F400 | 22.8-17.3 |
| М20 | 20-14 | F500 | 17.3-12.8 |
| М14 | 14-10 | F600 | 12.8-9.3 |
| М10 | 10-7 | F800 | 9.3-6.5 |
| М7 | 7-5 | F1000 | 6.5-4.5 |
| М5 | 5-3 | F1200 | 4.5-3 |
| М3 | 3-2 | — | — |
| М2 | 2-1 | — | — |
| М1 | 1-0 | — | — |
Источник: www.abrasiv-spb.ru
Как расшифровать маркировку отрезных кругов по металлу

Фарида 4 октября 2017
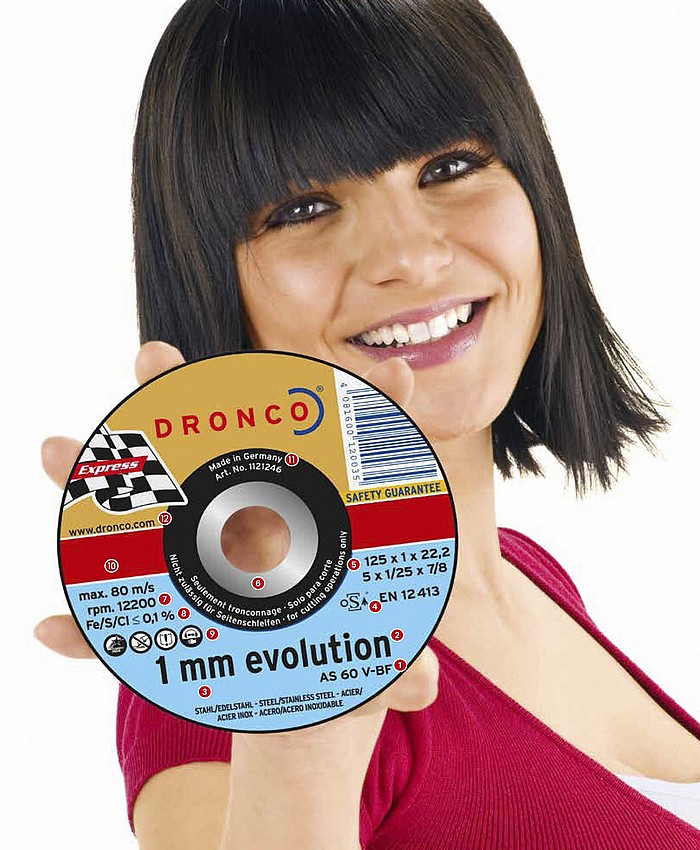
Представляем Вашему вниманию качественные отрезные круги по металлу торговой марки DRONCO. На фото указана маркировка под номерами.
1. Описание
A/AS – оксид алюминия (для резки металла).
AZ – электрокорунд циркониевый, (высокий ресурс и мощность резания).
46 – тип зернистости, чем больше это число, тем меньше зернистость. Например: 24 — большое, 30 — среднее, 36 — низкое.
R – обозначение твёрдости круга. Чем дальше по алфавиту, тем больше твердость. Например: Q — мягкий, R — средний, V — твёрдый.
BF – связка из синтетической смолы, упрочненной волокнами.
2. Тип ассортиментной линейки
Perfect line — лучшее соотношение цена/производительность. Этот круг зарекомендовал себя множество раз в руках умельцев и полупрофессионалов.
- изготовлено в соответствии с EN 12413
- соответствует стандартам OSA
Special line — для промышленного применения. В товарную серию special входят в зависимости от вида применения, специальные типы корундов и связующих веществ. Они максимально увеличивают производительность, повышают долговечность и уменьшает время обработки.
- изготовлено в соответствии с EN 12413
- соответствует стандартам OSA
Evolution line — специальная линия для ремесленников и промышленных применений. Универсальные круги, спроектированные по инновационным технологиям и изготовленные из высококачественных материалов. Обладают большим сроком службы при высокой скорости резания.
- изготовлено в соответствии с EN 12413
- соответствует стандартам OSA
3. Голубой фон
Цвет отрезного круга по металлу.
4. Стандарты безопасности
Продукция соответствует самым высоким стандартам безопасности и нормативными документами:
ЕN 12413 – отрезные и шлифовальные круги
BGV D 12 – предписание по предотвращению несчастных случаев на производстве от несчастных случаев.
OSA — организация по безопасности абразивных материалов.
5. Размер
Диаметр диска х толщина диска х посадочный размер.
6. Срок службы
Указана дата, до которой можно использовать данный круг
7. Максимальное число оборотов в минуту.
Указывает допустимую максимальную скорость.
8. Fe/S/Cl ≤ 0,1%
Не содержит железа, серы и хлора. Специальный диск для резки нержавеющей стали.
9. Информация по безопасности
Сведения о безопасности для вашей собственной безопасности.
10. Красный фон
Указывает на допустимую скорость вращения — 80 м/с.
Зеленый фон
Указывает на допустимую скорость вращения — 100 м/с.
11. Сделано в Германии
Проверенное качество – большинство нашей продукции производится и испытано в Германии.
Для всех остальных торговых марок — обозначение типа круга представляет собой определённую комбинацию из букв и цифр, и у разных производителей (зарубежных или отечественных) может иметь некоторые отличия, но общее его построение такое: характеристика абразива, твёрдость круга и структура связки. Например обозначения типа абразивного круга по европейскому стандарту — A 30 T BF и по отечественному — А14 80 Т2 БУ. В этих обозначениях содержится следующая информация:
Применённый в круге абразив:
А (14А) = окись алюминия (электрокорунд)
WA (25А) = электрокорунд белый
ZK (38А) = электрокорунд циркониевый
С (53С, 54С) = карбид кремния (SiC) чёрный
GC (63С, 64С) = карбид кремния зелёный.
Цифры, отображающие размер зерна абразива (могут быть разные цифровые значения):
30 = относительный размер по ISO FEPA, ряд F (размер частиц 630 мкм)
80 = размер по ГОСТ (размер частиц 800 мкм);
Твёрдость круга по стандарту DIN ISO 525 (по ГОСТ):
F, G (ВМ1, ВМ2) = весьма мягкие
H, I, J (М1, М2, М3) = мягкие
K, L (СМ1, СМ2) = среднемягкие
M, N (С1, С2) = средние
O, P, Q (СТ1, СТ2, СТ3) = среднетвёрдые
R, S (Т1, Т2) = твёрдые:
T, U (ВТ1, ВТ2) = весьма твёрдые
VW, YZ (ЧТ1, ЧТ2) = чрезвычайно твёрдые.
Буквы, обозначающие материал связки и вид упрочнения:
V (К) = керамическая связка
В (Б) = бакелитовая (из искусственной смолы) связка
BF (БУ) = бакелитовая с армированием стекловолокном.
Купить отрезные круги в разделе Диски отрезные по металлу
Источник: uni-tool.ru